Ucpi Ufpz иф
1
Г
СА:)
ч
ел
4
Ю
to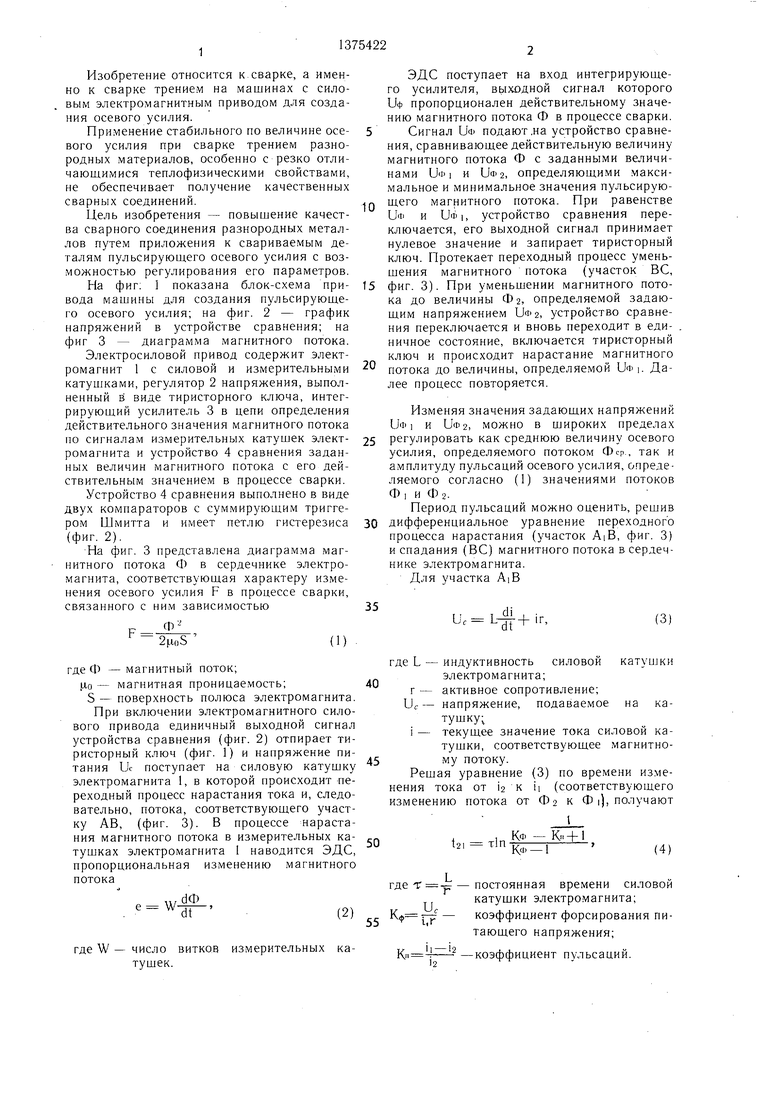
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования осевого усилия в машинах для сварки трением | 1980 |
|
SU912448A1 |
| Электромагнитный силовой привод машин для сварки трением | 1981 |
|
SU948584A1 |
| ЭЛЕКТРОМАГНИТНЫЙ ВЫРУБОЧНЫЙ ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ОБУВИ | 2009 |
|
RU2424110C1 |
| Машина для сварки трением | 1981 |
|
SU967734A1 |
| НЕВЗРЫВНОЙ МАГНИТОИМПУЛЬСНЫЙ СЕЙСМОИСТОЧНИК | 2017 |
|
RU2649088C1 |
| Выпрямитель для дуговой сварки | 1988 |
|
SU1625611A1 |
| ЭЛЕКТРОМАГНИТНОЕ ГЕРКОНОВОЕ РЕЛЕ | 1995 |
|
RU2087045C1 |
| СПОСОБ ПЕРЕМЕШИВАНИЯ РАСПЛАВА МЕТАЛЛА И ЭЛЕКТРОМАГНИТНЫЙ ПЕРЕМЕШИВАТЕЛЬ ДЛЯ ЕГО РЕАЛИЗАЦИИ (ВАРИАНТЫ) | 2018 |
|
RU2708036C1 |
| Вибрационное устройство | 1985 |
|
SU1305093A1 |
| Устройство для управления двухобмоточным электромагнитным реле постоянного тока | 1976 |
|
SU660103A1 |

Фи.1
Изобретение относится к сварке, а именно к сварке трением на машинах с силовым электромагнитным приводом для создания осевого усилия.
Применение стабильного по величине осевого усилия при сварке трением разнородных материалов, особенно с резко отличающимися теплофизическими свойствами, не обеспечивает получение качественных сварных соединений.
Цель изобретения - повышение качества сварного соединения разнородных металлов путем приложения к свариваемым деталям пульсируюшего осевого усилия с воз- .можностью регулирования его параметров.
На фиг: 1 показана блок-схема привода машины для создания пульсирующего осевого усилия; на фиг. 2 - график напряжений в устройстве сравнения; на фиг 3 - диаграмма магнитного потока.
Электросиловой привод содержит электромагнит 1 с силовой и измерительными катушками, регулятор 2 напряжения, выполненный в виде тиристорного ключа, интегрирующий усилитель 3 в цепи определения действительного значения магнитного потока по сигналам измерительных катушек электромагнита и устройство 4 сравнения заданных величин магнитного потока с его действительным значением в процессе сварки.
Устройство 4 сравнения выполнено в виде двух компараторов с суммирующим триггером Шмитта и имеет петлю гистерезиса (фиг. 2).
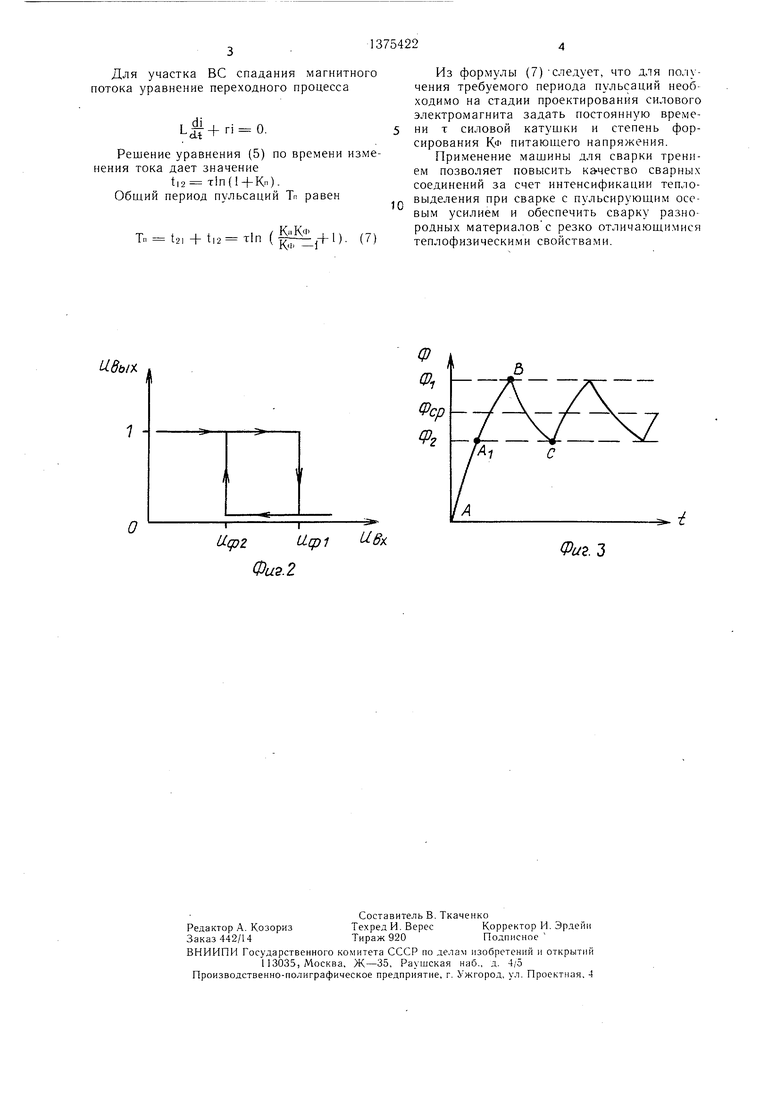
На фиг. 3 представлена диаграмма магнитного потока Ф в сердечнике электромагнита, соответствующая характеру изменения осевого усилия F в процессе сварки, связанного с ним зависимостью
F
Ф- 2цо5
где Ф - магнитный поток;
|Ло - магнитная проницаемость; S - поверхность полюса электромагнита. При включении электромагнитного силового привода единичный выходной сигнал устройства сравнения (фиг. 2) отпирает ти- ристорный ключ (фиг. 1) и напряжение питания Uc поступает на силовую катушку электромагнита 1, в которой происходит переходный процесс нарастания тока и, следовательно, потока, соответствующего участку АВ, (фиг. 3). В процессе нарастания магнитного потока в измерительных катушках электромагнита 1 наводится ЭДС, пропорциональная изменению магнитного потока
е W
М) dt
(2)
где W - число витков измерительных катушек.
ЭДС поступает на вход интегрирующего усилителя, вь1ходной сигнал которого Ыф пропорционален действительному значению магнитного потока Ф в процессе сварки.
Сигнал Ua подают .на устройство сравнения, сравнивающее действительную величину магнитного потока Ф с заданными величинами УФ 1 и иФ2, определяющими максимальное и минимальное значения пульсируюQ щего магнитного потока. При равенстве иФ и ифь устройство сравнения переключается, его выходной сигнал принимает нулевое значение и запирает тиристорный ключ. Протекает переходный процесс умень- щения магнитного потока (участок ВС,
5 фиг. 3). При уменьшении магнитного потока до величины Ф2, определяемой задающим напряжением УФ 2, устройство сравнения переключается и вновь переходит в единичное состояние, включается тиристорный ключ и происходит нарастание магнитного
потока до величины, определяе.мой УФ i. Далее процесс повторяется.
Изменяя значения задающих напряжений УФ 1 и иФ2, можно в широких пределах 5 регулировать как среднюю величину осевого усилия, определяемого потоком Фср., так и амплитуду пульсаций осевого усилия, определяемого согласно (1) значениями потоков Ф I и Ф 2.
Период пульсаций можно оценить, рещив 0 дифференциальное уравнение переходного проце-сса нарастания (участок A|B, фиг. 3) и спадания (ВС) магнитного потока в сердечнике электромагнита. Для участка AiB
- 1- Ь,- ,
(3)
0
5
где L
индуктивность силовой катушки электромагнита; г - активное сопротивление; Uc - напряжение, подаваемое на катушку;
i - текущее значение тока силовой катушки, соответствующее магнитному потоку.
Рещая уравнение (3) по времени изменения тока от i2 к ii (соответствующего изменению потока от Ф2 к Ф i), получают
I
50
Кф - К.1 + 1
bl Tln-5 ;; | ,
(4)
постоянная времени силовой катушки электро.магнита;
коэффициент форсирования питающего напряжения;
коэффициент пульсаций.
Для участка ВС спадания магнитного потока уравнение переходного процесса
Lf+ri 0.
Решение уравнения (5) по времени изменения тока дает значение
ti2 т1п(1 + Кп). Общий период пульсаций Тп равен
Т.. t2l + t|2 Tin (
К..
к -1
,+ 1). (7)
ивы
1 О
и.д}1 Фи5.2
Из формулы (7) Следует, что для получения требуемого периода пульсаций необходимо на стадии проектирования силового электромагнита задать постоянную време- ни т силовой катушки и степень форсирования К питающего напряжения.
Применение мащины для сварки трением позволяет повысить ка-чество сварных соединений за счет интенсификации тепло- выделения при сварке с пульсирующим осевым усилием и обеспечить сварку разнородных материалов с резко отличающимися теплофизическими свойствами.
Ф Ф,
Фср
2
i
х
ФигЪ
| МАШИНА ДЛЯ ПРИГОТОВЛЕНИЯ ТОРФО-МИНЕРАЛЬНЫХ КОМПОСТОВ | 1948 |
|
SU79582A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Машина для сварки трением | 1981 |
|
SU967734A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Электромагнитный силовой привод машин для сварки трением | 1981 |
|
SU948584A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
