Изобретение относится к области электроэнергетики, а более конкретно к аппаратным зажимам, используемым для осуществления ответвлений от проводов и присоединения проводов к выводам аппаратов, например, распределительных устройств.
Известен аппаратный зажим, состоящий из корпуса, выполненного из трубы для запрессовки провода, и контактной лапки, к которой присоединена медная пластина, например, методом холодной сварки (вдавливанием пуансоном в определенных участках пластины) [1].
Однако, этот зажим имеет ряд существенных недостатков.
Между медной пластиной и алюминиевой контактной лапкой всегда есть технологические зазоры, в которые попадает влага, что приводит к электрохимической коррозии зажима, в результате чего происходит разрушение алюминиевого слоя и отслоение медной пластины. По этой причине срок службы зажимов данной конструкции составляет лишь 6-10 лет вместо 25-ти лет по ГОСТу и разрушенные преждевременно зажимы требуется заменять на новые, что приводит к значительному удорожанию электроэнергетических объектов.
Наиболее близким техническим решением по отношению к предложенному является аппаратный зажим для присоединения проводов к выводам аппаратов, содержащий алюминиевый корпус, предназначенный для закрепления в нем провода линии, и контактную лапку для присоединения к выводам аппаратов [2].
Тем не менее, этот известный аппаратный зажим также имеет существенные недостатки:
1) высокая трудоемкость при изготовлении, поскольку изготовление аппаратных зажимов требует осуществления ряда достаточно трудоемких технологических операций, а именно, формирование короткой лапки в корпусе, вырубка лапки из алюминия, плакированного медью, снятие медного слоя под приварку к корпусам и приварка лапки;
2) снижение механической прочности лапки зажимов за счет уменьшения сечения при снятии медного слоя и увеличенная длина лапки из-за сварного шва, при этом обеспечение необходимой прочности зажима ведет к увеличению его металлоемкости.
Авторы и заявитель ставили перед собой задачу разработать аппаратный зажим, лишенный вышеуказанных недостатков известных технических решений аналогичного назначения; этот конкретный технический результат достигается за счет совокупности предложенных существенных конструктивных признаков, в частности: аппаратный зажим для присоединения проводов к выводам аппаратов, содержащий алюминиевый корпус, предназначенный для закрепления в нем провода линии, и контактную лапку для присоединения к выводам аппаратов; причем зажим снабжен, по меньшей мере, одной дополнительной пластиной, выполненной из одностороннего алюминия, плакированного медью, и установленной на контактной лапке стороной из слоя алюминия, а к выводам аппарата обращенной стороной из слоя меди, при этом толщина медного слоя дополнительной пластины выбирается в пределах 0,05-0,4 мм, таким образом, чтобы соотношение толщины алюминиевого слоя к толщине медного слоя дополнительной пластины находилось в пределах 1-60; контактная лапка выполнена из алюминиевого листа и приварена к корпусу зажима.
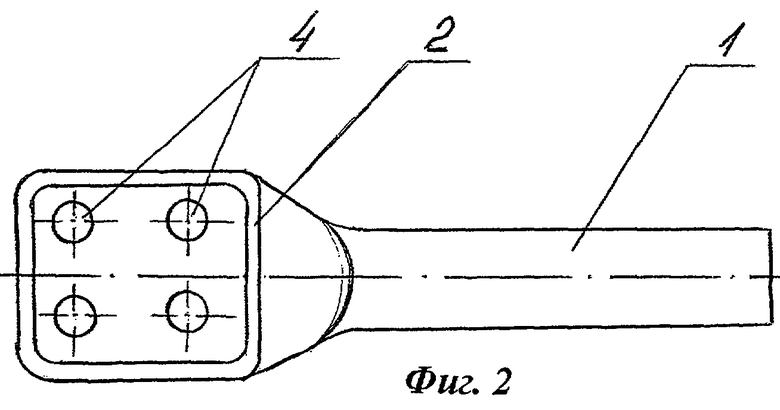
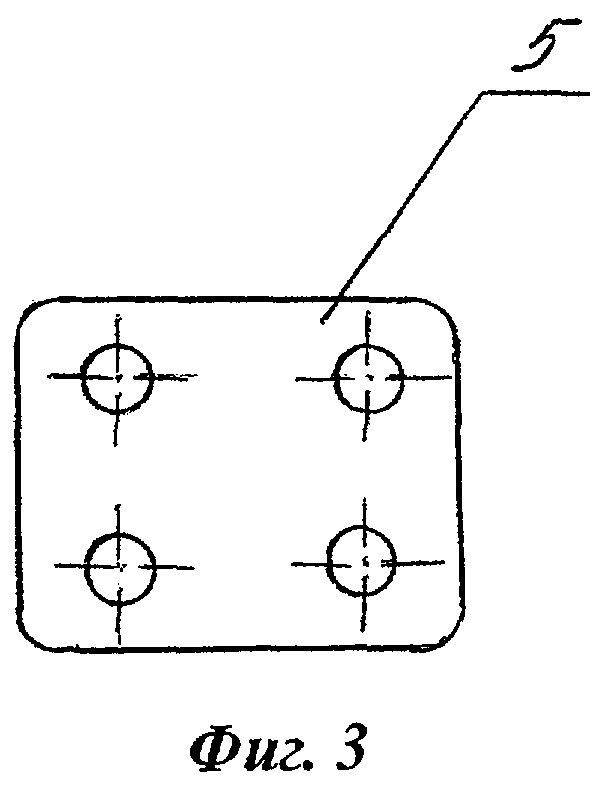
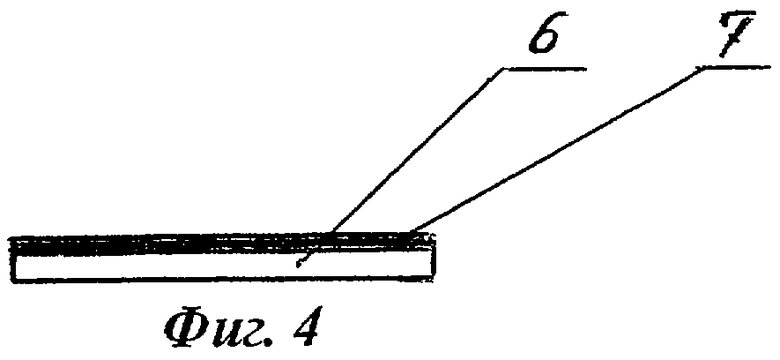
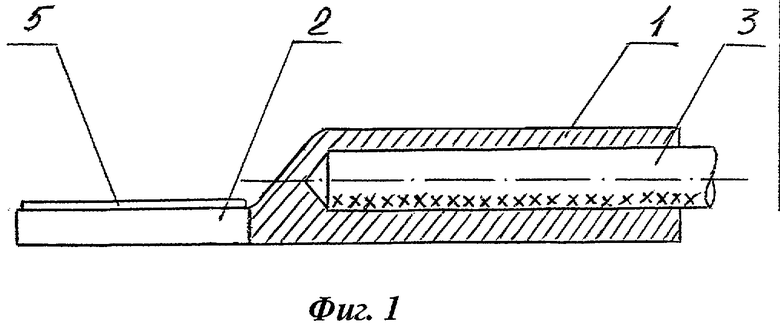
Сущность изобретения поясняется чертежами, где на фиг.1 - общий вид аппаратного зажима, выполненного согласно настоящему изобретению, фронтальный вид; на фиг.2 - вид сверху аппаратного зажима на фиг.1; на фиг.3 - общий вид дополнительной пластины, выполненной из одностороннего алюминия, плакированного медью, аппаратного зажима на фиг.1; на фиг.4 - то же, что на фиг.3, вид сбоку.
Заявляемый аппаратный зажим состоит из алюминиевого корпуса 1, который выполняется из трубы или прутка такого поперечного сечения, чтобы штамповкой на конце корпуса можно было выштамповать контактную лапку 2 в форме прямоугольной пластины. Кроме того, корпус 1 может выполняться литым, а также в сварном варианте, когда контактная лапка 2 приваривается к корпусу 1.
В корпусе 1 крепится провод 3 воздушной линии электропередачи, а контактная лапка 2 предназначена для присоединения через отверстия 4, выполненные в ней, выводов аппаратов подстанционных распредустройств. В конструкцию зажима вводится дополнительная пластина 5 из одностороннего алюминия 6, плакированного медью 7, и она выполняется по контуру контактной лапки 2 аппаратного зажима или близкой по своим размерам к размерам контактной лапки 2.
При монтаже аппаратного зажима пластина 5 просто кладется на контактную лапку 2 стороной из алюминия 6, а к выводам аппарата стороной, на которой нанесен слой меди 7, и крепится к ним одним из известных способов, например, посредством болтов (не показаны) через отверстия 4. Оптимальная толщина медного слоя 7 пластины 5 выбирается расчетным путем или экспериментально и составляет 0,05-0,4 мм, что позволяет обеспечить оптимальное с точки зрения технологических и эксплуатационных характеристик соотношение толщины алюминиевого слоя 6 и толщины медного слоя 7 пластины 5, которое составляет 1-60.
Контактная лапка 2 может также выполняться из алюминиевого листа и затем привариваться к корпусу 1 аппаратного зажима.
Предложенный аппаратный зажим работает следующим образом:
В ходе эксплуатации в результате интенсивного действия электрохимической коррозии происходит разрушение алюминиевого слоя 6 дополнительной пластины 5, а также износ медного слоя 7 в результате зачистки контактных поверхностей при периодической проверке качества контактов. При полном износе медного слоя 7 дополнительной пластины 5 она заменяется на новую пластину, входящую в комплект аппаратного зажима. Количество комплектов дополнительных пластин 5 оговаривается с потребителем, кроме того, их можно заказывать отдельно. Зажим при этом остается неповрежденным, а срок жизни его возрастает в несколько раз.
Такая конструкция аппаратного зажима позволяет использовать его, как для присоединения к медным выводам аппаратов (с дополнительной пластиной из алюминия, плакированного медью), так и для соединения и присоединения проводов к алюминиевой контактной поверхности. Конструкция аппаратного зажима с дополнительной биметаллической пластиной (медь - алюминий) обеспечивает значительное повышение надежности работы зажимов такого класса, их срока службы (не менее 20 лет), а также снижение трудозатрат при изготовлении и проведении ремонтных работ.
В настоящее время предложенные аппаратные зажимы прошли всесторонние механические и электрические испытания с положительными результатами, и намечается их серийное производство.
Источники информации
1. Каталог “Изоляторы и арматура воздушных линий электропередачи и открытых распределительных устройств”. Внешторгиздат. Изд. №56006Э, стр. 184, рис. 162а.
2. Авторское свидетельство СССР №655004, Н 02 G 15/02, заявлено 14.10.77. Бюллетень №12.
| название | год | авторы | номер документа |
|---|---|---|---|
| АППАРАТНЫЙ ЗАЖИМ | 2004 |
|
RU2262787C1 |
| АППАРАТНЫЙ ЗАЖИМ | 2007 |
|
RU2334330C1 |
| АППАРАТНЫЙ ЗАЖИМ | 2013 |
|
RU2524520C1 |
| АППАРАТНЫЙ ЗАЖИМ | 2007 |
|
RU2337446C1 |
| Способ изготовления контактногозАжиМА | 1978 |
|
SU813573A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИХ КОНТАКТОВ ИЗ ЛИТЕЙНЫХ СПЛАВОВ АЛЮМИНИЯ | 1992 |
|
RU2037927C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ ДЛЯ ПЛАШКИ СТЫКОВОГО ЗАЖИМА ДЛЯ КОНТАКТНЫХ ПРОВОДОВ, ПЛАШКА СТЫКОВОГО ЗАЖИМА, СТЫКОВОЙ ЗАЖИМ ДЛЯ КОНТАКТНЫХ ПРОВОДОВ | 2023 |
|
RU2810816C1 |
| Узел соединения проводов воздушных линий электропередачи | 1984 |
|
SU1358028A1 |
| Способ изготовления полупроводникового преобразователя механических перемещений | 1989 |
|
SU1712986A1 |
| ПРЕОБРАЗОВАТЕЛЬ ДЕФОРМАЦИИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2077024C1 |
Изобретение относится к области электроэнергетики и может быть использовано в качестве аппаратных зажимов, обеспечивающих присоединение проводов к выводам аппаратов распределительных устройств. Зажим имеет алюминиевый корпус и контактную лапку. На контактную лапку накладывается дополнительная пластина 5 из алюминия, плакированного медью. Толщина медного слоя находится в пределах 0,05-0,4 мм, при этом соотношение толщины медного слоя к толщине алюминиевого слоя 6 составляет 1-60. Это позволяет обеспечить существенное увеличение срока службы аппаратного зажима (не менее 20 лет); если в результате действия электрохимической коррозии алюминиевый слой и медный слой изнашиваются, то дополнительная пластина просто заменяется на новую и аппаратный зажим эксплуатируется дальше. 1 з.п. ф-лы, 4 ил.
| Способ изготовления контактного зажима | 1977 |
|
SU655004A1 |
| ЗАЩИТНЫЙ ПРОТЕКТОР | 2000 |
|
RU2189682C2 |
| US 4620059 A, 28.10.1986 | |||
| US 4549035 A, 22.10.1985 | |||
| ЕР 0674361, 27.09.1995. | |||

