СО О) СЛ
ю
Од
to
| название | год | авторы | номер документа |
|---|---|---|---|
| Статор электрической машины | 1982 |
|
SU1069067A1 |
| Способ изготовления цилиндрического магнитопровода электрической машины с обмоткой | 1981 |
|
SU993397A1 |
| Электрическая машина | 1989 |
|
SU1686619A1 |
| Магнитопровод торцовой электрической машины | 1980 |
|
SU1077010A1 |
| Способ изготовления статоров электрических машин | 1978 |
|
SU773843A1 |
| Статор электродвигателя переменного тока | 1989 |
|
SU1746471A1 |
| Магнитопровод электрической машины | 1982 |
|
SU1078535A1 |
| СТАТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2004 |
|
RU2305889C2 |
| Магнитопровод электрической машины | 1981 |
|
SU1137554A1 |
| СТАТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1992 |
|
RU2047257C1 |


Изобретение относится к области электромашиностроении. Цель изобретения - снижение трудоемкости изготовления электрической машины, имеющей закрытые пазы или пазы со шлицем. не позволяющим укладьшать обмотку. Зубцы 2 магнитопровода электрической машины, выполненные в виде монолита со скругленными кpo йcaми по торцам, устанавливают и крепят на оправку 4. Выступы на опорной поверхности 5 оправки обеспечивают равномерное смещение чередующихся зубцов в радиальном направлении. Между смежными зубцами образуют зазоры 6, достаточные для укладки обмотки. Затем зубцовую зону с уложенной обмоткой переустанавливают на оправку с цилиндрической опорной поверхностью и смещают зубцы в радиальном направлении до совмещения всех зубцов. Соединяют ярмо и зубцы с обмоткой, после чего цилиндрическую оправку удаляют. Это позволяет улучшить энергетические характеристики электрических машин. 1 з.п. ф-лы, 7 ил. i сл
иг. Z
Изобретение относится к электромашиностроению, в частности к способам изготовления электрических машин, преимущественно малой мощности, с маг- нитопроводами, вьшолненными по безотходной технологии.
Цель изобретения - снижение трудоемкости изготовления электрической машины, имеющей закрытые пазы или па- ш зы со пшицем, не позволяющим укладывать обмотку.
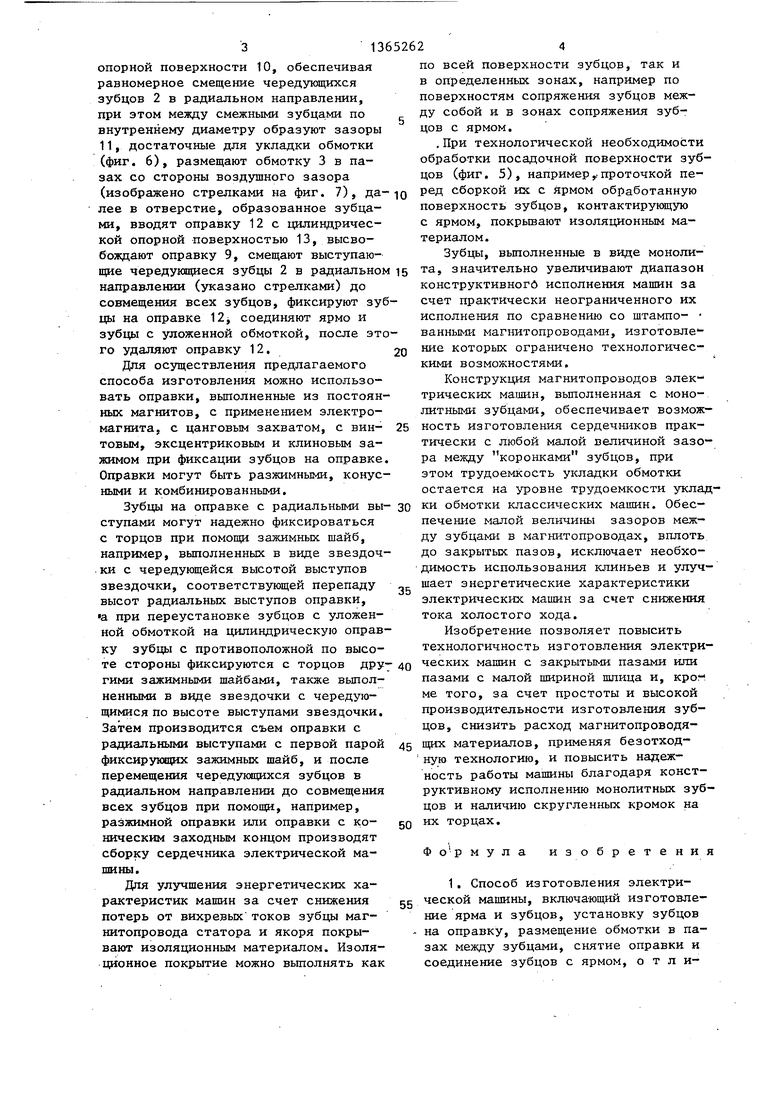
На фиг. 1 изображена электрическая машина в собранном виде; на фиг. 2- установка зубцов электрической маши- 15 ны на оправке с радиальными выступа- .ми; на фиг. 3 - зубцы с обмоткой; на фиг. 4 - установка оправки с цилиндрической поверхностью; на фиг. 5 - совмещенные зубцы с обмоткой; на 20 фиг. 6 и 7 - установка зубцов внутри оправки с-радиальными выступами.
Электрическая машина содержит кольцевое ярмо 1 (фиг,1) и соединенные с ярмом радиально направленные зуб- 25 цы 2, расположенные по окружно сти и образукйцие пазы, в которых размещена обмотка 3. Ярмо 1 может быть выполнено витьш из спиралей, из колец,
надежность работы электрической маши ны, за счет устранения повреждений пазовой и витковой изоляции в наиболее опасных зонах магнитопровода, на выходах обмотки из пазов.
Для обеспечения надежного и прочного соединения зубцов с ярмом, точной ориентации зубцов в сердечнике и удержания обмотки от вьшадания целесообразно выполнять профили монолитных зубцов такими, чтобы они образовывали в сердечниках закрытые па зы по крайней мере по одной из сторон магнитопровода. При выполнении зубцов с закрытыми пазами по обеим сторонам зубцовой зоны надежность и про ность соединения зубцов с ярмом знач тельно возрастают.
Изготовление электрической машины с закрытьми пазами с обеих сторон и изготовление электрической машины с закрытыми пазами со стороны воздушно го зазора, именяцего зазоры между зуб цами с противоположной стороны, недо статочные для укладки обмотки, осуще ,ствляют в следующей последовательности: устанавливают и крепят зубцы 2 на оправке 4 с радиальными выступами
в виде втулки из монолитного материа- 30 на опорной поверхности 5, обеспечила и в виде втулки, полученной опрес- совкой из ферромагнитного порошка. Зубцы 2 могут быть выполнены в виде монолита. Монолитные зубцы выполняют используя различные высокопроизводительные технологические приемы, например прокаткой, горячим прессованием или вьщавливанием, непрерывным литьем с высокой скоростью охлаждения, формовкой из ферромагнитных порошков. При изготовлении монолитных зубцов формовкой из ферромагнитных порошков можно получать зубцы с требуемой длиной, соответствующей длине
35
40
вал равномерное смещение чередующи ся зубцов 2 в радиальном направлен при этом между смежньми зубцами по наружному диаметру образуют зазоры достаточные для укладки обмотки 3 (фиг. 2), размещают последнюю в па зах между зубцами со стороны наруж ного диаметра зубцовой зоны (изобр жено стрелками на фиг, 3), затем з цовую зону с уложенной обмоткой пер устанавливают на оправке 7 с цилинд рической опорной поверхностью 8 (фиг. 4), далее смещают выступаклцие чередующиеся зубцы 2 в радиальном
ярма магнитопровода, причем при изго- 45 направлении (указано стрелками) до
совмещения всех зубцов (фиг. 5), фи сируют зубцы на оправке 7, соединяю ярмо и зубцы с уложенной обмоткой, после этого удаляют оправку 7.
товлении зубцов формовкой кромки на торцовых поверхностях зубцов выполняют скругленными при опрессовке. При использовании в качестве заготовок для зубцов длинномёрньк профилей вначале осуществляют разделение заготовок на мерные части с требуемой длиной, например с помощью лазера, затем скругляют острые кромки на тор цовых поверхностях зубцов. Скругле- кие острых кромок на торцовых поверхностях зубцов, осуществляемое преимущественно для изготовления статоров и якорей, обеспечивает высокую
надежность работы электрической машины, за счет устранения повреждений пазовой и витковой изоляции в наиболее опасных зонах магнитопровода, на выходах обмотки из пазов.
Для обеспечения надежного и прочного соединения зубцов с ярмом, точной ориентации зубцов в сердечнике и удержания обмотки от вьшадания целесообразно выполнять профили монолитных зубцов такими, чтобы они образовывали в сердечниках закрытые пазы по крайней мере по одной из сторон магнитопровода. При выполнении зубцов с закрытыми пазами по обеим сторонам зубцовой зоны надежность и прочность соединения зубцов с ярмом значительно возрастают.
Изготовление электрической машины с закрытьми пазами с обеих сторон и изготовление электрической машины с закрытыми пазами со стороны воздушного зазора, именяцего зазоры между зубцами с противоположной стороны, недостаточные для укладки обмотки, осуще- ,ствляют в следующей последовательности: устанавливают и крепят зубцы 2 на оправке 4 с радиальными выступами
5
0
вал равномерное смещение чередующихся зубцов 2 в радиальном направлении, при этом между смежньми зубцами по наружному диаметру образуют зазоры 6, достаточные для укладки обмотки 3 (фиг. 2), размещают последнюю в пазах между зубцами со стороны наружного диаметра зубцовой зоны (изображено стрелками на фиг, 3), затем зуб- цовую зону с уложенной обмоткой переустанавливают на оправке 7 с цилиндрической опорной поверхностью 8 (фиг. 4), далее смещают выступаклцие чередующиеся зубцы 2 в радиальном
направлении (указано стрелками) до
совмещения всех зубцов (фиг. 5), фиксируют зубцы на оправке 7, соединяют ярмо и зубцы с уложенной обмоткой, после этого удаляют оправку 7.
Изготовление электрической машины с закрытыми пазами с обеих сторон и изготовление электрической машины с закрытыми пазами со стороны ярма, имеющего зазоры между зубцами с противоположной стороны, недостаточные для укладки обмотки, осуществляют в следующей последовательности: устанавливают и крепят зубцы 2 внутри оправки 9 с радиальными выступами на
опорной поверхности 10, обеспечивая равномерное смещение чередующихся зубцов 2 в радиальном направлении, при этом между смежными зубца.ми по внутреннему диаметру образуют зазоры 11, достаточные для укладки обмотки (фиг. 6), размещают обмотку 3 в пазах со стороны воздушного зазора (изображено стрелками на фиг. 7), да- лее в отверстие, образованное зубцами, вводят оправку 12 с цилиндрической опорной поверхностью 13, высвобождают оправку 9, смещают выступающие чередующиеся зубцы 2 в радиальном направлении (указано стрелками) до совмещения всех зубцов, фиксируют зубцы на оправке 12 соединяют ярмо и зубцы с уложенной обмоткой, после этого удаляют оправку 12.
Для осуществления предлагаемого способа изготовления можно использовать оправки, выполненные из постоянных магнитов, с применением электромагнита, с цанговым захватом, с вин- товым, эксцентриковым и клиновым зажимом при фиксации зубцов на оправке Оправки могут быть разжимными, конусными и комбинированными.
Зубцы на оправке с радиальными вы- ступами могут надежно фиксироваться с торцов при помощи зажимных шайб, например, выполненных в виде звездоч- .ки с чередующейся высотой выступов звездочки, соответствующей перепаду высот радиальных выступов оправки, а при переустановке зубцов с уложенной обмоткой на цилиндрическую оправку зубцы с противоположной по высоте стороны фиксируются с торцов дру- гими зажимными шайбами, также вьшол- ненными в виде звездочки с чередующимися по высоте выступами звездочки. Затем производится съем оправки с радиальными выступами с первой парой фиксируюпрос зажимных шайб, и после перемещения чередующихся зубцов в радиальном направлении до совмещения всех зубцов при помощи, например, разжимной оправки или оправки с к;о- ническим заходным концом производят сборку сердечника электрической машины.
Для улучшения энергетических характеристик мащин за счет снижения потерь от вихревых токов зубцы маг- нитопровода статора и якоря покрывают изоляционным материалом. Изоляционное покрытие можно выполнять как
по всей поверхности зубцов, так и в определенных зонах, например по поверхностям сопряжения зубцов между собой и в зонах сопряжения зубцов с ярмом.
.При технологической необходимости обработки посадочной поверхности зубцов (фиг. 5), например,.-проточкой перед сборкой их с ярмом обработанную поверхность зубцов, контактирукицую с ярмом, покрьшают изоляционным ма териалом.
Зубцы, выполненные в виде монолита, значительно увеличивают диапазон конструктивногб исполнения машин за счет практически неограниченного их исполнения по сравненшо со штампо- ванными магнитопроводами, изготовле - ние которых ограничено технологическими возможностями.
Конструкция магнитопроводов электрических машин, выполненная с моно- литньп-ш зубцами, обеспечивает возможность изготовления сердечников практически с любой малой величиной зазора между коронками зубцов, при этом трудоемкость укладки обмотки остается на уровне трудоемкости уклаки обмотки классических машин. Обеспечение малой величины зазоров между зубцами в магнитопроводах, вплоть до закрытых пазов, исключает необходимость использования клиньев и улучшает энергетические характеристики электрических машин за счет снижения тока холостого хода.
Изобретение позволяет повысить технологичность изготовления электрических машин с закрытыми пазами или пазами с малой шириной шлица и, кро. ме того, за счет простоты и высокой производительности изготовления зубцов, снизить расход магнитопроведящих материалов, применяя безотход- ную технологию, и повысить надежность работы машины благодаря конструктивному исполнению монолитных зубцов и наличию скругленных кромок на их торцах.
Формула изобретени
Фг/./
8
фиг. 4
поверхностью, смещают выступающие зубцы в радиальном направлении до соприкосновения с опорной поверхностью цилиндрической оправки, соединяют между собой ярмо и зубцы, после чего ее удаляют.
Ф(г.З
Фиг,. 5
Фиг. 7
| Патент США № 3792299, кл, Н 02 К 1/12, 1974 | |||
| Патент США № 3827141, | |||
| кл | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
