Известные фрезерно-центровальные станки двухстороннего дейст iHH с торцовыми фрезерными головками и центровочными зенковками сложны в конструктивном выполнении и требуют значительной затраты времени на обработку деталей за счет большого иоперечного ходя каретки относительно шпиндельных головок. Кроме того, эти станки не обесиечивают независимости действия торцовой корончатой фрезерной головки и центровочной зенковки.
Станок, выиолненный согласно изобретению, не имеет указанных недостатков.
Сунхность изобретения заключается в том, что станок с каждой стороны снабжен только одним шнинделем, на каждом из которых закреплены торцовая корончатая фрезерная головка и центровочная зенковка, обеснечива1ош.ие последовательную обработку торцов валика при поперечной и осевой подачах соответственно. Центровочная зенковка може.г быть установлена но оси фрезерной головки с углублением в нолостг) шпинделя за пределы п.юскости резання последней. Диаметр резцов головки может быть выполнен больше диаметра обрабатываемых валиков.
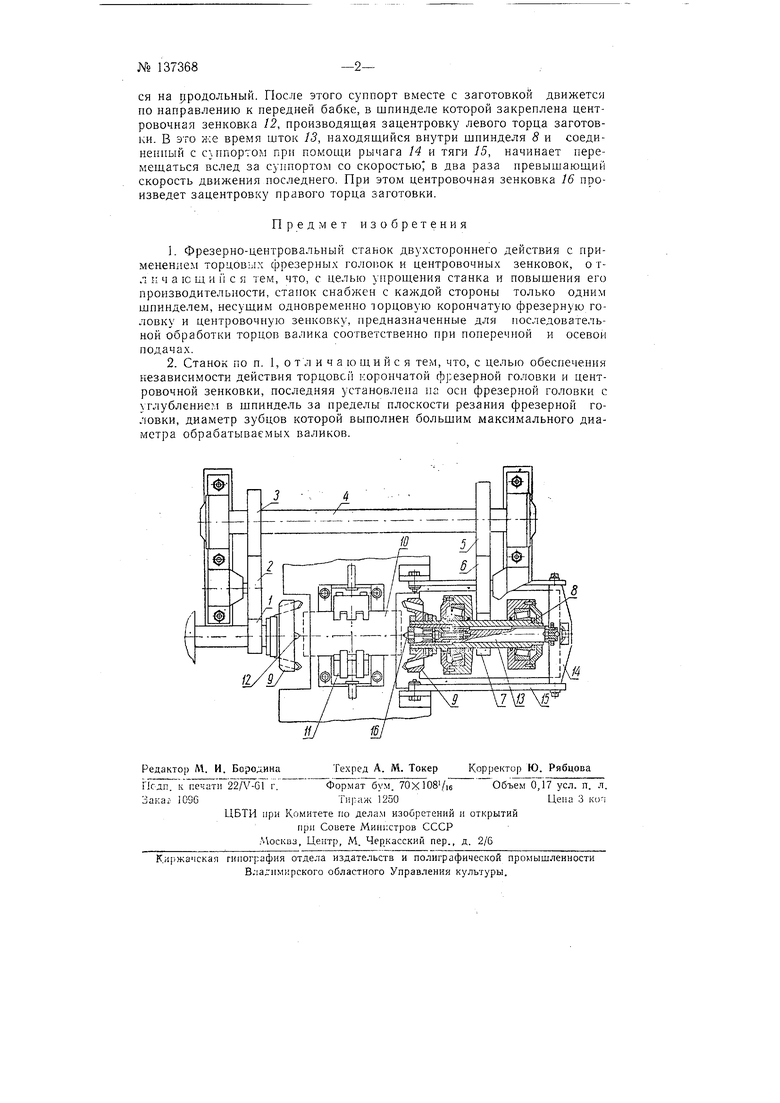
На чертеже схематично представлен общий вид шпинделей станка с фрезерными головками и зенковками.
Шестерня /, закрепленная на ведун1,ем шпинделе станка, через промежуточную шестерню 2 врашает шестерню 3, жестко соединенную с валом 4, который через шестерни 5, 6 н 7 вращает шпиндель 8, снабженный фрезерной головкой 9. Такой же головкой снабжен и ведущий шпиндель станка.
Процесс фрезеровки и центровки происходит следующим образом. Заготовка 10 закрепляется в тисках 11, установленных на суппорте станка. Посредством поперечного самохода фрезами 9 производится обработка заготовки с обеих сторон. Как только центр заготовки совпал с липией центра станка, поперечный самоход автоматически иереключает