00
о
О5
ю
00 00
1 13
Изобретение относится к изготовлению брикетов из металлической стружки, применяемых при плавке металлов
в качестве составляющей металличес
кои шихты.
Целью изобретения является повышение прочности брикетов с содержанием мелких фракций более 25% и снижение угара при плавлении брикетов.
На чертеже представлена схема осуществления способа.
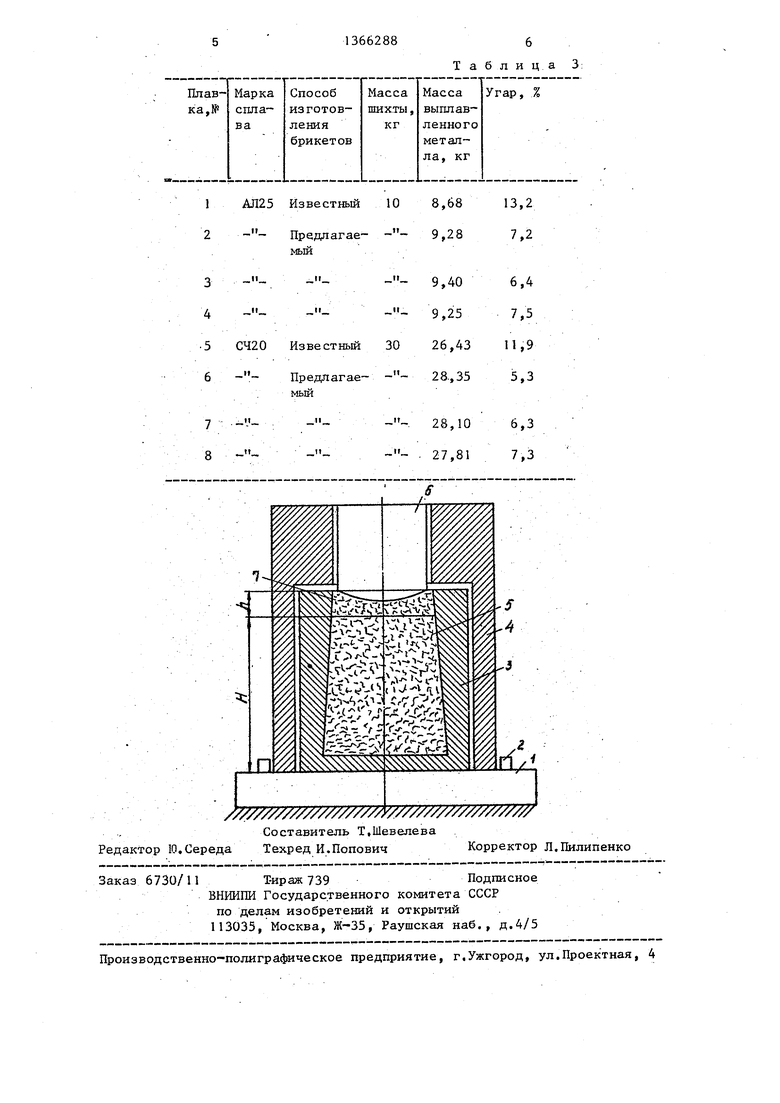
На стол прессующего устройства 1, имеющий фиксаторы 2, устанавливают мерный стакан 3, изготовленный из того же сплава, что и стружка, на который одевают оправку 4. Через верхнее отверстие оправки в стакан дозируют расчетное количество стружки 5, содержащей более 25% мелких фракций (менее 3 мм). В мерный стакан дозируют вторую расчетную порцию стружки, имеющей содержание мелких фракций (менее 3 мм) менее 25%. Крупную стружку, предназначенную для второго дозирования, заблаговременно отбирают на первых операциях механической обработки заготовок.
С помощью пуансона прессуют стружку. Полученный брикет (стакан со стружкой) подают на плавильный участок. Установив новый стакан на стол прессующего устройства, цикл изготовления брикета повторяют.
Оптимальная конусность рабочей внутренней поверхности мерного ста-
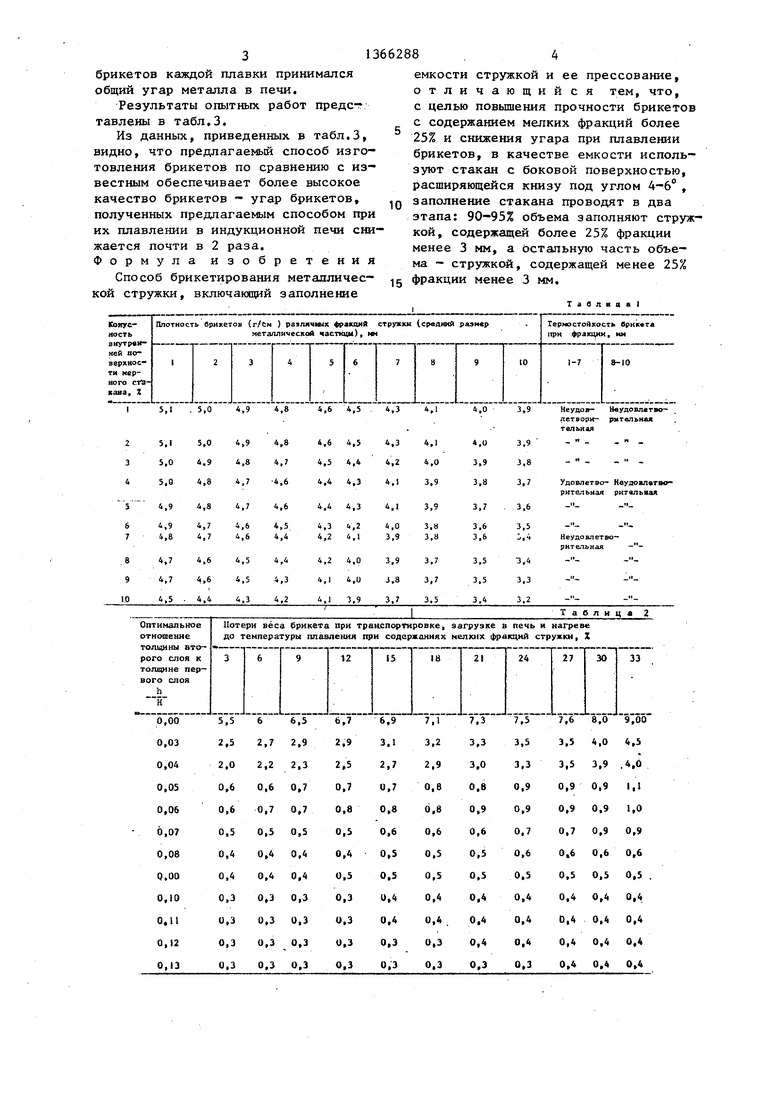
ренней поверхности мерного стакана равна 4-6% для фракций стружки, соответствующих средним размерам металлических частиц 1-7 мм, которые наиболее часто встречаются. При значениях этой конусности, меньших 4%, имеет место разрушение брикетов в процессе их нагрева и плавления (недостаточная конусность внутренней поверхности мерного стакана), при значениях конусности более 6% разрушение брикетов происходит из-за их недостаточной плотности, так как
большая конусность поверхности препятствует более плотному прессованию брикетов.
Увеличение размеров металлической стружки также приводит к уменьшению плотности брикетов, поэтому брикеты с фракциями стружки, соответствующими среднему размеру металлической частицы более 8 мм, имеют неудовлетворительную термостойкость независимо от конусности.
Стружку, имеющую содержание крупных фракций (более 8 мм), более 50% необходимо измельчать до оптимальных размеров (3-8 мм).
Аналогичные результаты получены при брикетировании стружки из алюминиевых сплавов.
Оптимальное отношение толщины второго слоя к толщине первого слоя
(-7J- см.чертеж) колеблется в пре-
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПАКЕТИРОВАНИЯ ЛОМА И ОТХОДОВ ЧЕРНЫХ МЕТАЛЛОВ | 2006 |
|
RU2329311C2 |
| Способ получения лигатуры на медно-никелевой основе | 2016 |
|
RU2635490C1 |
| СПОСОБ ПОЛУЧЕНИЯ БРИКЕТА ДЛЯ РАСКИСЛЕНИЯ ЧУГУНА ИЛИ СТАЛИ | 2007 |
|
RU2379357C2 |
| СПОСОБ БРИКЕТИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ СТРУЖКИ | 2011 |
|
RU2490340C1 |
| СПОСОБ БРИКЕТИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ СТРУЖКИ | 2003 |
|
RU2266968C2 |
| СПОСОБ БРИКЕТИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ СТРУЖКИ | 2003 |
|
RU2251580C2 |
| СПОСОБ ПОЛУЧЕНИЯ БРИКЕТОВ ИЗ ПРОМЫШЛЕННЫХ ДИСПЕРСНЫХ ФЕРРОСПЛАВОВ | 2007 |
|
RU2398029C2 |
| Брикет для плавки железоуглеродистого сплава | 1988 |
|
SU1618766A1 |
| Способ брикетирования металлической стружки | 1990 |
|
SU1748942A1 |
| СПОСОБ БРИКЕТИРОВАНИЯ СТАЛЬНОЙ СТРУЖКИ | 2007 |
|
RU2354723C1 |
Изобретение относится к способу брикетирования металлической стружки. Цель - повышение прочности брикетов с содержанием мелких фракций более 25% и снижение угара при плавлении брикетов. Стружку запрессовывают в мерный стакан с конусной, расширяющейся книзу внутренней поверхностью, имеющей конусность 4-6%. Заполнение стакана стружкой проводят в два этапа: 90-95% объема заполняют стружкой, содержащей более 25% фракции 0,01 - 3 мм, а остальную часть объема стакана з.аполняют стружкой, содержащей менее 25% фракции 0,01.- 3 мм. 1 ил., 3 табл. i (Л
кана, равная 4-6%, зависит от фракции стружки. За оценку качества брикета принимались его плотность и термостойкость.
Пример. Проводилась запрессовка опытных стаканов, имеющих различную конусность, чугунной стружкой различных средних размеров частиц металла на гидравлическом прессе, развивающем усилие прессования 250 тс при давлении масла 200 кгс/см , диаметр брикета (расчетный) 100 мм и масса (расчетная) 2,5 кг. Второй
слой всех опытных брикетов имел пос- gg мальные потери веса брикета Наблюдаются при отношениях -5- более 0,05
п.
и стабилизируются после 0,10, т.е.
при отношениях -г;- более 0,10 потеп
ри не уменьшаются, поэтому значения 0,05-0,10 являются оптимальными.
Брикеты переплавляли в индукционной электропечи. За оценку качества
тоянный гранулометрический состав - средний размер металлической частицы около 6 мм при содержании мелкой фракции (менее 3 мм) окола 5%.
Результаты эксперимента приведены в табл.1.
Анализ данных, приведенных в табл.1, позволяет сделать вывод о том, что оптимальная конусность внут55
0
5
делах 0,05-0,10 или 5-10% и зависит от содержания мелких фракций (менее 3 мм) в стружке.
Отработка оптимального отношения
h
-|j- проводилась на том же оборудовании и оснастке, что и отработка конусности внутренней поверхности мерного, стакана.
Результаты отработки оптимального отношения -:-,- приведены в табл. 2.
. п
Из данных табл.2 видно, что минибрикетов каждой плавки принимался общий угар металла в печи.
Результаты опытных работ предст тавлены в табл.3.
Из данньк, приведенных в табл.3, видно, что предлагаемый способ изготовления брикетов по сравнению с известным обеспечивает более высокое качество брикетов - угар брикетов, полученных предлагаемым способом при их плавлении в индукционной печи снижается почти в 2 раза. Формула изобретения
Способ брикетирования металличес- g фракции менее 3 мм. кой стружки, включаю1ций заполнение
емкости стружкой и ее прессование, отличающий ся тем, что, с целью повыщения прочности брикетов с содержанием мелких фракций более 25% и снижения угара при плавлении брикетов, в качестве емкости используют стакан с боковой поверхностью, расширяющейся книзу под углом 4-6°, заполнение стакана проводят в два
этапа: 90-95% объема заполняют стружкой, содержащей более 25% фракции менее 3 мм, а остальную часть объема - стружкой, содержащей менее 25%
т а б л и ц а I
АЛ25 Известный10
Предлагав-- - мый
-
СЧ20
м
Известный
Предлагаемый
30
11
//////////////////////У/////////////////////
-Составитель Т.Шевелева
Редактор 10,Середа Техред И.ПоповичКорректор Л.Пилипенко
Заказ 6730/11Т-ираж 739Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Таблица 3:
0
-
0
11
8,68 9,28
9,40 9,25 26,43 2 8., 35
28,10 27,81
13,2 7,2
6,4
7 11,9
5,3
6,3 7,3
й
| Способ брикетирования металлической стружки | 1978 |
|
SU781085A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| Устройство сбора и переработки чугунной стружки | |||
| Экспресс-информация, сер | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| ЦНИИТЭИтрак- торосельхозмаш, 1980 | |||
| . | |||
