Изобретение относится к сварочной технике, а именно к оборудованию для радиальной сварки трением, и может быть использовано для соединения деталей по концентричным сопрягаемым поверхностям.
Цель изобретения - упрощение конструкции машины путем разгрузки ее элементов от усилий обжатия.
Сущность изобретения заключается в том, что, возникающее в тороидальной магнит- ной системе радиальное усилие замыкается непосредственно на свариваемых заготовках, исключая необходимость применения элементов конструкции, воспринимающих это повышенное усилие. Самоцентрирование кулачков по охватывающей детали, обуслав- ливающее равномерность обжатия, обеспечивается конструкцией электромагнитного привода давления обжатия.
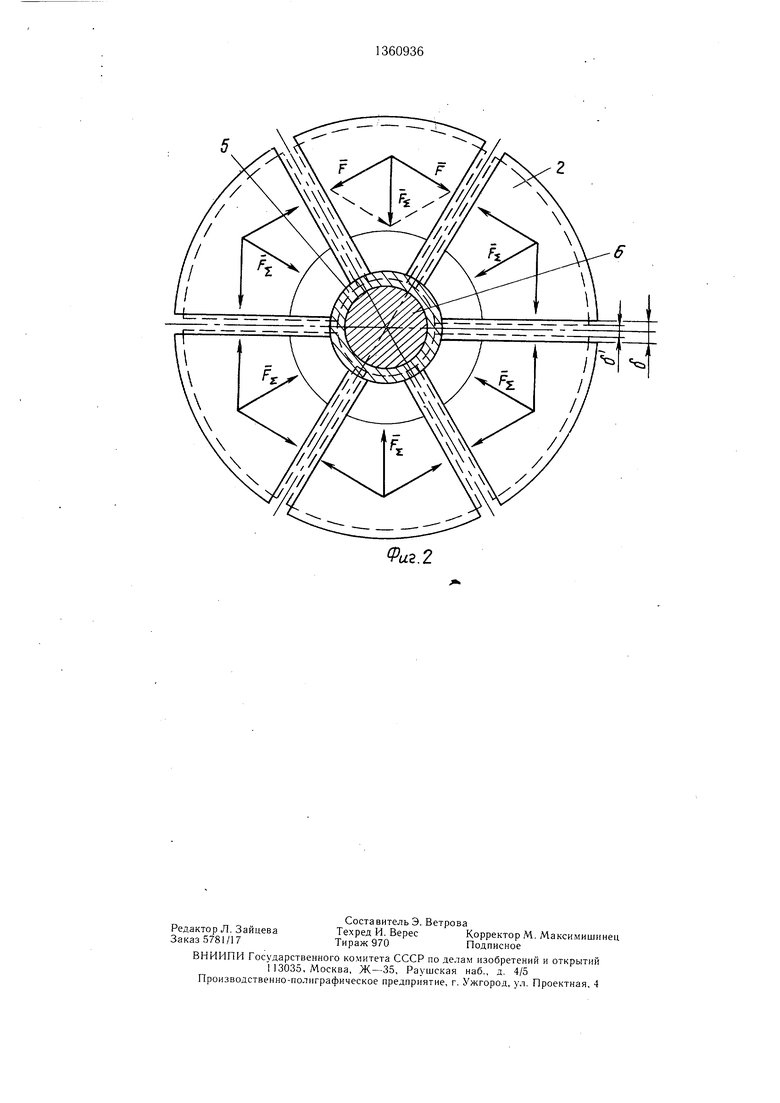
На фиг. 1 представлена конструкция одного из элементов тороидальной магнитной системы; на фиг. 2 - схема сил, возникающих в тороидальной магнитной системе.
На плите I располагается сегмент магнитопровода 2, Образующий в совокупности с катушкой 3 элемент тороидальной магнитной системы. Сегменты магнитопровода 2 сборные, стянутые болтами (на фиг. 1 болты обозначены осями) и являются сердечниками катущек 3. По внутренней поверхности тороида, образуемого названными элементами, к каждому из сегментов маг- нитопровода 2 крепятся кулачки 4, в которых размещается охватывющая деталь 5.
Сегменты магнитопровода 2 установлены на плите 1 в направляющих (не показаны), обеспечивающих радиальное перемещение сегментов магнитопровода и воспри- нимающих возникающий при сварке момент. В центре плиты 1 имеется отверстие для охватываемой детали 6, осуществляющей вращательное движение в плоскости (фиг. 1).
Катушки 3 включены в цепь постоянного тока последовательно. Это обеспечивает приложение к сегмента.м магнитопровода 2 сил, которых представлена на фиг. 2, где F - силы взаимодействия смежных сегментов, определяемые по формуле
Ф
2iioS
где Ф - магнитный поток, возникающий в
магнитопроводе;
S - площадь сегмента в радиальном
зазоре магнитопровода (д,о - магнитная проницаемость. На фиг. 2 также обозначена результирующая радиальная сила, К, действующая на каждый сегмент.
Замыкание обжимающего усилия происходит по схватывающей детали 5 (фиг. 2). Начальная величина зазора б между сегментами магнитопровода определяется как. сумма заз.ора, обеспечивающего радиальную осадку охватывающей детали и минимального зазора б по окончании цикла сварки.
Работа устройства происходит следующим образом.
Охватываемая деталь 6 зажимается в патроне механиз.ма вращения, а охватывающая деталь 5 - в кулачках 4. Затем приводят во вращение охватываемую деталь 6 и производят запитку катушек 3, что определяет начало радиального перемещения кулачков в обжатие охватывающей детали. В зоне контакта соединяемых деталей происходит интенсивное трение, обеспечивающее разогрев и размягчение металла. По окончании стадии нагрева осуществляют резкое торможение и увеличение магнитного потока в .магнитопроводе, чем создают повышенное обжимающее давление опрессовки. Внедрение охватываемой детали в охватывающую обеспечивает завершение сварки металлов трением.
Возможно также проведение процесса сварки с инерционным завершением.
После временной выдержки катушки включается встречно, образуя в с.межных сегментах магнитопровода встречно направленные потоки. Это обеспечивает раскрытие механизма обжатия охватывающей детали.
Предлагаемая машина обеспечивает разгрузку конструкции от повышенных, действующих циклических усилий, что совместно с высокой степенью центрирования кулачков, определяемой электромагнитным приводом механизма обжатия, упрощает конструкцию, повышает долговечность и надежность машины.
Формула изобретения
5
0
5
Машина для сварки трением деталей по сопрягаемым цилиндрическим поверхностям, одна из которых охватывающая, а другая охватываемая, включающая привод вращения охватываемой детали и механизм обжатия охватывающей детали, содержащий центрирующие кулачки, отличающаяся тем, что, с целью упрощения конструкции путем разгрузки ее элементов от усилий обжатия, механизм обжатия выполнен в виде магнитной системы, состоящей из катушек, и магнитопровода, выполненного в виде тора и состоящего из установленных с зазорами, определяющими радиальное перемещение кулачков, сегментов, каждый из которых является сердечником соответствующей катушки.
Фи2.2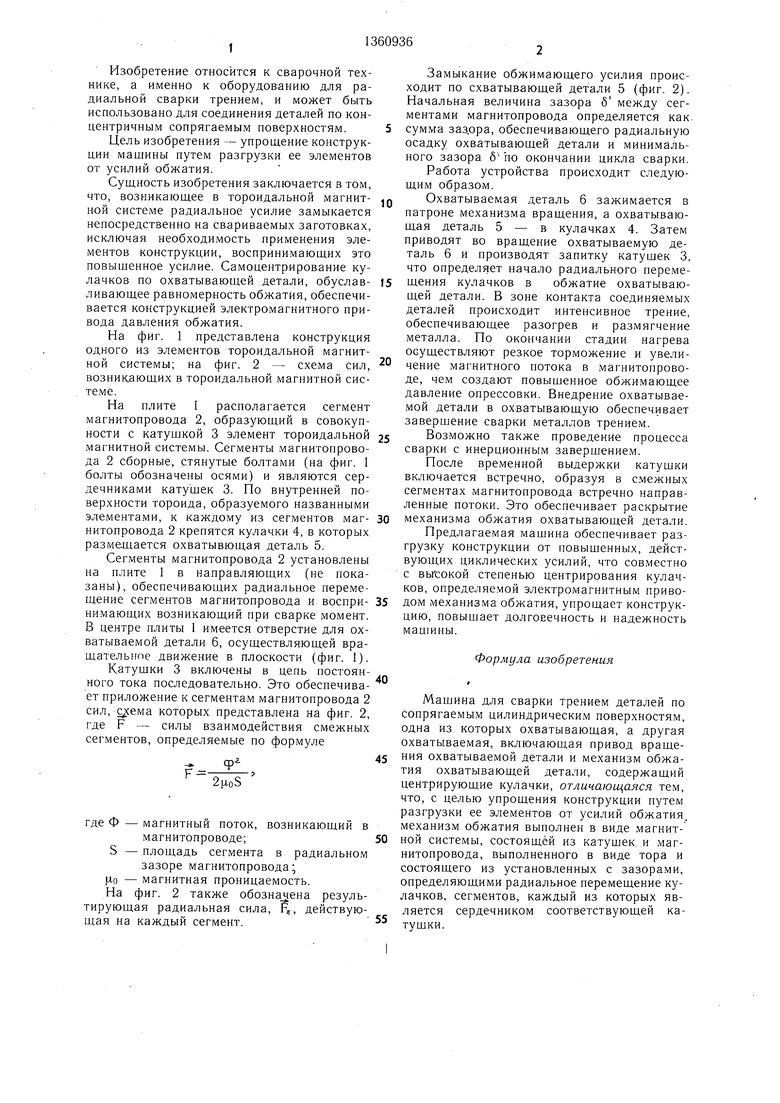
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЧАСТИЧНОЙ РЕЦИРКУЛЯЦИИ ЭНЕРГИИ ДВИЖУЩЕГОСЯ АВТОМОБИЛЯ И ВАРИАНТЫ КОНСТРУКЦИИ УСТРОЙСТВ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2748097C2 |
| ЭЛЕКТРОМАГНИТНАЯ СИСТЕМА ТОКАМАКА | 1996 |
|
RU2107338C1 |
| ЭЛЕКТРОДИНАМИЧЕСКИЙ ВИБРАТОР | 1965 |
|
SU168031A1 |
| Машина для сварки трением | 1977 |
|
SU941096A1 |
| Способ изготовления трансформатора с ленточным разрезным сердечником | 1979 |
|
SU855757A1 |
| ПНЕВМОАККУМУЛЯТОРНАЯ ЭЛЕКТРОСТАНЦИЯ С ИНДУКЦИОННЫМ НАСОСОМ | 2014 |
|
RU2663677C2 |
| Индукционный нагреватель | 1978 |
|
SU764152A1 |
| ЭЛЕКТРОМЕХАНИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ ДЛЯ МАШИН УДАРНОГО ДЕЙСТВИЯ | 2011 |
|
RU2454777C1 |
| ЭЛЕКТРОДИНАМИЧЕСКИЙ ВИБРАТОР | 1966 |
|
SU183978A1 |
| ЭЛЕКТРОМЕХАНИЧЕСКОЕ УСТРОЙСТВО | 1995 |
|
RU2091881C1 |
Изобретение относится к сварочной технике, а именно к оборудованию для радиальной сварки трением, и может быть использовано для соединения деталей по концентричным сопрягаемым поверхностям. Целью изобретения является yHpoineinie конструкции машины путем разгрузки ее элементов от усилий обжатия. После разогрева поверхностей трения деталей 5 и 6 резко тормозят вращаемую деталь 6. Подают напряжение на катушки 3 тороидальной магнитной системы. Под действием магнитного потока в системе кулачки 4 производят обжатие детали 5 по детали 6 и сварку последних. Магнитная система состоит из магнитопровода 2, выполненного в виде тора, и катушек 3. Сегменты магнитопровода являются сердечниками катуи1ек. 2 ил. (Л со о: о со со Oi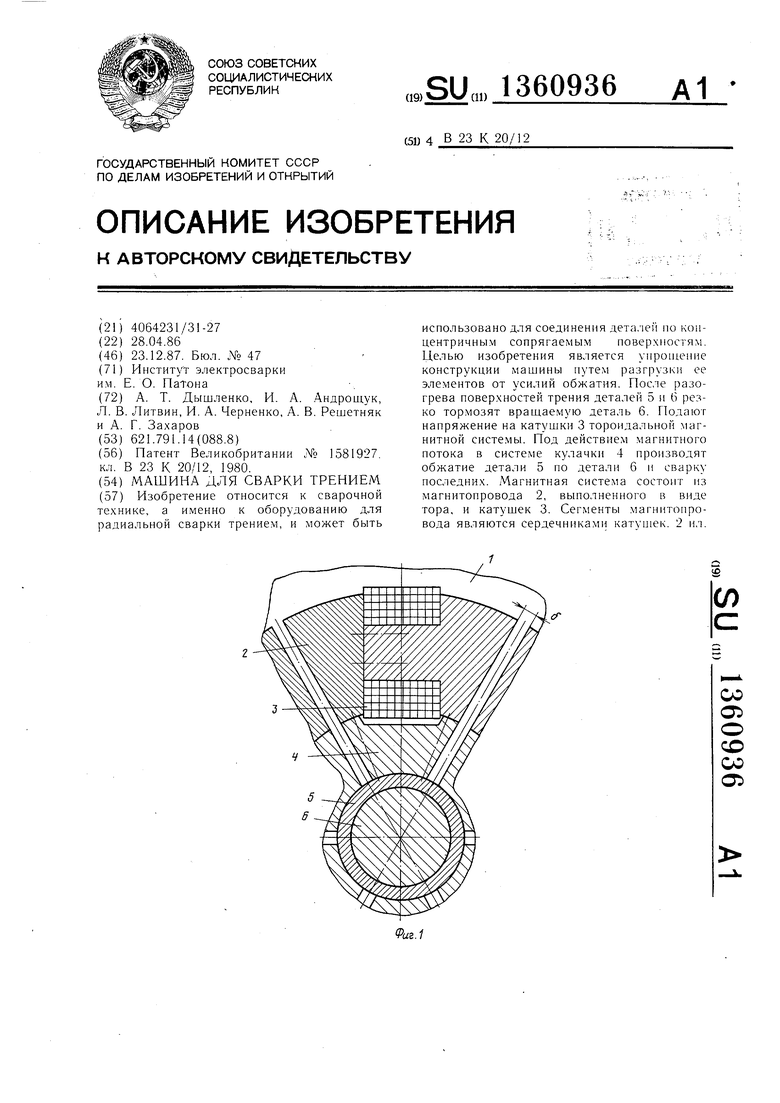
| Барабанно-колодочный фрикционный узел | 1988 |
|
SU1581927A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
