Предлагаемое техническое решение относится к легкой промышленности, а именно к вырубочным прессам для изготовления деталей обуви, и может быть использовано в раскройно-вырубочных цехах обувных фабрик.
Известны вырубочные прессы (Лебедев B.C. Оборудование предприятий бытового обслуживания. М.: Наука, 1982. - 132 с.), в которых процесс вырубки деталей обуви осуществляется электрогидравлическим приводом, содержащим электродвигатель, силовой гидроцилиндр, устройство управления, исполнительный орган - ударник. На столе вырубочного пресса помещают листовой материал, а сверху его резак. Ударник пресса воздействует на резак, а схема управления отключает работу гидроцилиндра. Недостатками таких прессов являются большое энергопотребление, большие габариты и масса.
Использование электромагнитных приводов в технике и технологиях достаточно велико. Их конструкции многообразны, предназначены в основном для силового перемещения механизмов, и работа их осуществляется в статическом режиме (А.с. СССР (SU) №1283115, кл. В30В 15/00, В30В 15/2, F16D 11/00; экон. Патент ГДР (DD) №262621, Кл. В30В 11/00, В22С 15/00).
В изобретении (А.с. СССР (SU) №103200, B26D 5/06, 1956 г.) «Устройство для резки охлажденного стекла» предложено использование силового привода - электромагнита соленоидного типа, сердечник которого выполнен в виде ударника. Это устройство предназначено для резки охлажденного стекла путем прорубания бороздки, по которой стекло разламывается. Охлажденное стекло в отличие от материалов для обуви обладает значительной механической твердостью и хрупкостью. А поэтому удары по нему резаком, жестко закрепленным к сердечнику (якорю) электромагнита, должны быть кратковременными с небольшой силой и амплитудой. При питании электромагнита синусоидальным током промышленной частоты значительную долю в полной мощности тока составляет реактивная сила, поэтому коэффициент мощности (cos φ) очень мал, а сердечник совершает колебания с удвоенной частотой. Продолжительность одного импульса воздействия резака на стекло определяется полупериодом питающего напряжения (10 мс).
При такой продолжительности импульсного удара упругие материалы для обуви не успевают деформироваться до состояния, при котором начинается процесс резания. Большая сила удара сердечника с резаком о материал в этом устройстве может быть достигнута путем увеличения силы тока, которая приведет к насыщению магнитопровода и относительному уменьшению магнитодвижущей силы. Для устранения этого явления (при статическом режиме работы электромагнита, когда его обмотка подключена к источнику синусоидального тока) необходимо значительно увеличить массу и габариты магнитопровода. При этом возрастает инерционность якоря электромагнита, возрастут электрические потери мощности тока. Таким образом, использование силового привода по а.с. (SU) 103200, B26D 5/06, 1956 г. без изменения конструкции и режима работы (сила, амплитуда и продолжительность импульсного воздействия) в вырубочных процессах для обувных материалов не представляется возможным.
Существует вырубочный пресс марки ПВ-10, описанный в книге Лебедева B.C. «Технологическое оборудование ремонтно-обувных предприятий», изд. «Легкая индустрия», Москва, 1972 г., с 32, рис.11.7. Вырубочный пресс ПВ-10 содержит станину, поворотный кронштейн, плиту, ударник и его силовой привод. Силовой привод состоит из электродвигателя, шкивов редуктора, передающих вращение вала электродвигателя на эксцентриковый вал, с которым связан кривошипный палец и шатун, служащие для преобразования движения. Далее преобразованное вращательное движение в возвратно-поступательное движение с помощью других деталей передается ударнику. Пресс содержит также механизм включения и автоматического отключения.
В этом прессе используется силовой привод с достаточно большой мощностью тока. Это вызвано необходимостью одноразового ударно-нажимного воздействия ударника на резак для вырубки деталей обуви из материалов с упругими свойствами (в отличие от материалов со свойствами твердого тела). При этом процесс преобразования электрической энергии в полезную механическую энергию протекает с большими электрическими и механическими потерями при меньшем к.п.д. и cosφ, повышенной себестоимостью изготовления деталей обуви. Вырубочный пресс прототипа имеет большие габариты и массу, а поэтому затрудняет использование его в условиях малых цехов по индивидуальному изготовлению обуви.
Наиболее близким по технической сущности к заявляемому техническому решению является вырубочный пресс, описанный в источнике информации В.И.Богданов, RU 2000109986, опубликованный 27.12.2001 г., принятый за прототип.
Электромагнитный пресс прототипа содержит станину, поворотный кронштейн, плиту, ударник и его силовой привод. Силовой привод электромагнитного вырубочного пресса прототипа выполнен в виде электромагнита соленоидного типа, сердечник которого выполнен в виде ударника, пресс содержит конденсатор. Ударное усилие электромагнита создается за счет преобразования энергии электрического поля заряженного конденсатора в энергию магнитного поля обмотки электромагнита. Вырубка материала осуществляется серией импульсных силовых ударов путем коммутирования электронным ключом заряженного конденсатора и обмотки электромагнита, в сумме эквивалентных усилию одиночного удара.
К недостаткам конструкции электромагнитного пресса прототипа и его технологического процесса можно отнести относительно большую массу ударника и его площадь поверхности, равную площади резака, а также взаимное расположение резака и материала, на который воздействует резак. Ударник пресса прототипа воздействует на резак, который всей длиной лезвия внедряется в листовой материал, из которого изготавливается обувь.
Основной задачей предлагаемого технического решения является уменьшение площади поверхности ударника, обращенной к материалу с резаком, и его массы.
Поставленная задача достигается тем, что для многих материалов, используемых для изготовления деталей обуви, материал по площади, превышающей площадь детали обуви, можно располагать на резаке. При этом ударник выполнен небольшой площадью сечения, обращенной к материалу детали обуви, и с длиной, превышающей наибольшую ширину резака. Это позволит при малой площади сечения ударника создать большее удельное ударное давление р, р=F/А, Н/м2, т.е. отношение силы F, действующей перпендикулярно поверхности, к площади поверхности А (Кухлинг X. Справочник по физике: Пер. с нем. - М.: Мир, 1982. - 520 с., формула Ф.8.1, стр.113) ударника, воздействующего на материал в процессе вырубки детали обуви. При этом материал обуви насаживается на резак по всей его длине не одновременно, а постепенно по мере продвижения его совместно с резаком на подложке по расточке в станине относительно ударника. Габариты, масса, энергопотребление электромагнитного пресса будут меньше, обеспечивается более широкая универсальность.
Технологический процесс изготовления деталей обуви предложенным электромагнитным прессом протекает следующим образом (фиг.1. - функциональная схема пресса).
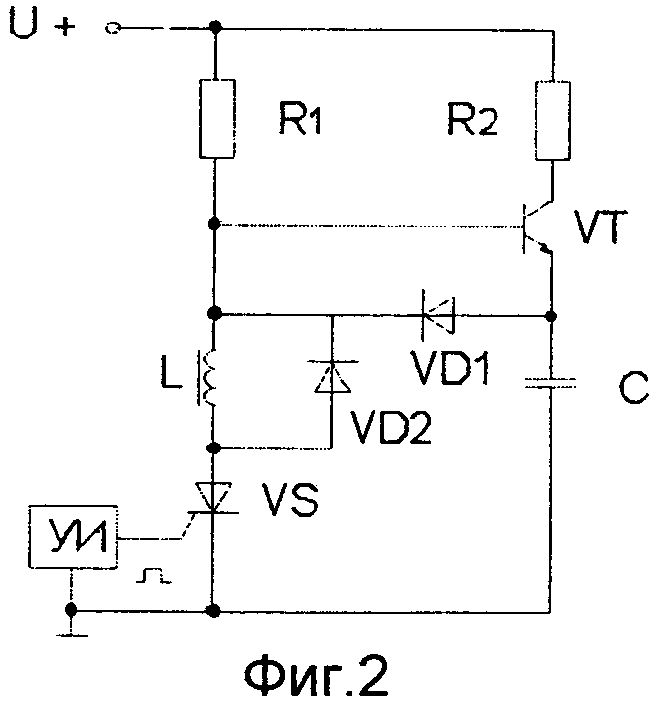
На станине 1, в ее расточку плиты, устанавливают резак 8 на подложке 11. Сверху резака укладывают материал детали обуви 9. С помощью поворотного кронштейна 2 электромагнит с сердечником и ударником 3, выполненным с небольшой площадью сечения, обращенной к материалу детали обуви и с длиной, превышающей наибольшую ширину резака 8, устанавливают над материалом детали обуви. Материал по площади превышает площадь детали обуви. Подключают через резистор R1 (фиг.2, вариант электрической схемы пресса) конденсатор 7 к источнику постоянного тока. С помощью блока управления 10 подключают заряженный конденсатор 7 к обмотке электромагнита 5. В электрической цепи возникает переходный процесс. Разрядный импульс тока в обмотке электромагнита создает импульсную магнитодвижущую силу (МДС) и импульсный магнитный поток. При этом возникает механическая сила, выталкивающая сердечник с ударником 3 электромагнита. Ударник воздействует на материал для обуви 9, так что материал насаживается на резак 8 не одновременно по всей длине лезвия резака. При исчезновении импульса магнитного потока возвратная пружина 4 устанавливает сердечник с ударником в исходное положение. С помощью подложки 11 в расточке плиты станины резак 8 и наложенный на него материал 9 по окончании действия разрядного импульса перемещается относительно ударника с наконечником 3 до полного вырубания детали обуви.
В электрической цепи электромагнитного вырубочного пресса для определения закона изменения тока и времени нарастания тока до амплитудного значения следует рассматривать случай короткого замыкания заряженного конденсатора на обмотку электромагнита, электрическая схема замещения которой представляется последовательным соединением резистора R и идеальной катушки с индуктивностью L. Согласно теории переходного процесса для этого случая (Теоретические основы электротехники. / Под. ред. Каплянского А.Е. - М.: Высшая школа, 1972, с.245-249) заряженный конденсатор С до напряжения U замыкается на электрическую цепь с последовательным соединением резистора R и индуктивной катушки L. Дифференциальное уравнение по второму закону Кирхгофа, описывающее переходный процесс для этого случая, будет однородным
или с учетом  его характеристическое уравнение
его характеристическое уравнение
имеет два корня
Конечные выражения тока и напряжения на катушке с индуктивностью L и конденсаторе емкостью С имеют вид
 ,
,
 ,
,
 ,
,
Характер переходного процесса зависит от величины активного сопротивления R и индуктивности L обмотки электромагнита, электрической емкости конденсатора С и напряжения источника тока U. В предложенном техническом решении с учетом специфики технологии вырубки переходный процесс в электрической цепи электромагнитного вырубочного пресса должен быть апериодическим, но не колебательным. Это условие выполняется, если  , корни характеристического уравнения P1 и Р2 будут вещественными Р1<0 и Р2<0, | Р1|<|Р2|. При этом величина тока, начинаясь с нуля, всегда отрицательная (соответствует току разряда конденсатора), а напряжение на катушке возникает скачком, равным - U. По истечении времени от 0 до t0, когда
, корни характеристического уравнения P1 и Р2 будут вещественными Р1<0 и Р2<0, | Р1|<|Р2|. При этом величина тока, начинаясь с нуля, всегда отрицательная (соответствует току разряда конденсатора), а напряжение на катушке возникает скачком, равным - U. По истечении времени от 0 до t0, когда
ток в обмотке электромагнита принимает наибольшее (амплитудное) значение. Напряжение на обмотке электромагнита принимает наибольшее значение по истечении времени t=2t0, которое можно принять за время одного импульса тока. В электрической цепи происходит обмен энергии электрического поля конденсатора емкостью С в энергию магнитного поля обмотки электромагнита с индуктивностью L, а на активном сопротивлении обмотки R энергия электрическая преобразуется в тепловую энергию.
Из анализа переходного процесса следует, что величины R, L, С, U, а также частота разряда конденсатора являются параметрами настройки и расчета электрической цепи электромагнитного вырубочного пресса при использовании его для вырубки деталей обуви из материалов с разными физико-механическими свойствами.
В эксперименте с типовым электромагнитом МИС-5200, применяемым в гидропрессе ПВГ-8-0 с номинальным статическим усилием 6 кг, при использовании конденсатора емкостью 4000 мкФ, заряженного до напряжения 300 В, был получен за время примерно 30÷40 мс импульс силы, достаточный для подъема груза до 100 кг на высоту до 2 см.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙИЗ ИСКУССТВЕННОЙ КОЖИ И НАТУРАЛЬНЫХ МАТЕРИАЛОВС ТЕРМОПЛАСТИЧЕСКОЙ ПРОСЛОЙКОЙ | 1971 |
|
SU424728A1 |
| Пресс для вырубания обувных деталей из листового материала | 1986 |
|
SU1463215A1 |
| Устройство для прессования деталей верха обуви | 1978 |
|
SU719600A1 |
| Устройство для вырубки деталей обуви | 1975 |
|
SU571243A1 |
| ЭЛЕКТРОГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ВЫРУБКИ ДЕТАЛЕЙ ОБУВИ | 1971 |
|
SU303352A1 |
| ПРЕСС ДЛЯ ВЫРУБКИ ДЕТАЛЕЙ ОБУВИ ИЗ РУЛОННЫХ МАТЕРИАЛОВ | 1990 |
|
RU2019113C1 |
| Устройство управления гидроприводом вырубочного пресса | 1986 |
|
SU1454859A1 |
| ВЫРУБОЧНАЯ ПЛИТА | 1998 |
|
RU2135057C1 |
| ВЫРУБОЧНАЯ ПЛИТА | 2000 |
|
RU2167050C1 |
| Устройство для вырубки заготовок из полосового материала | 1981 |
|
SU1011388A1 |
Изобретение относится к легкой промышленности, а именно к вырубочным прессам для изготовления обуви. Пресс содержит станину, поворотный кронштейн, плиту, силовой привод и конденсатор. Силовой привод выполнен в виде электромагнита соленоидного типа, сердечник которого выполнен в виде ударника. Электромагнит выполнен с возможностью создания ударного усилия и осуществления вырубки материала детали обуви. Пресс снабжен подложкой. Плита выполнена с расточкой, в которой расположен на подложке резак. Резак выполнен с возможностью размещения на нем материала детали обуви и перемещения относительно ударника. Ударник выполнен с наконечником, имеющим длину, превышающую наибольшую ширину резака. В результате обеспечивается уменьшение площади ударника и его массы. 2 ил.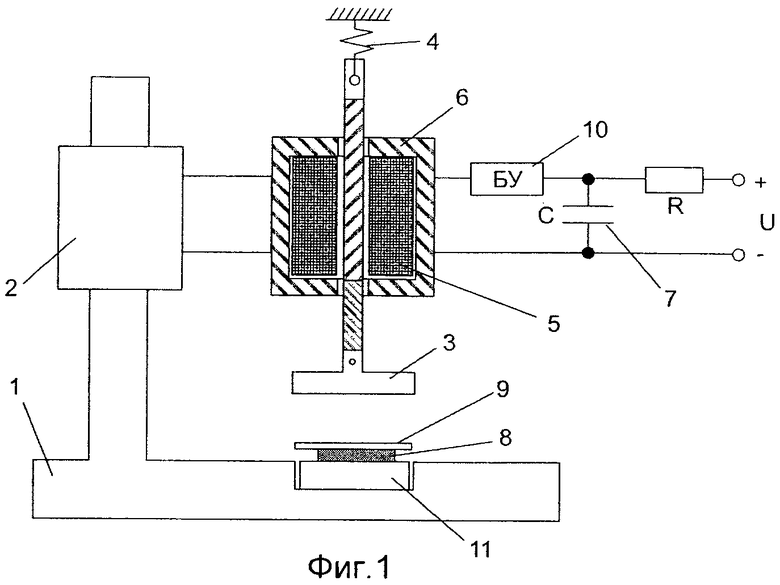
Электромагнитный вырубочный пресс для изготовления деталей обуви, содержащий станину, поворотный кронштейн, плиту, силовой привод, выполненный в виде электромагнита соленоидного типа, сердечник которого выполнен в виде ударника, и конденсатор, при этом электромагнит выполнен с возможностью создания ударного усилия путем преобразования энергии электрического поля заряженного конденсатора в энергию магнитного поля обмотки электромагнита и осуществления вырубки материала детали обуви серией импульсных силовых ударов по резаку за счет коммутирования электронным ключом заряженного конденсатора и обмотки электромагнита, отличающийся тем, что он снабжен подложкой, плита выполнена с расточкой, в которой расположен на подложке резак, выполненный с возможностью размещения на нем материала детали обуви и перемещения относительно ударника, а ударник выполнен с наконечником, имеющим длину, превышающую наибольшую ширину резака.
| RU 2000109986 А, 27.12.2001 | |||
| Устройство для раскроя многослойного настила | 1990 |
|
SU1747368A1 |
| Вырубочный пресс | 1986 |
|
SU1616148A1 |
| Пресс-масленка | 1978 |
|
SU717474A1 |
| US 4703644 А, 03.11.1987 | |||
| JP 1179595 А, 06.07.1999. | |||

