Известен образец для контроля качества пайки, содержащий две прилегающие одна к другой пластины. На контактирующей поверхности одной из пластин выполнен прямоугольный паз определенной глубины, заполняемый припоем в процессе пайки. При использовании такого образца можно производить контроль качества пайки лишь при одном определенном зазоре между спаиваемыми пластинами, а для осуществления контроля при различных зазорах требуется большое количество аналогичных образцов с различной глубиной паза.
Предложенный образец отличается тем, что, с целью одновременного контроля качества пайки при различных зазорах между спаиваемыми пластинами, на контактирующей поверхности пластины, имеющей паз, выполнен ряд дополнительных прямоугольных пазов различной глубины, расположенных параллельно основному пазу. Глубина пазов соответствует величинам выбранных зазоров.
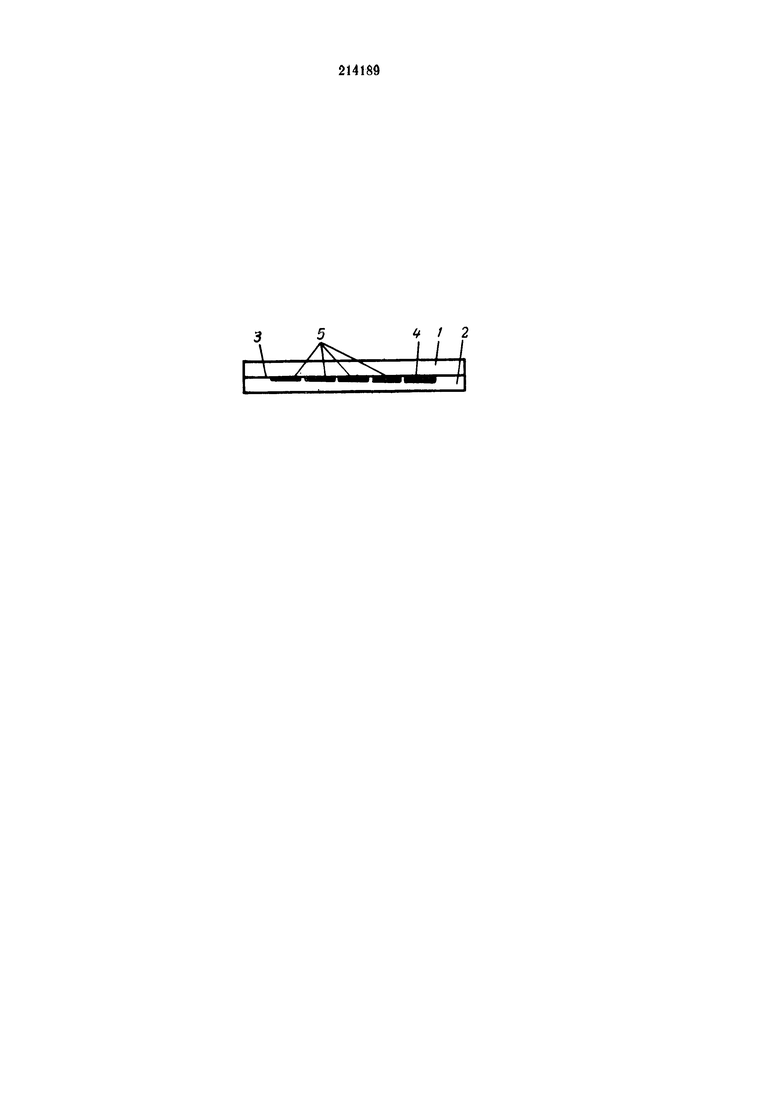
На чертеже изображен описываемый образец, продольный разрез.
Образец представляет собой две пластины 1 и 2. Пластина 1 выполнена плоской, а на контактирующей поверхности 3 пластины 2 сделаны основной прямоугольный паз 4 и ряд дополнительных прямоугольных пазов 5, причем каждый паз имеет различную глубину.
Принцип контроля качества пайки при использовании предложенного образца заключается в следующем. Пазы 4 и 5 плотно прилегающих одна к другой пластин пропаивают при заданном режиме пайки. По окончании процесса пайки с части поверхности пластины 1, соединенной с пластиной 2, снимают слой для получения шлифа исследуемой зоны и последующего металлографического анализа, а оставшуюся часть пластины 1 рентгенографируют.
Сопоставляя рентгеновские снимки со шлифами образца, производят эталонирование рентгеновских снимков по определенным видам дефектов пайки при различных зазорах между спаиваемыми пластинами.
Это позволяет производить контроль качества пайки изделий путем их рентгенографирования с последующим сопоставлением полученных рентгенограмм с эталонными рентгенограммами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Образец для определения способности расплавов заполнять капиллярные зазоры | 1983 |
|
SU1150518A1 |
| СПОСОБ ПАЙКИ ПИРОЛИТИЧЕСКОГО НИТРИДА БОРА С МЕТАЛЛАМИ | 2023 |
|
RU2819011C1 |
| Способ изготовления эталона для контроля качества пайки | 1986 |
|
SU1362578A1 |
| СПОСОБ СОЕДИНЕНИЯ ДВУХ ТВЕРДОТЕЛЬНЫХ ОБРАЗЦОВ | 2006 |
|
RU2342231C2 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА ПАЙКИ ТОКОВЕДУЩИХ СОЕДИНЕНИЙ | 2014 |
|
RU2567736C1 |
| СПОСОБ ПАЙКИ ПОРИСТОГО МАТЕРИАЛА С ПОДЛОЖКОЙ | 2014 |
|
RU2558026C1 |
| Установка для скоростного рентгено-структурного анализа | 1939 |
|
SU71253A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АНОДНОГО БЛОКА МАГНЕТРОНА | 1992 |
|
RU2030014C1 |
| НОВАЯ КОНЦЕПЦИЯ ПОКРЫТИЯ | 2013 |
|
RU2585146C1 |
| Герметизированный силовой контакт (герсикон) и способ его изготовления | 1978 |
|
SU771742A1 |
Образец для контроля качества пайки, содержащий две прилегающие одна к другой пластины, на контактирующей поверхности одной из которых выполнен прямоугольный паз определенной глубины, заполняемый припоем в процессе пайки, отличающийся тем, что, с целью одновременного контроля качества пайки при различных зазорах между спаиваемыми пластинами, на контактирующей поверхности пластины, имеющей паз, выполнен ряд дополнительных прямоугольных пазов различной глубины, расположенных параллельно основному пазу, причем глубина пазов соответствует величинам выбранных зазоров.
