Изобретение относится к кабельной технике и может быть использовано при конструированир воздушных линий электропередач.
Целью изобретения является снижение трудозатрат при изготовлении, увеличение надежности в работе узла, а также расширение эксплуатационных возможностей.
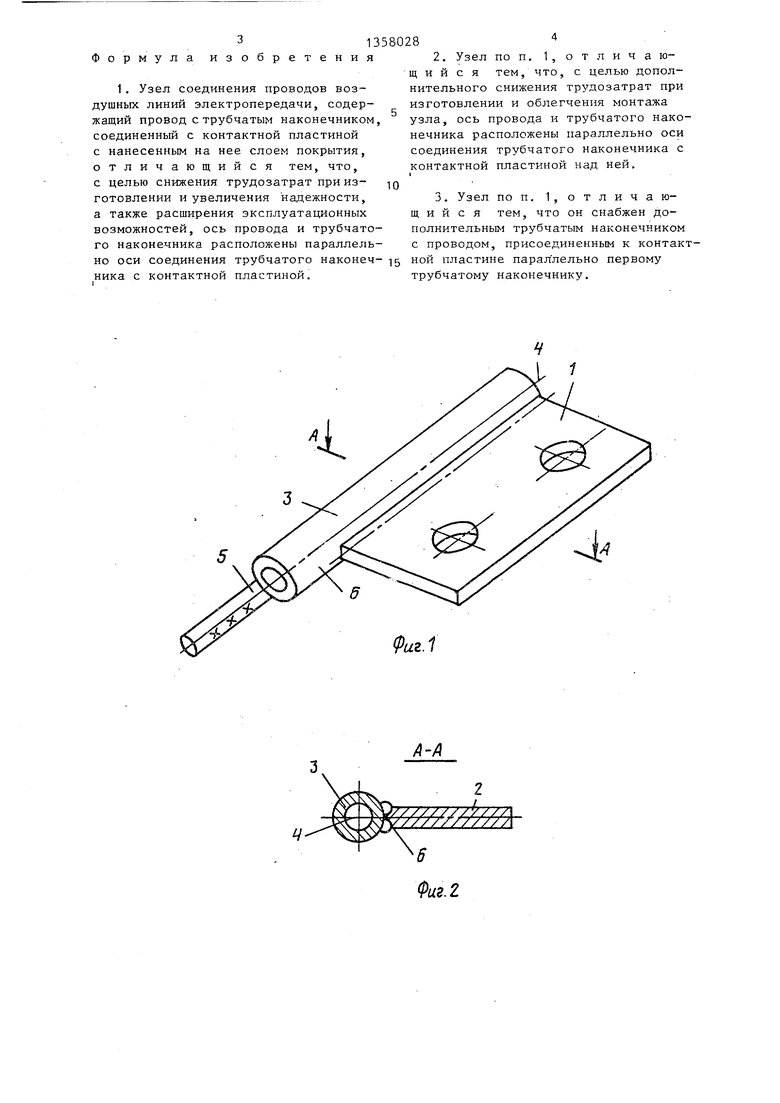
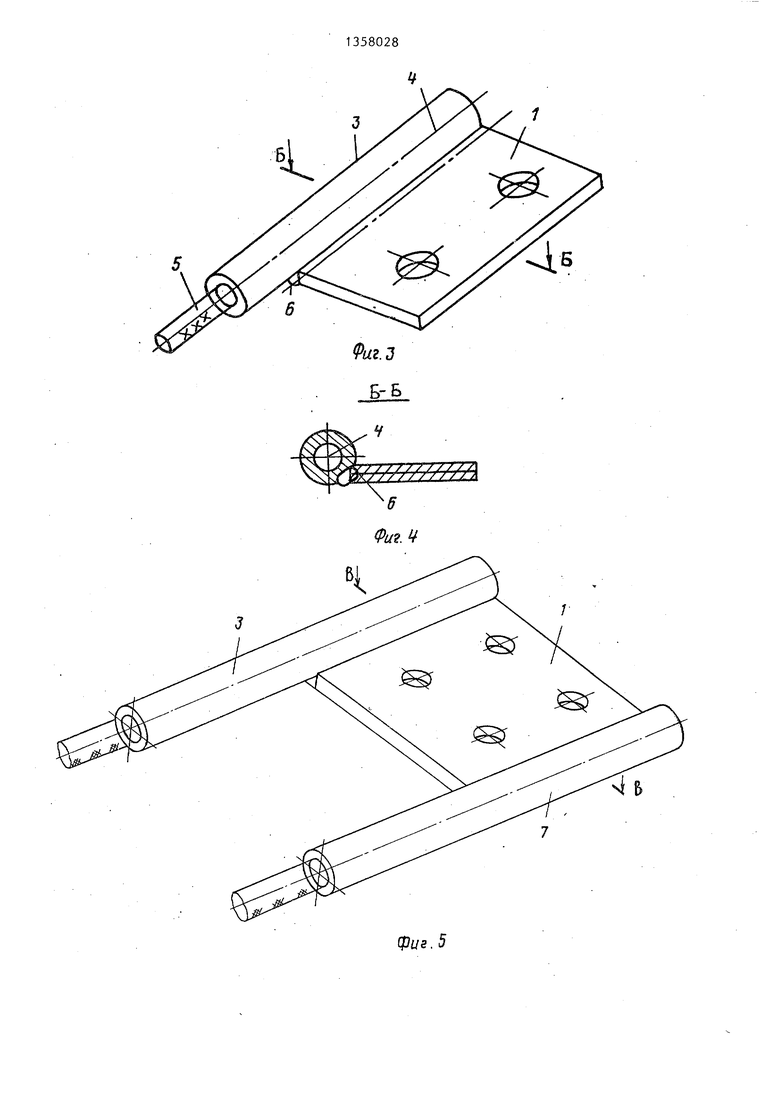
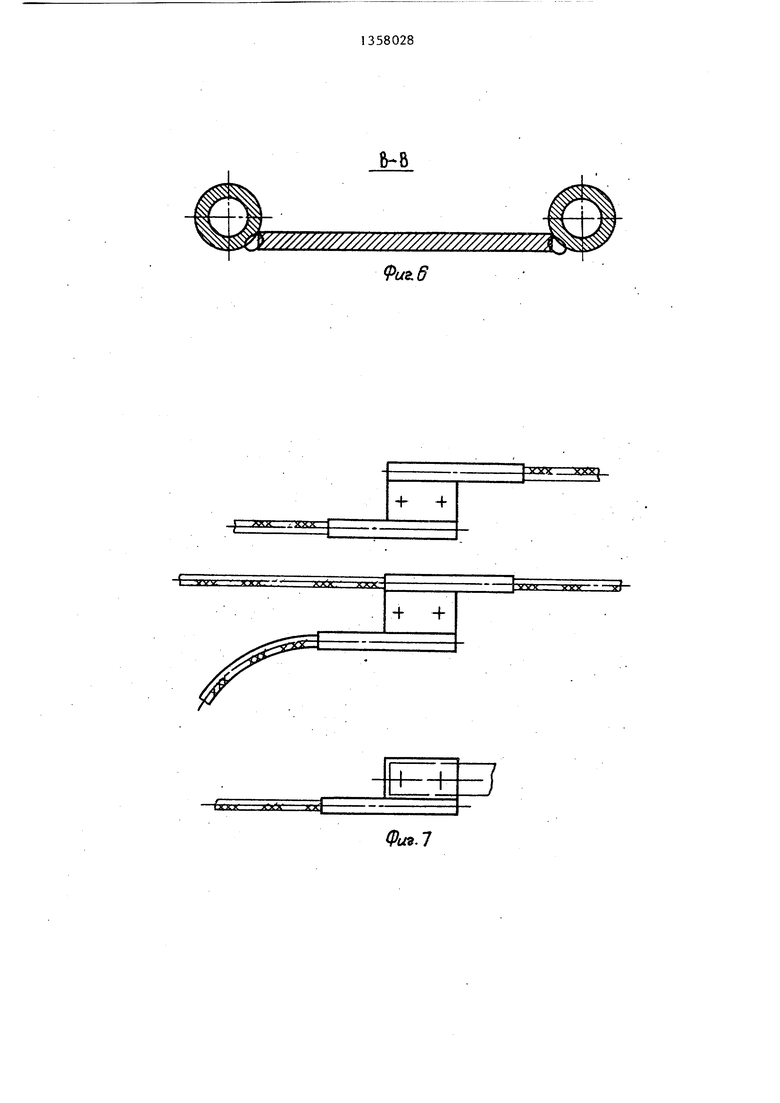
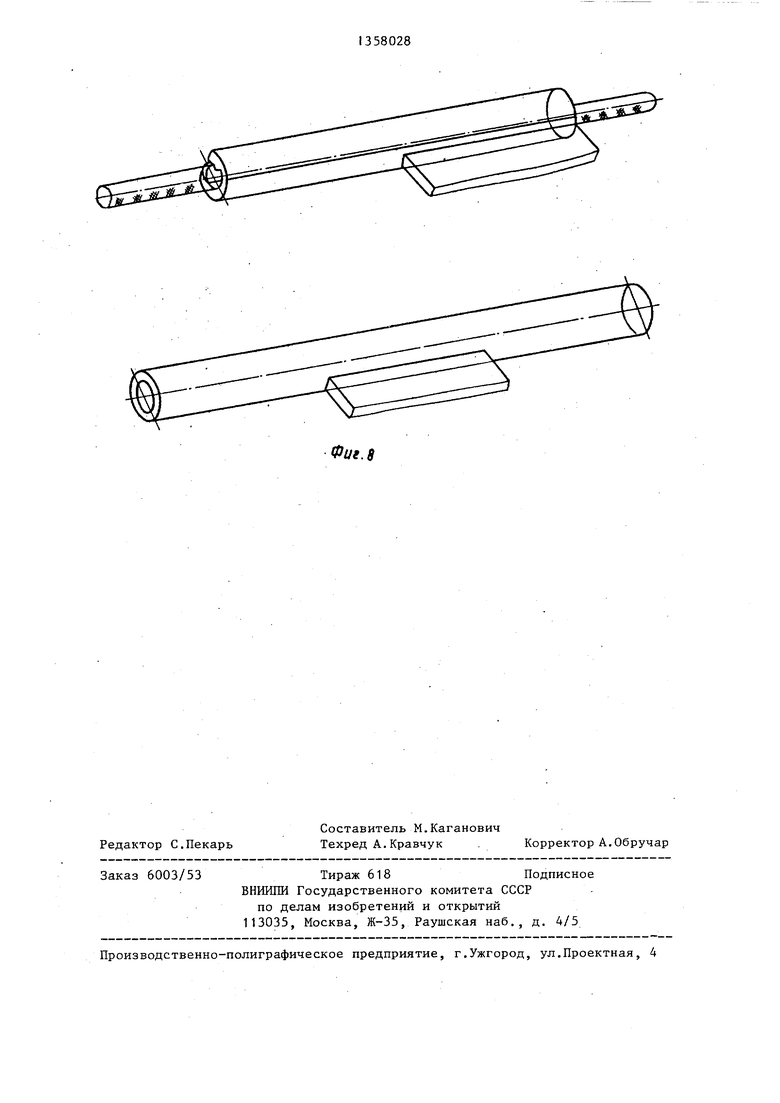
На фиг, 1 изображен предлагаемый узел соединения, выполненный согласно первому пункту формулы изобретения, общий вид; на фиг. 2 - разрез . А-А на фиг. 1, на фиг. 3 - узел соединения, выполненный согласно второму пункту формулы изобретения, общий вид; на фиг. 4 - разрез Б-Б на фиг, 3j.Ha фиг. 5 - узел .соединения, выполненный согласно третьему пункту формулы изобретения, общий вид; на фиг. 6 - разрез В-В на фиг. 5, на фиг. 7 - узел соединения, выполненный как соединительньй, осветительный и аппаратньш для присоединения к выводам аппаратов; на фиг. 8 - узел соединения, выполненный как от- ветвительный (ремонтный) и соединительньй зажимы.
Узел соединения для оконцевания, ответвления и соединения проводов и кабелей воздушных линий электропередачи содержит контактную пластину 1 с нанесенным на нее слоем покрытия 2 (алюминиевая пластина, плакированная медью) и трубчатый наконечник 3, который соединяется с контактной пластиной, например, сваркой.
Контактная пластина 1 и трубчатый наконечник 3 соединены между, собой так, что зажим выполнен в виде флажка (фиг. 1), причем ось 4 провода 5 и трубчатого- наконечника 3 расположена параллельно осн.6 соединения трубчатого наконечника 3 с контактной пластиной 1. .
С целью дополнительного снижения трудозатрат при изготовлении и облегчения монтажа узла ось 4 провода 5 и трубчатого наконечника 3 расположены параллельно оси 6 соединения трубчатого наконечника 3 с контактной пластиной 1 над.ней.
Кроме того, с целью повьшения универсальности использования узла и увеличения надежности его работы за счет уменьшения контактных поверхностей узел снабжен дополнительным труб .чатым наконечником 7, присоединенным
5
0
5
0
5
0
5
0
5
К контактной пластине 1 параллельно : первому трубчатому наконечнику 3.
Узел соединения изготовляют (собирают) следующим образом.
Берут трубчатую заготовку (стандартную трубу) необходимого диаметра в зависимости от того, для каких проводов предназначается контактный зажим, затем режут заготовку, получая готовый трубчатый наконечник.
Контактную пластину формообразуют .из алюминиевой плоской заготовки, плакированной медью. После чего трубчатый наконечник и контактную пластину взаимно устанавливают так, чтобы ось 6 соединения трубчатого наконечника 3 с контактной пластиной 1 располагалась параллельно оси 4 трубчатого наконечника 3, и соединяют их сваркой.
Предлагаемый узел соединения отличается от известного небольшими трудозатратами при изготовлении, поскольку трубчатый наконечник является по сути стандартной трубой и его берут готовым комплектующим изделием (необходима только одна операция резки) , высокой надежностью работы при эксплуатации, так как конт актная пластина приваривается к боковой по- верхности трубчатого наконечника длинным сварным швом (по длинной боковой стороне контактной пластины), что увеличивает механическую прочность узла, особенно в условиях действия знакопеременных изгибающих усилий от провода и вибраций, универсальностью промьш1ленного использования, т.е. данная конструкция годится для выполнения соединений проводов, ответвлений от магистральной линии, подсоединения к выводам аппаратов (фиг. 7), может быть использована как ответвительный (ремонтный) и соединительный зажимы (фиг. 8), а также возможностью достижения экономии на оборудовании, например при расположении оси трубчатого наконечника над осью соединения его с контактной пластиной исключается необходимость снятия фаски (слоя) плакированной меди с контактной пластины, так как зона сварки будет находиться в пределах боковой поверхности пластины без захода на ее верхнюю и нижнюю части.(фиг. 4), в результате чего барабанно-фрезерный станок для снятия кромок оказьшается ненужным.
Формула изобретен
1. Узел соединения проводов воздушных линий электропередачи, содержащий провод с трубчатым наконечником соединенный с контактной пластиной с нанесенным на нее слоем покрытия, отличающийся тем, что, с целью снижения трудозатрат при изготовлении и увеличения надежности, а также расширения эксплуатационных возможностей, ось провода и трубчатос проводом, присоединенным к конт
го наконечника расположены параллельно оси соединения трубчатого наконеч- 15 ной пластине параллельно первому ника с контактной пластиной.трубчатому наконечнику.
8028
10
2.Узел по п. 1, о т л и ч а ю- щ и и с я тем, что, с целью дополнительного снижения трудозатрат при изготовлении и облегчения монтажа узла, ось провода и трубчатого наконечника расположены параллельно оси соединения трубчатого наконечника с контактной пластиной над ней.
3.Узел по п. 1,отличаю- щ и и с я тем, что он снабжен дополнительным трубчатым наконечником
с проводом, присоединенным к контакт15 ной пластине параллельно первому трубчатому наконечнику.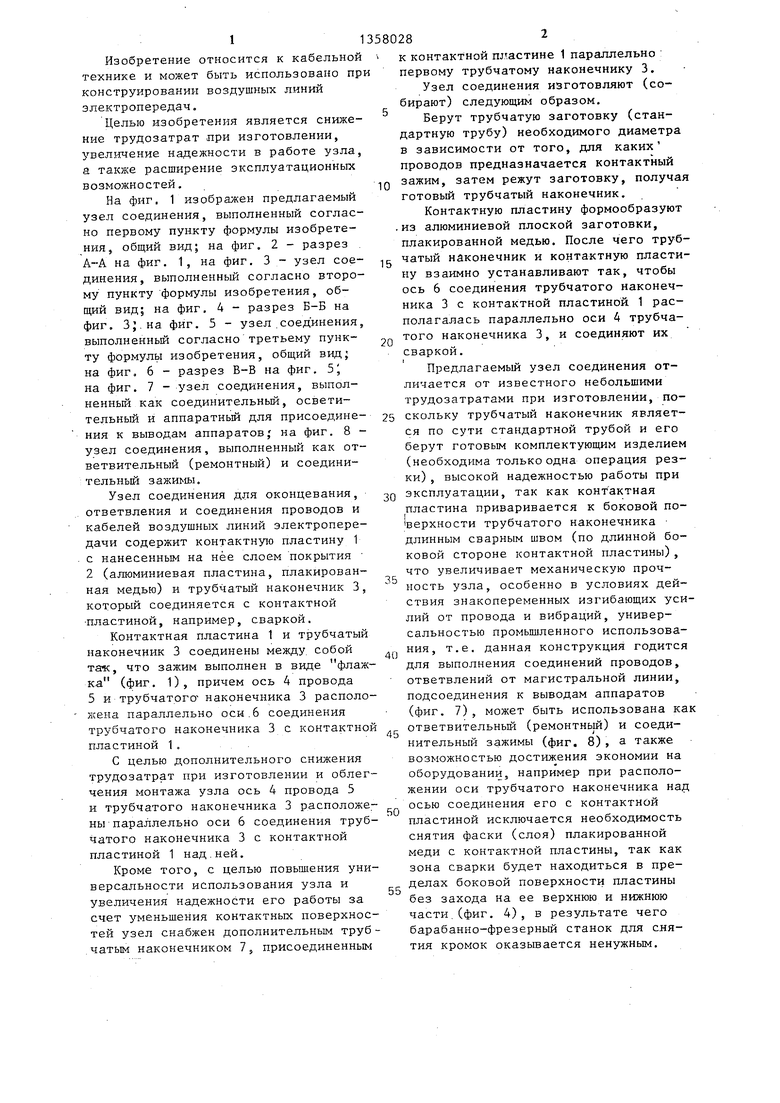
| название | год | авторы | номер документа |
|---|---|---|---|
| АППАРАТНЫЙ ЗАЖИМ | 2003 |
|
RU2255403C1 |
| АППАРАТНЫЙ ЗАЖИМ | 2013 |
|
RU2524520C1 |
| АППАРАТНЫЙ ЗАЖИМ | 2004 |
|
RU2262787C1 |
| АППАРАТНЫЙ ЗАЖИМ | 2007 |
|
RU2334330C1 |
| УСТРОЙСТВО ЗАЗЕМЛЕНИЯ ИЗОЛИРОВАННЫХ ВОЗДУШНЫХ ЛИНИЙ ЭЛЕКТРОПЕРЕДАЧИ НАПРЯЖЕНИЕМ ДО 3 кВ | 2016 |
|
RU2631859C1 |
| АППАРАТНЫЙ ЗАЖИМ | 2007 |
|
RU2337446C1 |
| ЗАЗЕМЛЯЮЩИЙ ЗАЖИМ | 2000 |
|
RU2194344C2 |
| СОЕДИНИТЕЛЬНЫЙ ЗАЖИМ | 2004 |
|
RU2258988C1 |
| ЗАЗЕМЛЯЮЩИЙ ЗАЖИМ | 1998 |
|
RU2169974C2 |
| Способ изготовления контактногозАжиМА | 1978 |
|
SU813573A1 |
Изобретение относится к элект- ротехнике, в частности к конструкциям проводов воздушных линий электропередачи. Цель изобретения - снижение трудозатрат при изготовлении и увеличении надежности, а также расширение зксплуатационньгх возможностей. Трубчатый наконечник с проводом и контактную пластину взаимно устанавливают так, чтобы ось соединения трубчатого наконечника с контактной пластиной располагались параллельно оси трубчатого наконечника, и соединяют их сваркой. Узел может быть снабжен дополнительным трубчатым наконечником с проводом, расположенным на другой стороне контактной пластины. 2 з.п. ф-лы, 8 ил. о & СО
Фиг.1
6
Фи.
фцг. 5
// ///////////////
9иг.6
.ж.уьЖХJS J i
ФияЛ
Фиг. 8
Редактор С.Пекарь Заказ 6003/53
Составитель М.Каганович Техред А.Кравчук
Корректор
Тираж 618Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
Корректор А.Обручар
| Способ изготовления контактного зажима | 1977 |
|
SU655004A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
