&Q 05 65 4
.J
Изобретение относится к сварке и может быть использовано для ультразвуковой сварки полимерных пленок и металлической фольги.
Цель изобретения - повышение долговечности устройства путем повьше- НИН сопротивляемости торсиона напряжениям при деформации.
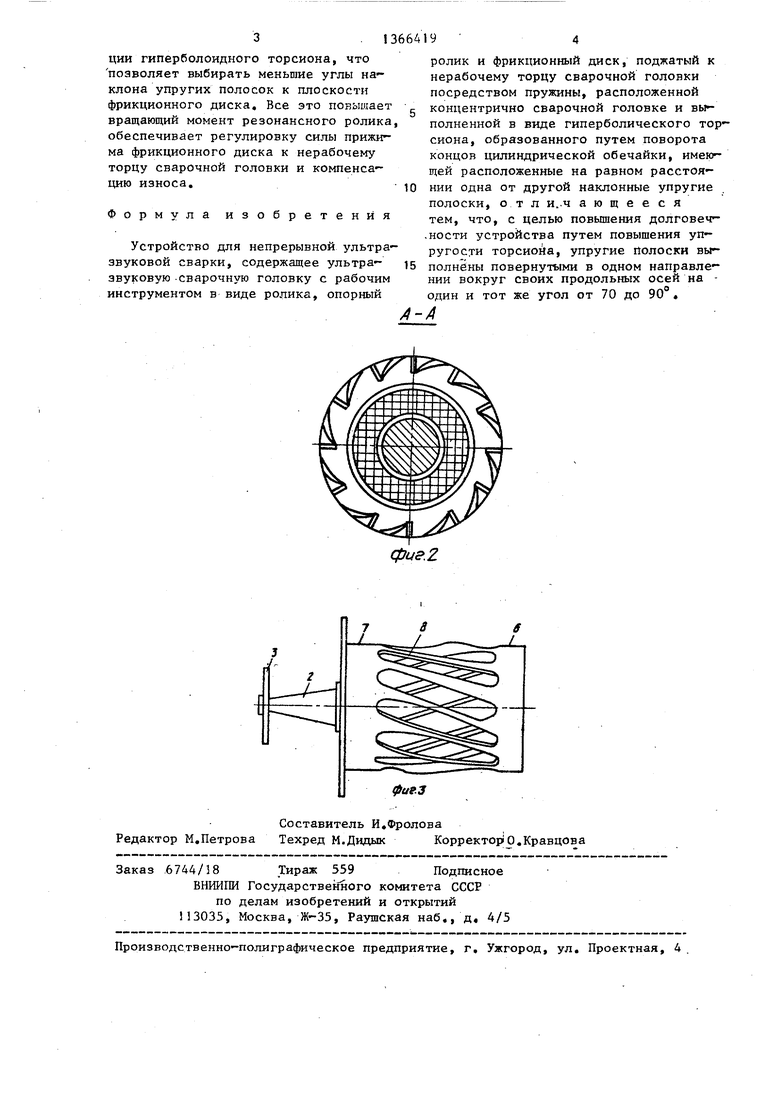
На фиг,1 изображено устройство, продольный разрез; на фиг,. - разрез А-А на фиг,1; на фиг,3 - устройство, вид сверху.
Устройство для непрерывной ультразвуковой сварки содержит ультразву- ковую сварочную головку, включающую магнитострикционный преобразователь 1, концентратор 2 и рабочий лнстру- мент в виде сменного резонансного ролика 3, опорный ролик 4 и фрикцион- ный диск 5, поджатый к нерабочему торцу сварочной головки посредством пружины, выполненной в виде гиперболоидного торсиона 6, Последний расположен концентрично сварочной головке и об- разован путем поворота в противоположные стороны кондов 7 и 8 цилиндрической обечайки, выполненной с продольными пазами 9, Конец 7 гипербо- лоидного торсиона жестко соединен с фрикционньм диском 5, а конец 8 - с кареткой (не показана). Каретка имеет привод, обеспечивающий ее вертикальное перемещение по направляющей балке 1не показана),
Гиперболоидньш торсион 6 является направленной упругой подвеской фрик- ционного диска 5 и служит для преобразований колебаний стержня 1 в его вращательное движение, Гиперболоидный торсион имеет наибольшее сечение у концов 7 и 8, а наименьшее сечение - в середине, Торсион содержит ряд упругих полосок на двух опорах с жесткой заделкой. Оси упругих полосок развернуты на определенный угол так, что огибающая упругих полосок при вращении вокруг оси обечайки образует однополостный гиперболоид. Кроме того, упругие полоски выполнены по- вернутыми в одном направлении вокруг своих продольных осей на один и тот же угол от 70 до 90, Такая форма упругих полосок достигается гибкой в стапеле или штамповкой. Для гибки в стапеле используется поворотная вилк с пазом, соответствующим толщине стенки трубы, и длиной, равной длине прямолинейной части упругой полоски.
Гибка в стапеле позволяет получить углы поворота упругих полосок вокруг своих продольных осей, равные 90°, что является наиболее предпочтительным для обеспечения правильной деформации гиперболоидного торсиона.
При штамповке углы поворота упругих полосок вокруг продольных осей составляют примерно 70°, что является следствием наличия штамповочных уклонов. Такое уменьшение углов поворота упругих полосок вокруг своих продольных осей является менее желательно с точки зрения обеспечения правильной деформации торсиона, но при этом производительность процесса изготовления вьш1е, чем при гибке.
Стержень магнитострикционного преобразователя имеет возможность вращения вокруг своей оси, а обмотка возбуждения преобразователя расположена без механического контакта с магнитострикционным стержнем.
Устройство работает следующим образом,
Для ультразвуковой сварки пакета в обмотку возбуждения магнитострикционного преобразователя подают электрический ток высокой частоты, что вызывает ультразвуковые колебани в магнитострикционном стержне, в концентраторе 2 и в резонансном ролике 3, Начинается процесс ультразвуковой сварки пакета. Одновременно ультразвуковые колебания нерабочего торца стержня преобразователя, взаимодействуя с,фрикционным диском 5, приводят к вращению стержня благодар направленной упругой подвески фрикционного диска. При этом благодаря развороту упругих полосок в одном направлении вокруг своих продольных осей на один и тот же угол от 70 до 90 обеспечивается повьш1ение упругости гиперболоидного торсиона, что способствует правильной его деформации; и, следовательно, повышению долговечности устройства.
Вращение получает и резонансный ролик 3, что позволяет производить непрерьшную сва:рку пакета. После окончания сварки выключают магнито- стрикционный преобразователь 1,
Повьшение долговечности предлагаемого устройства обеспечивается более благоприятными возможностями сопротивления конструкции сжимаюш 1м и растягивающим напряжениям при деформа-
3. 13664
ции гиперболоидного торсиона, что позволяет выбирать меньшие углы наклона упругих полосок к плоскости фрикционного диска. Все это повышает . вращающий момент резонансного ролика, обеспечивает регулировку силы прижима фрикционного диска к нерабочему торцу сварочной головки и компенсацию износа.
10
Формула изобретения
Устройство для непрерывной ультразвуковой сварки, содержащее ультра- звуковую -сварочную головку с рабочим инструментом в виде ролика, опорный
.
0
5
19 4
ролик и фрикционный диск, поджатый к нерабочему торцу сварочной головки посредством пружины, расположенной концентрично сварочной головке и выполненной в виде гиперболического тор- сиона, образованного путем поворота концов цилиндрической обечайки, имеющей расположенные на равном расстоянии одна от другой наклонные упругие полоски, о т л и..4 а ю щ е е с я тем, что, с целью повышения долговеч- -ности устройства путем повышения упру го торсиона, упругие Полоски выполнены повернутыми в одном направлении вокруг своих продольных осей на один и тот же угол от 70 до 90 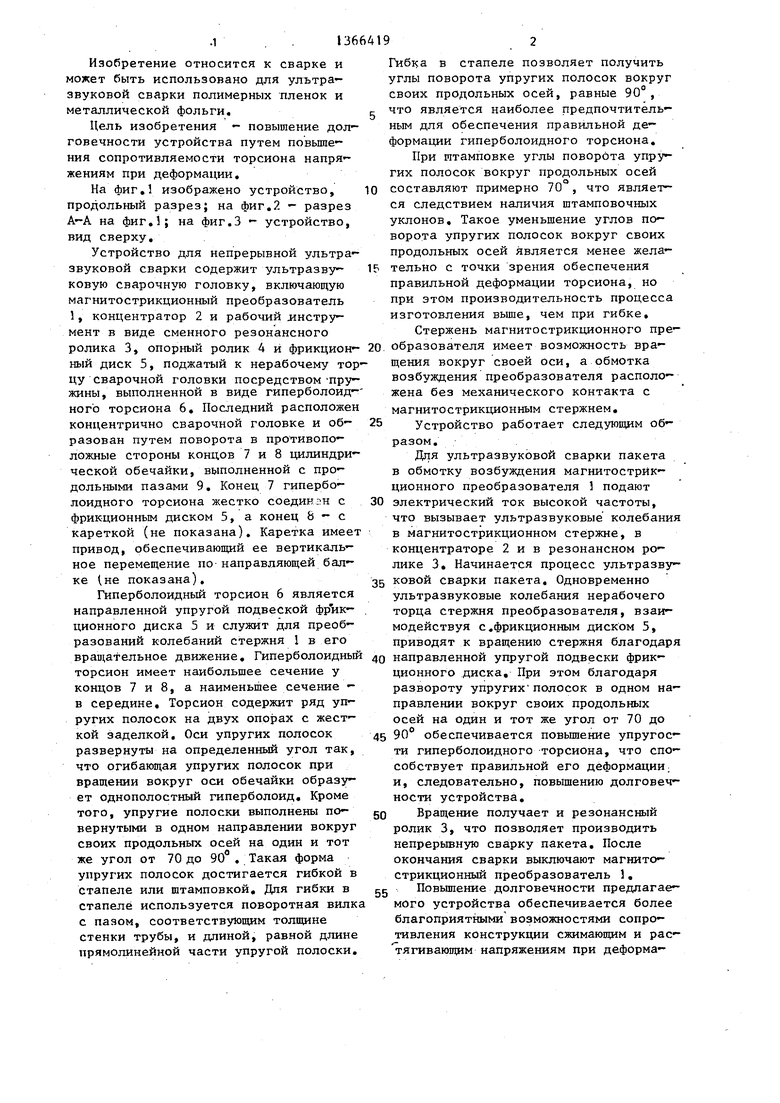
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи электродной проволоки | 1985 |
|
SU1303313A1 |
| Фрикционная электромагнитная муфта | 1985 |
|
SU1305463A1 |
| Воздушная заслонка | 1991 |
|
SU1770686A1 |
| Устройство для ультразвукового полирования | 1983 |
|
SU1166969A1 |
| Электромагнитный фильтр для очистки жидкости | 1989 |
|
SU1673530A2 |
| Устройство для обработки отверстий | 1985 |
|
SU1315268A1 |
| Червячная передача | 1985 |
|
SU1310555A1 |
| Тепловая труба | 1989 |
|
SU1712764A2 |
| СПОСОБ НАПЛАВКИ ПОКРЫТИЯ | 2001 |
|
RU2212988C2 |
| Устройство для нанесения покрытий в вибровзвешенном слое | 1986 |
|
SU1366230A2 |
Изобретение относится к сварке и может быть использовано для ультразвуковой сварки полимерных пленок и металлической фольги при повышенных требованиях к надежности. Цель изобретения - повышение долговечности устройства путем повышения упругости торсиона. Устройство содержит ультразвуковую сварочную головку, включающую магнитострикционный преобразователь 1, концентратор 2 и рабочий инструмент в виде резонансного ролика 3, опорный ролик 4 и фрикционный диск 5, поджатый к нерабочему торцу сварочной головки посредством пружины, вьтолненной в виде гиперболоид- ного торсиона. Гиперболоидный торси- он образован путем поворота концов цилиндрической обечайки, имеющей расположенные на равном расстоянии одна от другой наклонные упругие полоски, которые выполнены повернутыми в одном направлении вокруг своих продольных осей на один и тот же угол 70- 90°, что обеспечивает большую упругость торсиона и способствует правильной его деформации при работе устройства, повышая его долговечность. 3 ил. i (Л
фие.2
8
фие.З
| УСТРОЙСТВО ДЛЯ ШОВНОЙ УЛЬТРАЗВУКОВОЙ СВАРКИ | 0 |
|
SU275701A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для непрерывной ультразвуковой сварки | 1983 |
|
SU1167032A1 |
| Солесос | 1922 |
|
SU29A1 |
