Изобретение относится к неразрушающим, методам контроля качества паяных соединений и может быть использовано в приборо- и машиностроении.
Целью изобретения является повышение информативности контроля качества пайки путем различия непропаев с воздушным зазором и без зазора.
На чертеже показан эталон для контроля качества пайки, поперечное сечение.
Эталон состоит из двух элементов 1 и 2, соединенных между собой пайкой со ступенчатым изменением толш,ины припоя 3 и воздушным зазором 4. Длина ступеней равна 2R, где R - разрешающая способность метода контроля.
По линии АБ на различных по дЛине участках выполнена различная связь между припоем 3 и контактирующей поверхностью одного из элементов 2: от зазора высотой h через адгезионную связь, имитирующую дефект типа холодный спай (сплошная линия), до когезионной связи (пунктирная линия), представляющей качественное соединение.
Для изготовления эталона его элементам придают форму, аналогичную применяемым в паяном соединении, облужи- вают всю внутреннюю поверхность элемента 1 и внешнюю поверхность элемента 2 только на участке „, где пайку необходимо выполнить качественно.
Затем между элементами 1 и 2 размещают ступенчатые прокладки из тугоплав- ного материала (на чертеже не показаны), совмещают контактирующие с припоем поверхности, нагревают припой и элементы до температуры плавления припоя, заливают припой в зазор и выдерживают его до кристаллизации, удаляют тугоплавкие прокладки, промыкают зазор и высу- щивают при температуре ниже плавления припоя. Затем разрезают эталон по плоскости О-О осевой симметрии, на одной половине (показана пунктиром внизу) делают шлиф и определяют фактические размеры и характер полученных дефектов, а другую используют как эталон.
Предлагаемый способ изготовления эталона повышает информативность контроля, так как позволяет установить характер обнаруживаемого внутреннего дефекта паяного соединения типа непропай, путем сопоставления показаний дефектоскопа с параметрами модели дефекта в эталоне, например по высоте h раскрытия дефекта на контактирующей поверхности. Придание эталону соответствующей формы позволяет исключить вредное влияние на результаты контроля таких мешающих побочных факторов, как рассеивание на неровностях поверхности, влияние толщины материала и т. д.
Подготовка контактных поверхностей за- луживанием соответствующих участков или по всей длине, а также размещение на одной из них термостойких прокладок позволяет получить паяное соединение с дефектами типа непропай разного характера на разных по длине образца участках, что затем подтверждается разрезкой эталона и изготовлением макрошлифа на одной из его половин для аттестации второй, которую и используют как эталон.
г Кроме того, становится известным место расположения дефекта по толщине паяного соединения.
Эталон используют при настройке чувств- вительности и в процессе определения размера и характера дефекта, например
0 рентгенографированием. Для этого производят настройку аппарата на выявление модели дефекта необходимого типа и размера и производят контроль изделия.
При обнаружении дефекта в паяном соединении результаты контроля сравнивают с эталонными и таким образом устанавливают размер и характер дефекта.
Формула изобретения
n Способ изготовления эталона для контроля качества пайки, состоящего из двух элементов, соединенных между собой пайкой со ступенчатым изменением толщины припоя и видов дефектов, включающий подготовку контактных поверхностей эле5 ментов эталона к пайке, сборку эле- ментоВ| нагрев до температуры пайки, заполнение зазоров расплавленным припоем, охлаждение с кристаллизацией припоя, разделение спаянного образца на две части, одну из которых подвергают
0 металлографическому анализу, а другую используют как эталой различных видов дефектов, отличающийся тем, что, с целью повышения информативности контроля, эле- менть эталона изготавливают по форме
с паяного соединения, облуживают контактную поверхность одного элемента на всей длине, а другого элемента - только на участке качественной пайки, при сборке на участках дефектной пайки устанавливают ступенчатые прокладки из туго0 плавкого материала, а после кристаллизации припоя тугоплавкий материал из зазора удаляют.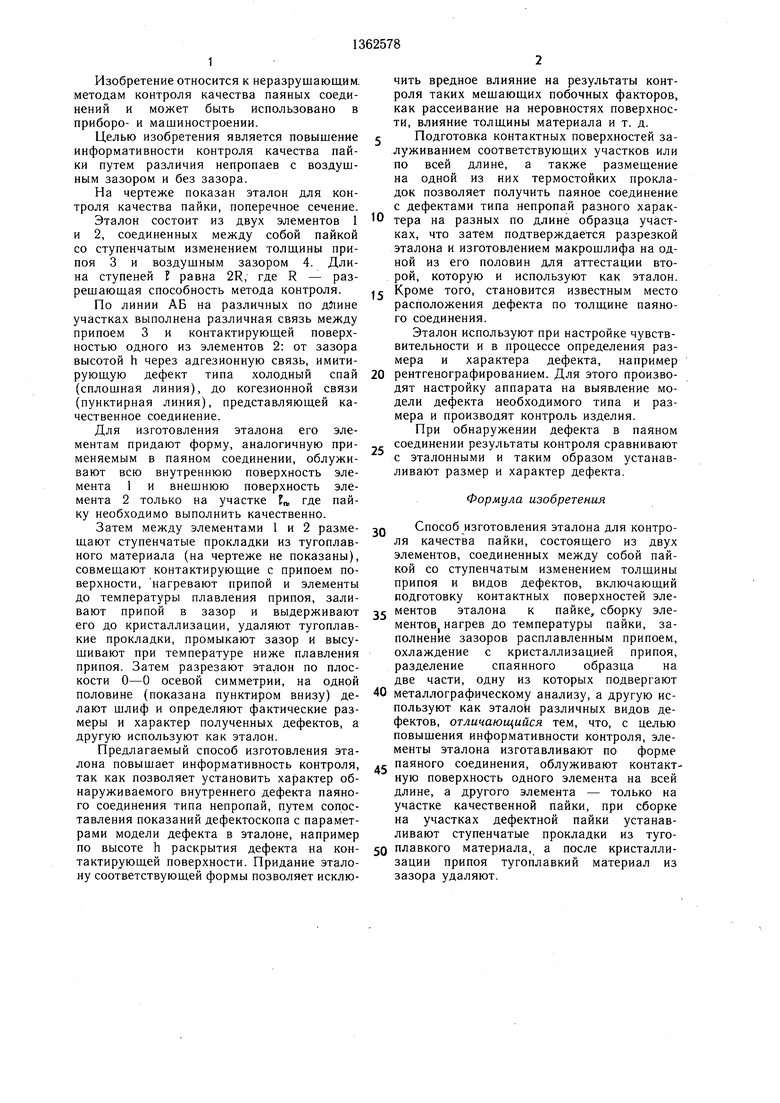
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИПОЙ ДЛЯ ПАЙКИ ИЗДЕЛИЙ И СПОСОБ ИХ ПАЙКИ | 1994 |
|
RU2104850C1 |
| СПОСОБ ПАЙКИ | 2014 |
|
RU2580255C1 |
| АМОРФНЫЙ ЛЕНТОЧНЫЙ ПРИПОЙ НА ОСНОВЕ МЕДИ | 2011 |
|
RU2464143C1 |
| СПОСОБ ПОЗИЦИОНИРОВАНИЯ ЛОПАТОК ПРИ ИЗГОТОВЛЕНИИ ИНТЕГРАЛЬНОГО МОНОКОЛЕСА ТУРБИНЫ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2015 |
|
RU2595331C1 |
| СПОСОБ ПАЙКИ ТЕЛЕСКОПИЧЕСКИХ КОНСТРУКЦИЙ | 1998 |
|
RU2156182C2 |
| Способ изготовления рабочего колеса центробежного компрессора из аустенитно-мартенситной стали | 2024 |
|
RU2837205C1 |
| СПОСОБ ПАЙКИ ТРУБНОЙ ДОСКИ С ТОНКОСТЕННЫМИ ТРУБКАМИ | 1998 |
|
RU2153407C2 |
| СПОСОБ ПАЙКИ СЕТОК С ФОЛЬГОЙ | 1996 |
|
RU2096144C1 |
| ПРИПОЙ ДЛЯ ПАЙКИ ЦИНКА И ЕГО СПЛАВОВ | 1996 |
|
RU2138378C1 |
| СПОСОБ ПАЙКИ ТЕЛЕСКОПИЧЕСКИХ КОНСТРУКЦИЙ | 2001 |
|
RU2221679C2 |
Изобретение относится к неразрушающим методам контроля качества паяных соединений и может быть использовано в приборо- и машиностроении. Цель изобретения - повышение информативности контроля качества пайки путем четкого различия непропаев с воздушным зазором и без зазора в эталоне. Эталон состоит из двух элементов, соединенных между собой пайкой со ступенчатым изменением толщины припоя и видов дефектов. Элементы эталона изготавливают по форме паяемого соединения. Облуживают контактную поверхность одного элемента на всей длине, а другого элемента - только на участке качественной пайки. При сборке на участках дефектной пайки устанавливают ступенчатые прокладки из тугоплавкого материала. Производят нагрев до температуры пайки. Заполняют зазоры расплавленным припоем, охлаждают с кристаллизацией припоя, разделяют спаянный образец на две части, одну из которых подвергают металлографическому анализу, а другую используют как эталон различных видов дефектов. 1 ил. W ОО 05 ГчЭ СП ОО
| Петрунин И | |||
| Е., Лоцманов С | |||
| Н., Николаев Г | |||
| Н | |||
| Пайка металлов | |||
| М.: Металлургия, 1973, с | |||
| Приспособление для картограмм | 1921 |
|
SU247A1 |
| ОБРАЗЕЦ ДЛЯ КОНТРОЛЯ КАЧЕСТВА ПАЙКИ | 1965 |
|
SU214189A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
