гц
со о
00
taii.
СО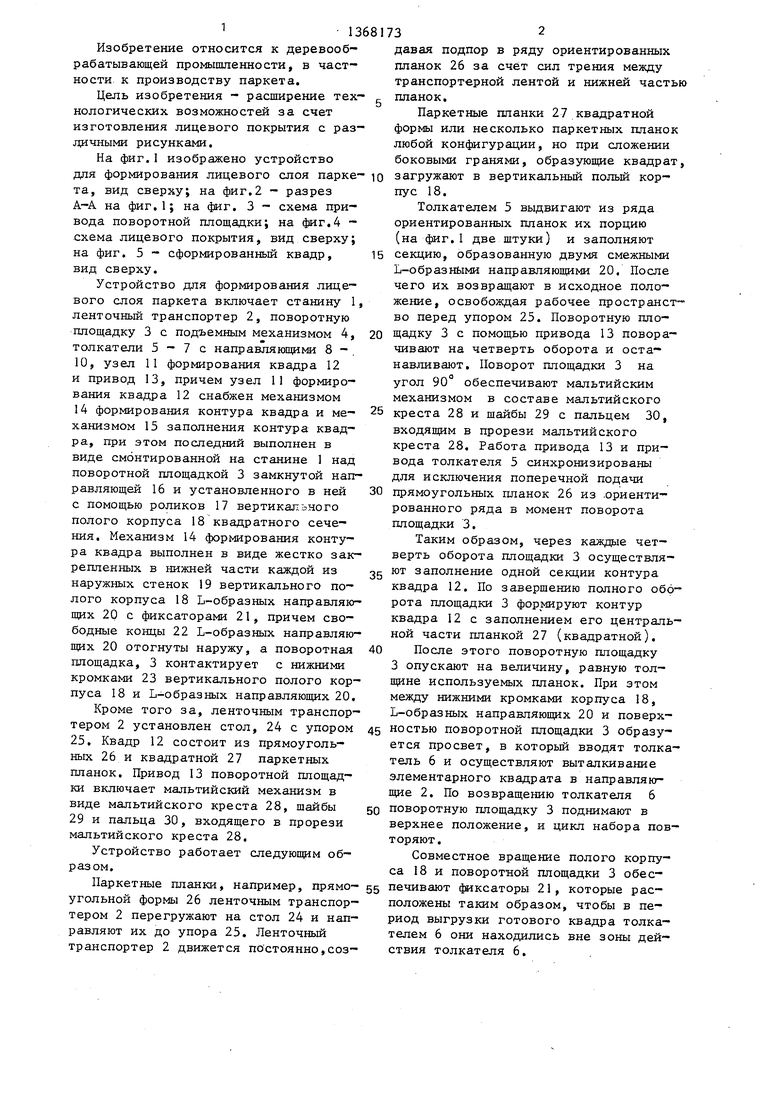
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ НАБОРА ЛИЦЕВОГО СЛОЯ ЩИТОВОГО ПАРКЕТА | 1973 |
|
SU382510A1 |
| Устройство для набора лицевого покрытия паркета | 1985 |
|
SU1276497A1 |
| Способ формирования лицевого покрытия паркетного щита и устройство для его осуществления | 1978 |
|
SU680876A1 |
| Распределительно-поворотное устройство | 1985 |
|
SU1337260A2 |
| Устройство для набора лицевого слоя декоративного паркета | 1984 |
|
SU1184683A1 |
| Устройство формирования лицевого покрытия паркетного щита | 1980 |
|
SU946938A2 |
| Устройство для укладки на поддон планок лицевого покрытия паркетных досок | 1973 |
|
SU475271A1 |
| Устройство для формирования паркетных планок | 1982 |
|
SU1273248A1 |
| Способ и устройство формирования лицевого покрытия паркетного щита | 1981 |
|
SU1020245A1 |
| Станок для набора игл в кассету | 1982 |
|
SU1087578A1 |
Изобретение относится к деревообрабатывающей промьшшенности. Цель изобретения - расширение технологических возможностей за счет изготовления лицевого покрытия с различными рисунками. Устройство включает ленточный транспортер 2, поворотную площадку 3, выполненную с возможностью ее опускания и подъема, узел 11 формирования квадра и толкатели 5 и 6. Узел 11 формирования снабжен механизмом 14 формирования контура квадра, имеюЕ ям L-образные направляющие 20, и механизмом 15 заполнения контура квадра, имеющего полый вертикальный корпус 18, В верти™ кальный полый корпус 18 укладывают квадратные планки паркета. Толкатели 5 перемещают, например, две прямоугольные планки в секциюJ образованную двумя смежными L-образными направляющими 20. После этого поворачивают поворотную площадку 3 несколько раз до завершения формирования контура квадра. При опускании поворотной площадки 3 готовый квадр выталкивают с нее с помощью толкателя 6. 5 ил. о. & С
Фиг.1
Изобретение относится к деревообрабатывающей промышленности, в частности к производству паркета.
Цель изобретения - расширение технологических возможностей за счет изготовления лицевого покрытия с раз- л 1чными рисунками.
На фиг.1 изображено устройство
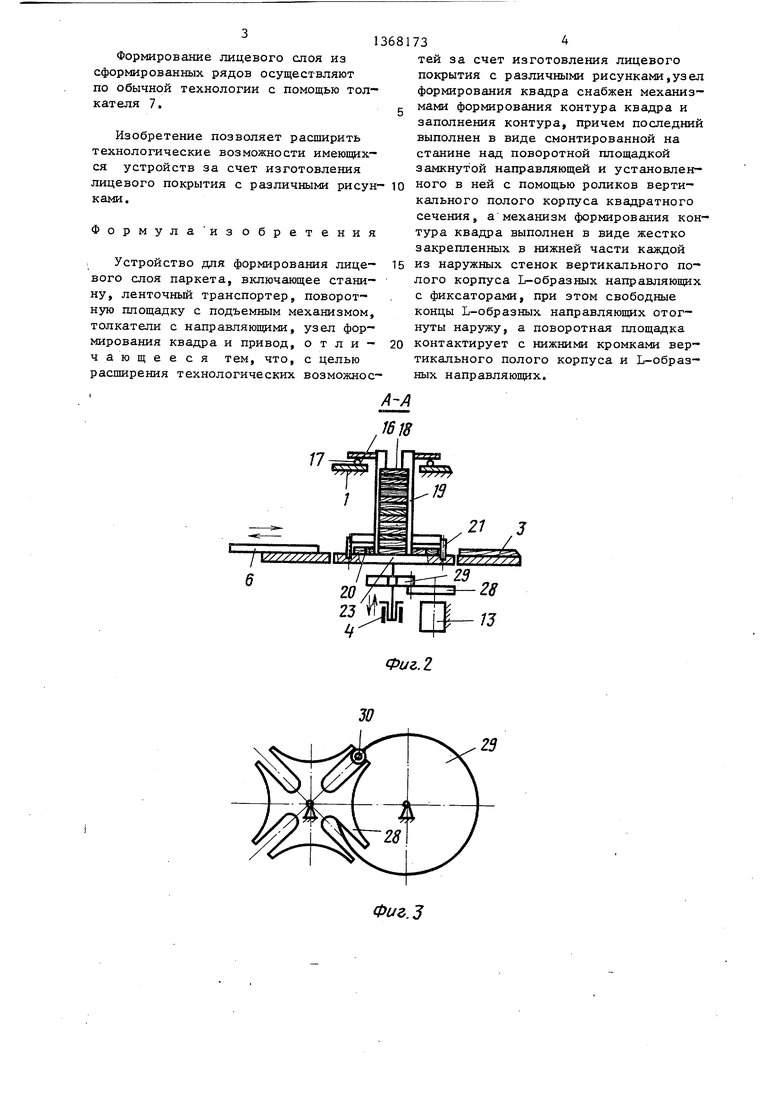
для формирования лицевого слоя парке- ю загружают в вертикальный полый корта, вид сверху; на фиг.2 - разрез А-А на фиг.1; на фиг. 3 - схема привода поворотной площадки; на фиг.4 - схема лицевого покрытия, вид сверху; на фиг. 5 - сформированный квадр, вид сверху.
Устройство для формирования лицевого слоя паркета включает станину 1, ленточный транспортер 2, поворотную площадку 3 с подъемным механизмом 4, толкатели 5 - 7 с направляющими 8 - 10, узел 11 формирования квадра 12 и привод 13, причем узел 11 формирования квадра 12 снабжен механизмом 14 формирования контура квадра и механизмом 15 заполнения контура квад- ра, при этом последний выполнен в виде смонтированной на станине 1 над поворотной площадкой 3 замкнутой направляющей 16 и установленного в ней с помощью роликов 17 вертикального полого корпуса 18 квадратного сечения. Механизм 14 формирования контура квадра выполнен в виде жестко закрепленных в нижней части каждой из наружных стенок 19 вертикального полого корпуса 18 L-образных направляющих 20 с фиксаторами 21, причем свободные концы 22 L-образных направляющих 20 отогнуты наружу, а поворотная площадка, 3 контактирует с нижними кромками 23 вертикального полого корпуса 18 и L-образных направляющих 20.
Кроме того за, ленточным транспортером 2 установлен стол, 24 с упором 25. Квадр 12 состоит из прямоугольных 26 и квадратной 27 паркетных планок. Привод 13 поворотной площадки включает мальтийский механизм в виде мальтийского креста 28, шайбы 29 и пальца 30, входящего в прорези мальтийского креста 28.
Устройство работает следующим образом.
пус 18.
Толкателем 5 выдвигают из ряда ориентированных планок их порцию (на фиг.1 две щтуки) и заполняют
15 секцию, образованную двумя смежными L-o6pa3HbiMH направляющими 20. После чего их возвращают в исходное положение, освобождая рабочее пространст™ во перед упором 25. Поворотную пло20 щадку 3 с помощью привода 13 поворачивают на четверть оборота и останавливают. Поворот площадки 3 на угол 90° обеспечивают мальтийским механизмом в составе мальтийского
25 креста 28 и щайбы 29 с пальцем 30, входящим в прорези мальтийского креста 28. Работа привода 13 и привода толкателя 5 синхронизироваро для исключения поперечной подачи
30 прямоугольных планок 26 из .ориентированного ряда в момент поворота площадки 3.
Таким образом, через каждые четверть оборота площадки 3 осуществля-
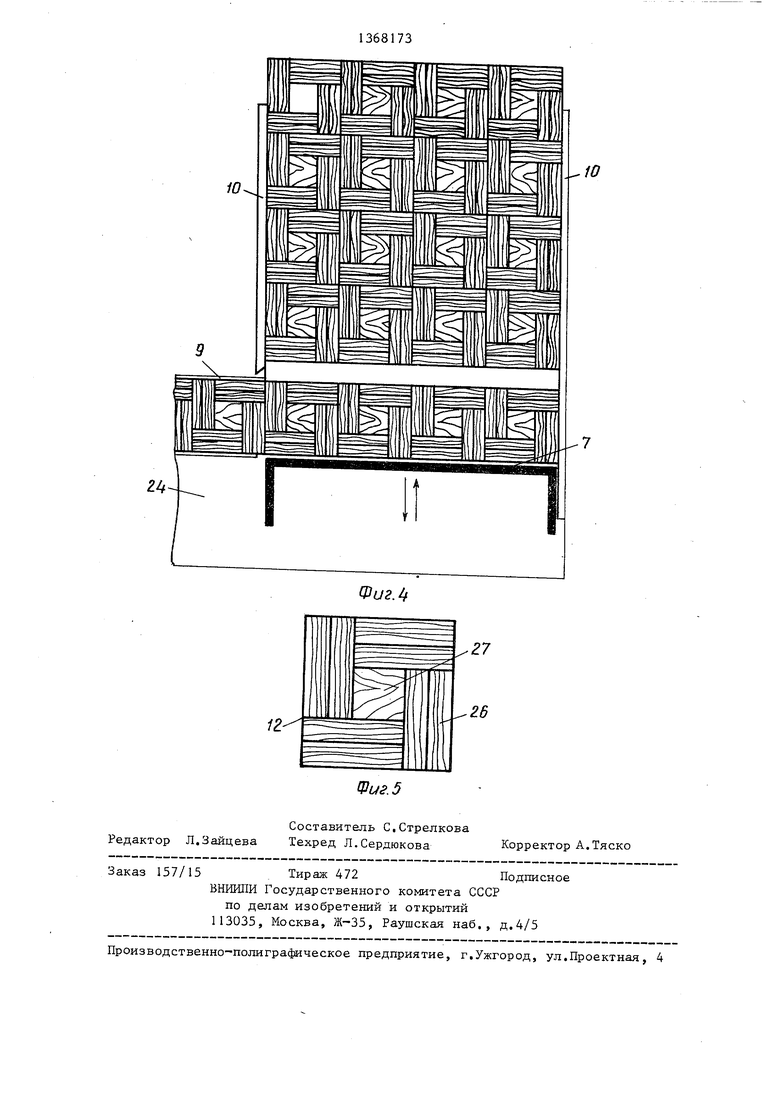
25 ют заполнение одной секции контура квадра 12. По завершению полного оборота площадки 3 формируют контур квадра 12 с заполнением его центральной части планкой 27 (квадратной).
40 После этого поворотную площадку 3 опускают на величину, равную толщине используемых планок. При этом между нижними кромками корпуса 18, L-образных направляющих 20 и поверх45 ностью поворотной площадки 3 образуется просвет, в которьш вводят толкатель 6 и осуществляют выталкивание элементарного квадрата в направляющие 2. По возвращению толкателя 6
50 поворотную площадку 3 поднимают в
верхнее положение, и цикл набора повторяют.
Совместное вращение полого корпуса 18 и поворотной площадки 3 обес- Паркетные планки, например, прямо- 55 печивают фиксаторы 21, которые рас- угольной формы 26 ленточным транспор- положены таким образом, чтобы в пе- тером 2 перегружают на стол 24 и нап- риод выгрузки готового квадра толка- равляют их до упора 25. Ленточный телем 6 они находились вне зоны дей- транспортер 2 движется постоянно,соз- ствия толкателя 6.
давая подпор в ряду ориентированных планок 26 за счет сил трения между транспортерной лентой и нижней частью планок.
Паркетные планки 27 квадратной формы или несколько паркетных планок любой конфигурации, но при сложении боковыми гранями, образующие квадрат,
пус 18.
Толкателем 5 выдвигают из ряда ориентированных планок их порцию (на фиг.1 две щтуки) и заполняют
секцию, образованную двумя смежными L-o6pa3HbiMH направляющими 20. После чего их возвращают в исходное положение, освобождая рабочее пространст™ во перед упором 25. Поворотную площадку 3 с помощью привода 13 поворачивают на четверть оборота и останавливают. Поворот площадки 3 на угол 90° обеспечивают мальтийским механизмом в составе мальтийского
креста 28 и щайбы 29 с пальцем 30, входящим в прорези мальтийского креста 28. Работа привода 13 и привода толкателя 5 синхронизироваро для исключения поперечной подачи
прямоугольных планок 26 из .ориентированного ряда в момент поворота площадки 3.
Таким образом, через каждые четверть оборота площадки 3 осуществля-
ют заполнение одной секции контура квадра 12. По завершению полного оборота площадки 3 формируют контур квадра 12 с заполнением его центральной части планкой 27 (квадратной).
После этого поворотную площадку 3 опускают на величину, равную толщине используемых планок. При этом между нижними кромками корпуса 18, L-образных направляющих 20 и поверхностью поворотной площадки 3 образуется просвет, в которьш вводят толкатель 6 и осуществляют выталкивание элементарного квадрата в направляющие 2. По возвращению толкателя 6
поворотную площадку 3 поднимают в
верхнее положение, и цикл набора повторяют.
Совместное вращение полого корпуАJ618
21 3
Фиг.2
Фиг.З
24
Составитель С.Стрелкова Редактор Л.Зайцева Техред Л.СердюковаКорректор А.Тяско
з1каз 157/15Тираж 472Подписное
ВНИИЛИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
, - LJ.1I-- - . --- - -
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
Фиг.
.26
Фиг. 5
| Распределительно-поворотное устройство | 1973 |
|
SU460184A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Оборудование для формирования планок лицевого покрытия на паркет ные щиты | |||
| Механическая обработка древесины | |||
| Экспресс-информация, ВНИПИЭИлеспром, выПоЗ, 1984,, с.4„ | |||
