Известен способ двусторонней последовательной расточки сквозных отверстий на токарных и расточных станках посредством двух консольных резцовых оправок.
Описываемый способ двусторонней последовательной расточки сквозных отверстий по сравнению с известным обеспечивает повышенную жесткость резцовых оправок и позволяет производить двустороннюю расточку при одностороннем приводном движенип. Это достигается тем, что свободные концы пропущенных через обрабатываемые отверстия резцовых оправок плотно соединяют по соосным конусным поверхностям.
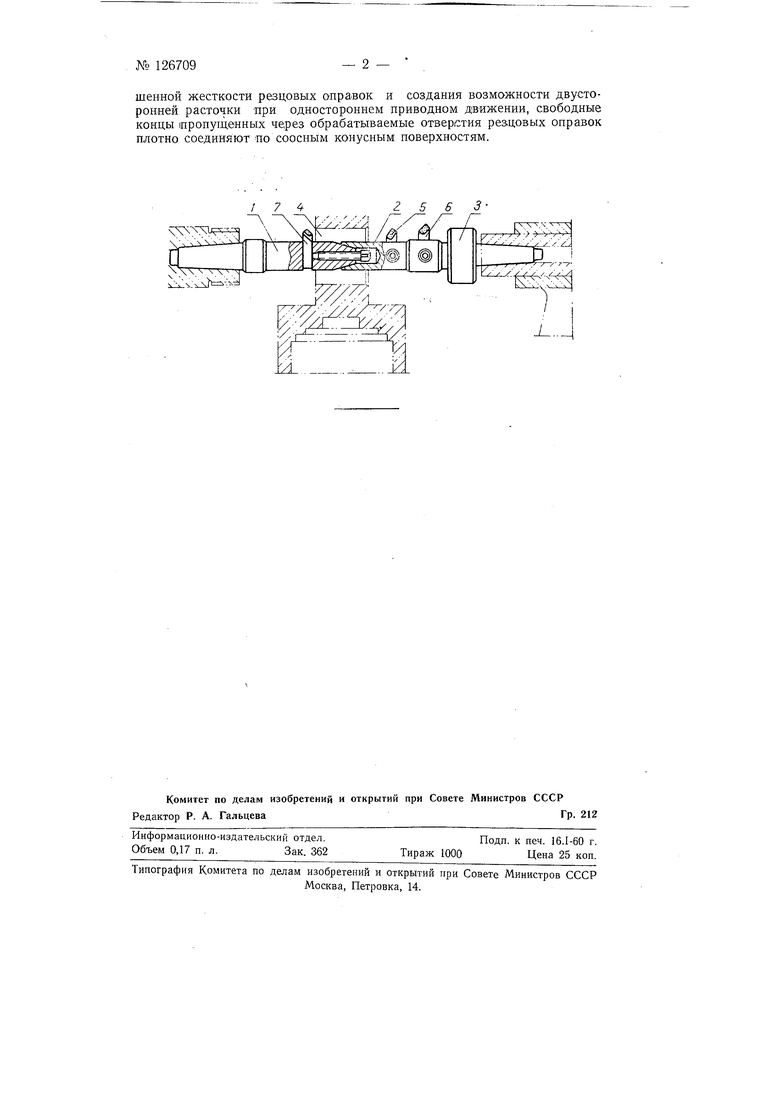
На чертеже показана схема соединения концов резцовых оправок, поясняющая осуществление способа.
Консольная резцовая оправка / закреплена в щпинделе токарного станка, а консольная резцовая оправка 2 - во вращающейся части центра 3, в пиноли задней бабки. Концы оправок / и 2 пропущены через сквозное отверстие 4 и плотно соединены соосно между собою за счет трения конусообразной поверхности конца оправки / с конусообразной поверхностью конца оправки 2. Вращение оправки / передается непосредственно оправке 2После включения левого самохода вначале резцом 5 снимают черновую стружку, затем резцом 6 - фаску; перещ1ючив самоход на правую сторону, резцом 7 растачивают сквозное отверстие начисто.
Предмет изобретения
Способ двусторонней последовательной расточки сквозных отверстий на токариых и расточных станках посредством двух консольных резцовых оправок, отличающийся тем, что, с целью обеспечения повышенной жесткости резцовых оправок и создания возможности двусторовней расточки при одностороннем приводном движении, свободные концы пропущенных через обрабатываемые отверстия резцовых оправок плотно соединяют по соосиым конусным поверхностям.
/ 7 4
