Известно приспособление к; токарным станкам для автоматической обточки ступенчатых и т. п. поверхностей с использованием неподвижной копирной линейки, взаимодействующей с подвижными подпружиненными резцедержателями.
Описываемое приспособление, по сравнению с известным, имеет более широкие технологические возможности, позволяя осуществлять одновременную двухстороннюю обработку радиальных и торцовых поверхностей фасонных деталей.
В этих целях приспособление снабжено двумя подвижными во взаимпо перпендикулярных направлениях резцедержателями, расположенными по обе стороны поперечной копирной линейки.
Для возможности перехода от обточки торцовых поверхностей к обточке радиальных поверхностей и наоборот резцедержатели взаимоде ;ствуют с системой жестких ступенчатых упоров.
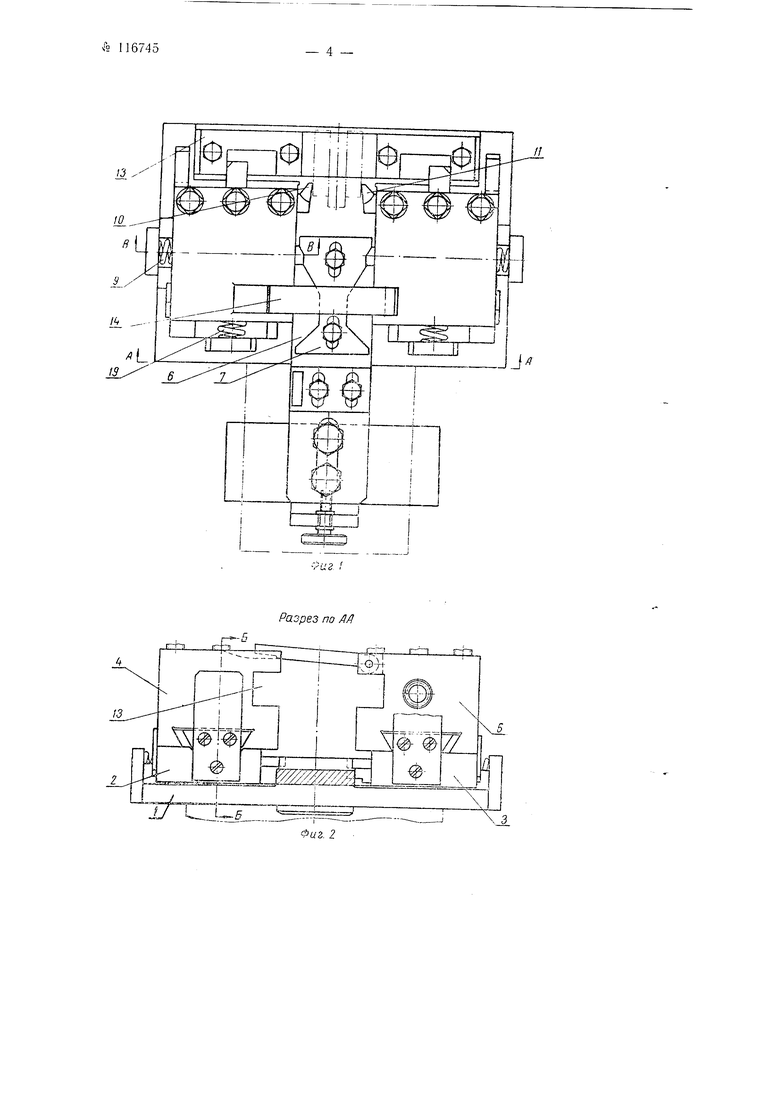
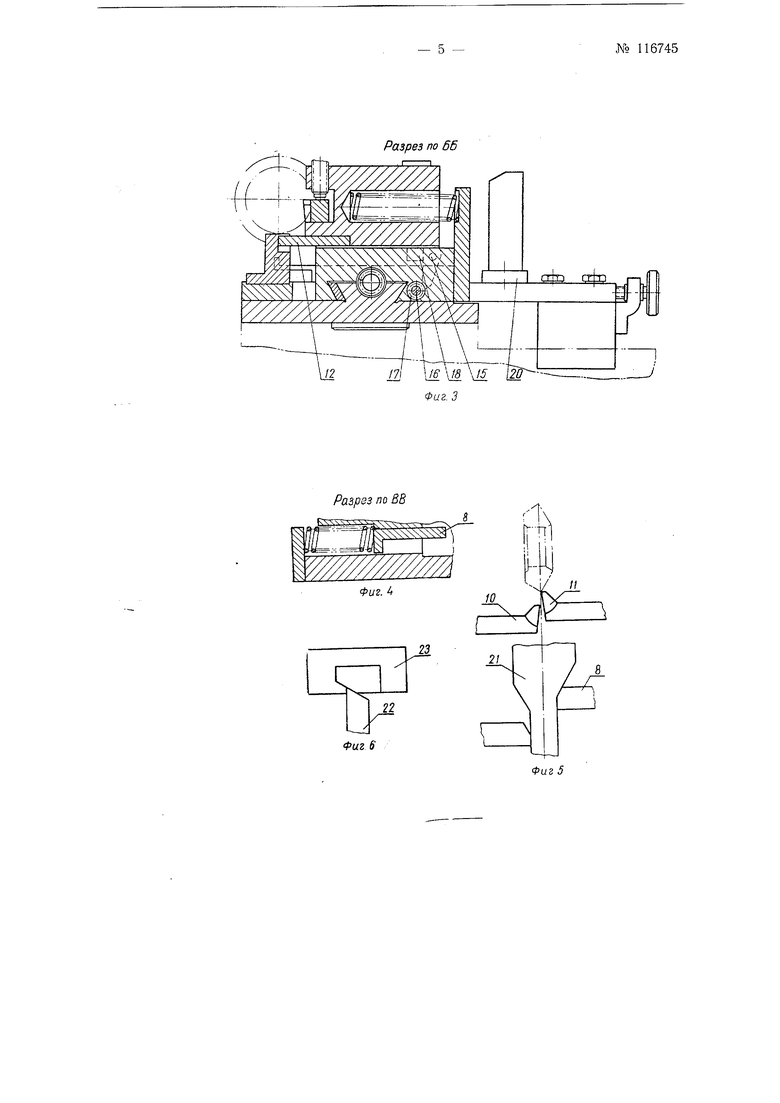
На фиг. 1 изображен общий вид приспособления в плане; на фиг- 2 - разрез по АА на фиг. 1; па фиг. 3-разрез по ББ на фиг. 2; на фиг. 4 - разрез по ВВ на фиг. 1; на фиг. 5 - схема обточки конической шестерни; на фиг. 6 - вид упоров резцедержателей и упоров продольных копиров, применяемых при обточке конических шестерен.
Приспособление представляет собою плиту /, устанавливаемую вместо каретки суппорта токарного станка. На верхней поверхности плиты / параллельно линии центров станка выполнены в виде ласточкина хвоста направляюпи-ie, по которым перемеп1,аются две продольные каретки 2 и 3. На верхней поверхности кареток 2 и 3 на. направляющих установлены резцедержатели 4 и 5, имеющие возможнос1ь перемещаться перпендикулярно линии центров. Над плитой / между каретками 2 и 3
№ 116745- 2 -
установлена Т-образная крестовина 6, закренленная на ноперечных направляющих суппорта станка. На крестовине 6 установлены два копира для продольного копирования и поперечная копирная линейка 7, (двусторонний копир).
При подрезке торцов к обточке левой и правой шеек ступенчатой детали (например, бронзового поршня гидроцилиндра) приспособление работает следующим образом.
Упоры 8, закрепленные на продольных каретках 2 и 3 пружинами 9, прижаты к самой тонкой части копирной линейки 7. В этом положении резцы 10 и П по щаблону закрепляются в резцедержателях 4 и 5 с таким расчетом, чтобы расстояние между ними было равно ширине обода обрабатываемой детали и верщины резцов находились на равном расстоянии от оси деталиПри включении поперечного самохода вперед упоры 8 скользят по прямолинейной поверхности копирной линейки 7, а резцы 10 и 11 одновременно подрезают левый и правый торцы детали. При соприкосновении упоров 12 резцедержателей 2 и 3 с упорами 13 продольных копиров движение резцедержателей и резцов мгновенно прекращается, а основание 1 и все приспособление продолжает движение вперед. В процессе этого движения упоры 8 начинают раздвигать каретки 2 и 5 в противоположные стороны, а резцы 10 и //, раздвигаясь вместе с ними, начинают обточку цилиндрических шеек детали. Раздвигаясь одновременно с резцами, уиоры 12 скользят по упорам 13 до тех пор, иока упоры 8 не выйдут с конусной поверхности копирной линейки 7 на прямолинейную, а резцы 10 тл 11 с обточки цилиндрической поверхности детали, автоматически переходят на подрезку вторых торцов детали.
Для того, чтобы при обратном ходе резцы не оставляли рисок на обрабатываемой поверхности детали, приспособление еще несколько продвигается вперед, а упоры 8, скользя по другим небольшим конуснь1м поверхностям копирной линейки 7, отводят резцы от детали, причем планка 14, заскакивает между резцедержателями 4 и 5 и фиксирует их положение.
Приспособление, кроме того, снабжено фиксируюшим устройством для предотвращения резкого движения вперед резцедержателей в момент соскальзывания упоров 12 с упоров 13. Это устройство состоит из собачек 75/фиксаторов 16, пружин 17 и упоров 18. В то время, когда резцы протачивают шейки детали, а упоры 12 уже остановили движение резцедержателей 4 и 5 в направлении к оси станка, они начинают перемещаться в направлении, противоположном направлению кареток 2 и 3, в результате чего собачки 15, закрепленные на резцедержателях 4 и о. скользят по наклонным плоскостям фиксаторов 16 до тех пор, пока не заскочат за уступы этих фиксаторов. Этот .момент совпадает с моментом соскальзывания упоров 12 с упоров 13.
Для возврашения резцов 10 и 11 в исходное положение для обработки следующей детали используется обратный ускоренный ход суппорта, во время которого фиксаторы 16 под действием пружипы 17, попадая в скосы крестовины 6, освобождают собачки 15 и резцедержатели 4 и 5 и под действием пружины 19 возвращаются в исходное положение в направлении, перпендикулярном оси станка. В то же время стойка 20 выталкивает планку 14, и каретки 2 и 3 под действием пружин 9 возвращаются в исходное положение в направлении, параллельном оси станка.
При обточке, например, конических шестерен, в крестовине 6 устанавливается другая копирная линейка 21. Резцедержатель 5 посредством отдельной планки (на чертеже не показана) наглухо соединяется с
кареткой 3, а упор 12 (левый) и упор 6 (левый) заменяются упорами 2 и 23. В процессе обработки конической шестерни первым вступает в ра боту резец //, протачивая основной конус шестерни с углом 30°, в т время, как упор 8 левой каретки 2 скользит попрямолинейной поверхнс сти копира, а резец 10 не принимает участия в работе. При соприкоснов НИИ упора 22 с упором 23 и контакте упора 8 с конусной поверхностьь копирной линейки 21 резец 10 начинает обтачивать вспомогательный кс нус шестерни.
ПоСоТе перехода упора 8 с конусной части копирной линейки на пря молинейную и выхода упора 22 с упора 23 резец 10 начинает проточк левого торца конической шестерни. Дальнейший цикл работы приспосоС ления аналогичен описанному ранее.
1.Приспособление к токарным станкам для автоматической обто ки ступенчатых и т. п. поверхностей, с использованием неподвижной кс пирной линейки, взаимодействуюш,ей с подвижными подпружиненным резцедержателями, отличающееся тем, что, с целью обеспечени возможности одновременной двухсторонней обработки радиальных торцовых поверхностей фасонных деталей, приспособление снабжен двумя подвижными во взаимно-перпендикулярных направлениях резце держателями, расположенными по обе стороны поперечной копирной Л1 нейки.
2.Приспособление по п. 1, отличающееся тем, что, с цепы осуществления перехода от обточки торцовых поверхностей к обточк радиальных поверхностей и наоборот, резцедержатели взаимодейств ют с системой жестких ступенчатых упоров.
- 3 -№ 11674
Предмет и з о б р е т с н i я
13
//
JJ
Разрез по ЛД
.,r+ - . rp-Cr
ni.
Разрез по 66
