00
сд
Од
to to
Изобретение относится к производству изделий из бетонных смесей с тепловой обработкой в камерах периодического и непрерывного действия, имеющих массивное ограждение, разде- ленн.ые на функциональные слои: внутренний, буферньй средний и защитный.
Цель изобретения - снижение энергозатрат.
Способ управления процессом тепловой обработки изделий из бетонных смесей осуществляется в камере с трехслойными ограждениями, содержащими внутренний, средний и наружный слои, путем циклической подачи теплоносителя в камеру при контроле температуры среды и контроле температуры внутреннего и среднего слоев ограждений. При этом подачу теплоно сителя осуществляют до достижения температуры среднего слоя, превышающей на 5-10°С температуру снаружи камеры, и после снижения температуры внутреннего слоя до 45-55°С.
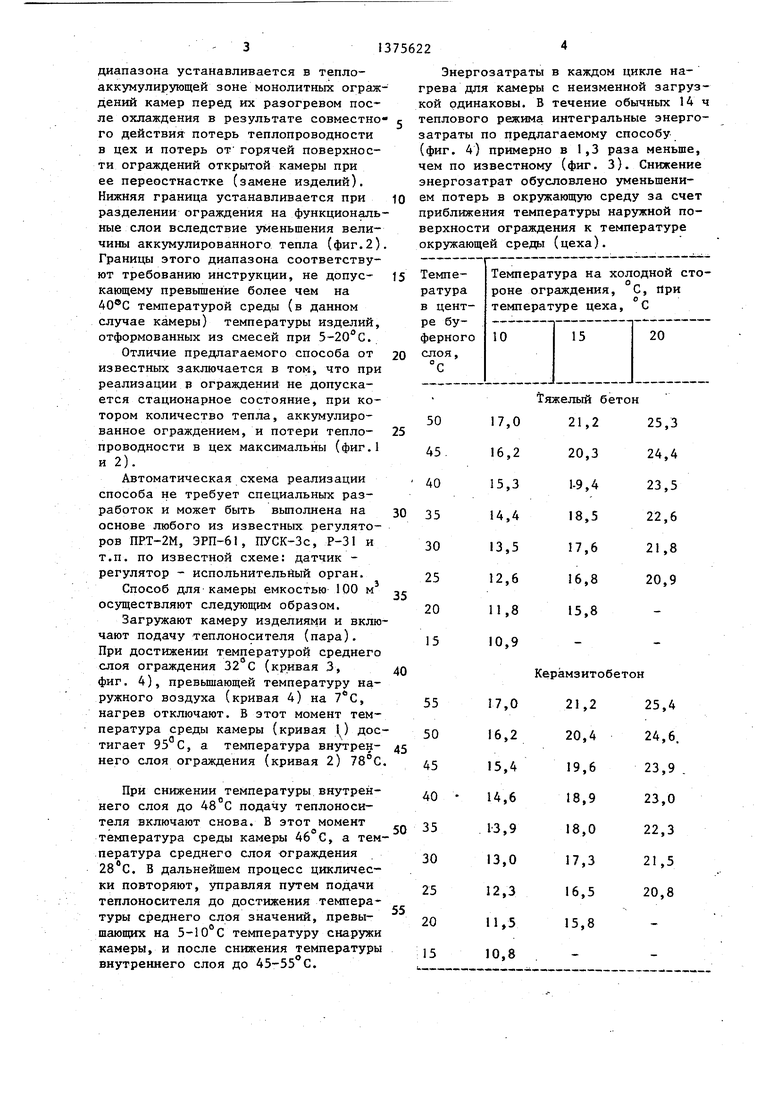
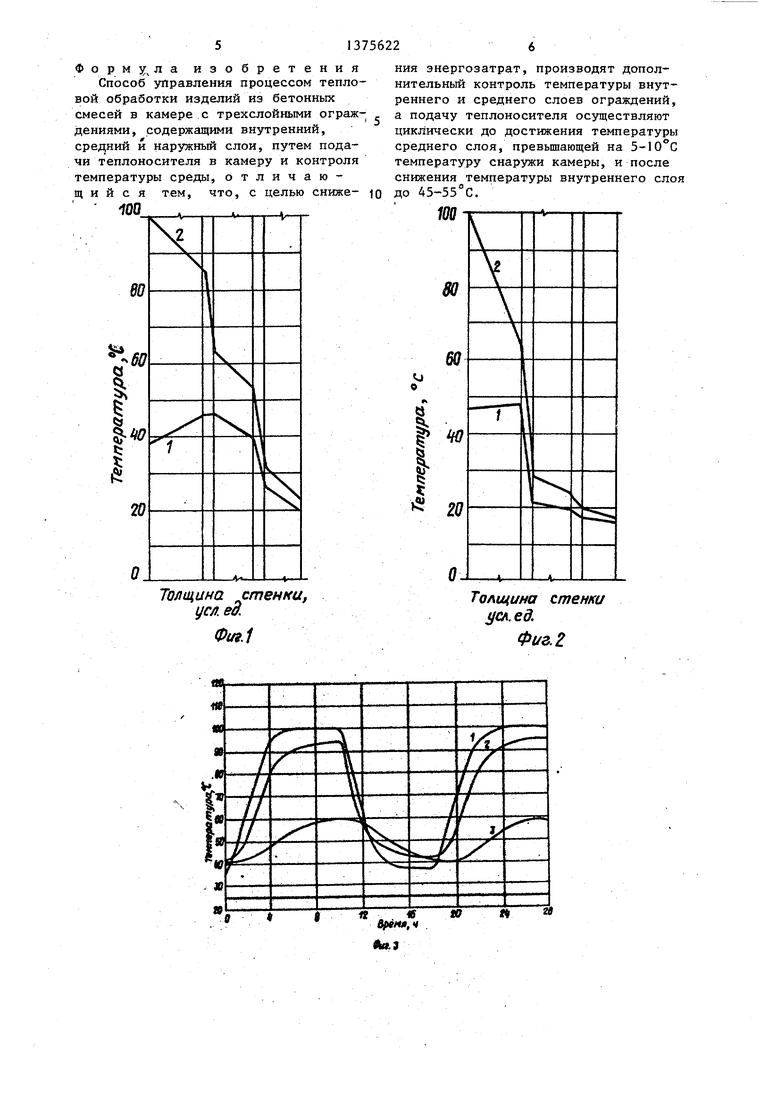
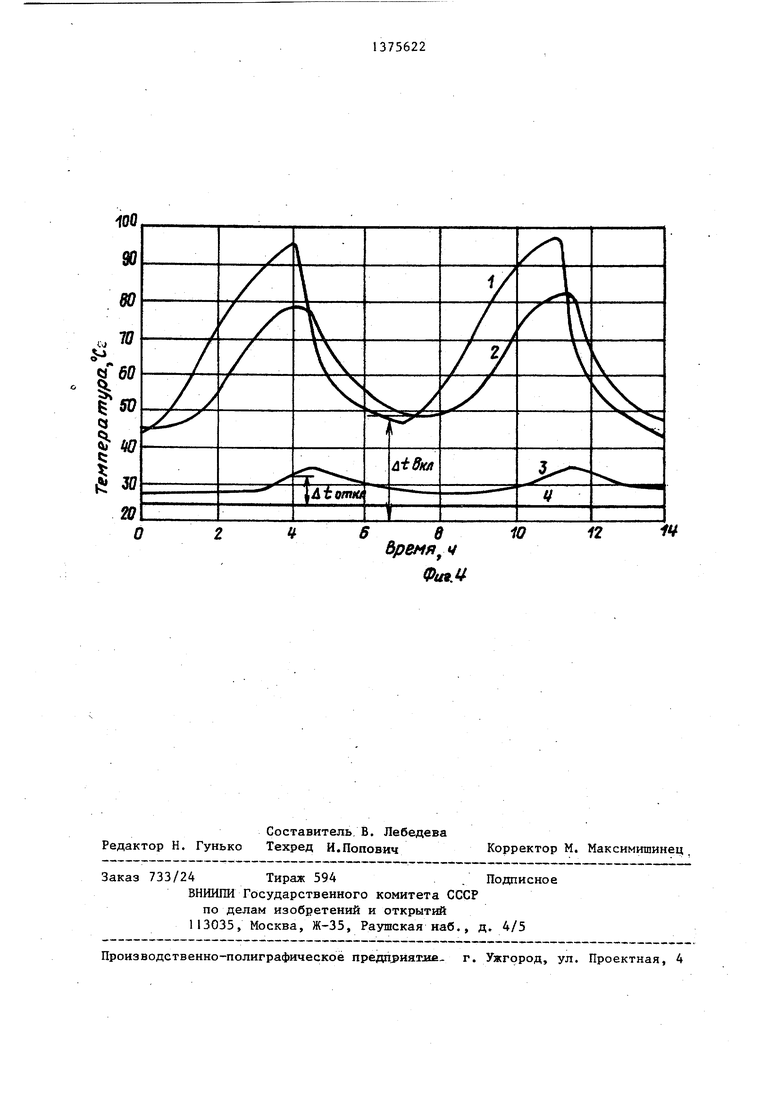
На фиг. 1 изображен график распределения температуры в стенке при длительном воздействии теплоносителя (стационарное состояние); на фиг. 2 - график распределения температуры (кривая 1 - распределение температуры в массиве ограждения перед нагревом, кривая 2 - то же, перед остыванием); на фиг. 3 - график изменения- температуры среды камеры (кривая 1), внут- реннего (кривая 2) и среднего (кривая З) слоев и снаружи камеры (кривая 4) при управлении тепловой обработкой по известному способу; на фиг. 4 - график изменения температу- ры среды камеры (кривая 1), внутреннего (кривая- 2) и среднего (кривая З) слоев и снаружи камеры (кривая 4) по предлагаемому способу.
В результате длительного одно- стороннего нагрева ограждения (фиг.1) средняя температура среднего слоя достигает 58-60 С. Температура поверхности, обращенной в цех, составляет 23 С.
Реализация указанного способа позволяет снизить эти значения до 25 и 17°С (фиг. 2).
Сравнивая эти значения относитель- н о температуры цеха 15 С, делают вы- вод, что реализация предпагаемого способа позволяет уменьшить степень нагрева ограждения и снизить потери теплопроводности в цех. При этом
теплосодержание ограждений, рассчитываемое как сумма теплосодержаний отдельных сло.ев при средних значениях максимальных температур, удается снизить в 1,4 раза.
Последовательность операций при реализации способа следующая.
Загружают изделия в камеру и включают нагрев, контролируя температуру среды и изменение температуры среднегэ и внутреннего слоев. При достижении температуры среднего сло значений, превьшающих температуру цеха на , нагрев отключают, и выдерживают изделия в закрытой камере, обеспечивая их прогрев теплом, аккумулированным ограждениями. Теплопередачу от ограждений изделиям обеспечивают естественной конвекцией либо побуждают путем рециркуляции среды камеры.
Съем тепла с внутреннего слоя осуществляют до температуры 45-55 С в центральной его части. Этот температурный диапазон обеспечивает снижение температуры среды камеры до таки пределов, когда потери камерой при извлечении из нее прогретых и загрузке новых изделий не приводят к переохлаждению массива ограждений, требующему сверхнормативных энергозатрат на их компенсацаю.
Затем камеру открывают, прогретые изделия извлекают и загружают новые, камеру закрывают, и процесс повторяют.
Проведение процесса на модели подтверждает правильность сделанного вывода. Например, при температуре цеха 15 С изменение температуры в центре среднего слоя ограждений из тяжелого бетона QT 15 до 25 С приводит к увеличению температуры на холодной поверхности ограждения до 16,8 С. Эсли в этот момент отключит нагрев, то потери в цех .минимальны и не возрастают, поскольку они про- йорциональны разности температур поверхности и цеха.
Результаты исследований приведены в таблице.
Допустимый.диапазон температур в центре внутреннего теплоаккумули- рующего слоя (45-55 С) выбирают на основе экспериментального наблюдения за изменением фактического теплового состояния ограждений периодически действующих камер. Верхняя граница
диапазона устанавливается в тепло- аккумулирующей зоне монолитных ограждений камер перед их разогревом после охлаждения в результате совместно го действия потерь теплопроводности в цех и потерь от горячей поверхности ограждений открытой камеры при ее переостнастке (замене изделий). Нижняя граница устанавливается при разделении ограждения на функциональные слои вследствие уменьшения величины аккумулированного тепла (фиг.2) Границы этого диапазона соответствуют требованию инструкции, не допус- кающему превьшение более чем на 40®С температурой среды (в данном случае камеры) температуры изделий, отформованных из смесей при 5-20°С.
Отличие предлагаемого способа от известных заключается в том, что при реализации р ограждений не допускается стационарное состояние, при котором количество тепла, аккумулированное ограждением, и потери тепло- проводности в цех максимальны (фиг.1 и 2).
Автоматическая схема реализации способа не требует специальных разработок и может быть выполнена на основе любого из известных регуляторов ПРТ-2М, ЭРП-61, ПУСК-Зс, Р-31 и т.п. по известной схеме: датчик - регулятор - испольнительйый орган.
Способ для камеры емкостью 100 м осуществляют следующим образом.
Загружают камеру изделиями и включают подачу теплоносителя (пара). При достижении температурой среднего слоя ограждения 32 С (кривая 3, фиг. 4), превьшающей температуру наружного воздуха (кривая 4) на , нагрев отключают. В этот момент температура среды камеры (кривая 1) достигает 95°С, а температура внутрен- него слоя ограждения (кривая 2) 78°С
При снижении температуры внутреннего слоя до 48°С подачу теплоносителя включают снова. В этот момент температура среды камеры 46 С, а температура среднего слоя ограждения . В дальнейшем процесс циклически повторяют, управляя путем подачи теплоносителя до достижения темпера туры среднего слоя значений, превышающих на 5-10°С температуру снаружи камеры, и после снижения температуры внутреннего слоя до 45-55 С.
Энергозатраты в каждом цикле нагрева для камеры с неизменной загрузкой одинаковы. В течение обычных 14 ч теплового режима интегральные энергозатраты по предлагаемому способу (фиг. 4) примерно в 1,3 раза меньше, чем по известному (фиг. 3). Снижение энергозатрат обусловлено уменьшением потерь в окружающую среду за счет приближения температуры наружной поверхности ограждения к температуре окружающей среды (цеха).
35
дз
40
55
Формз ла изобретения
Способ управления процессом тепловой обработки изделий из бетонных смесей в камере с трехслойными ограждениями, содержащими внутренний, средний и наружный слои, путем подачи теплоносителя в камеру и контроля температуры среды, отличающийся тем, что, с целью сниже 100
ния энергозатрат, производят дополнительный контроль температуры внутреннего и среднего слоев ограждений, а подачу теплоносителя осуществляют циклически до достижения температуры среднего слоя, превьппающей на 5-1 температуру снаружи камеры, и после снижения температуры внутреннего слоя до 45-55 С.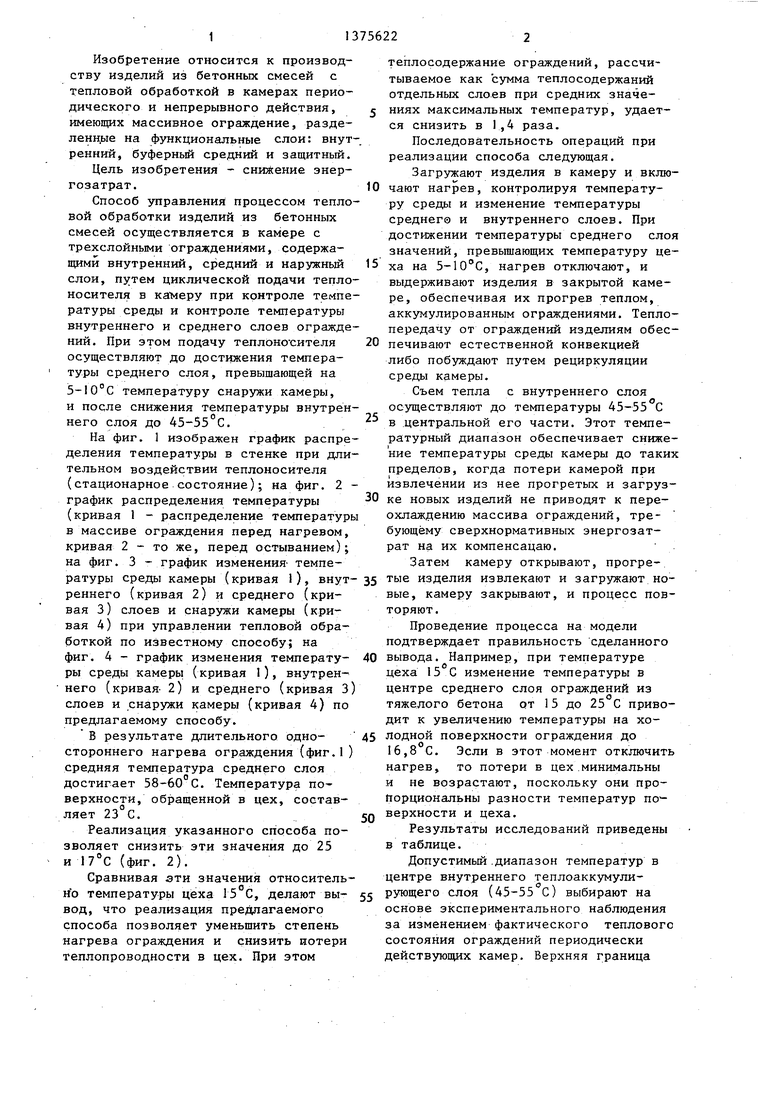
| название | год | авторы | номер документа |
|---|---|---|---|
| ПАНЕЛЬ ДЛЯ ОТОПЛЕНИЯ ПОМЕЩЕНИЯ | 2002 |
|
RU2208205C1 |
| ТРЕХСЛОЙНАЯ РЕСУРСОСБЕРЕГАЮЩАЯ ЖЕЛЕЗОБЕТОННАЯ ПАНЕЛЬ | 2014 |
|
RU2558874C1 |
| Устройство для тепловой обработки железобетонных изделий | 1983 |
|
SU1183492A1 |
| Камера для тепловой обработки бетонных изделий | 1981 |
|
SU968017A1 |
| Трехслойная ресурсосберегающая железобетонная панель | 2019 |
|
RU2715067C1 |
| Способ тепловлажностной обработки железобетонных изделий | 1989 |
|
SU1742274A1 |
| Трехслойная ресурсосберегающая железобетонная панель | 2017 |
|
RU2669897C1 |
| Трехслойная ресурсосберегающая железобетонная панель | 2016 |
|
RU2621240C1 |
| ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА МЕТАЛЛА | 2017 |
|
RU2656426C1 |
| Трехслойная ресурсосберегающая железобетонная панель | 2016 |
|
RU2640838C1 |
Изобретение относится к производству изделий из бетонных смесей с тепловой обработкой в камерах периодического действия, имеющих массивные ограждения, разделенные на функциональные слои: теплоаккумули- рующий - внутренний, буферный средний и защитный. Цель изобретения - снижение энергозатрат. Способ управления процессом тепловой обработки изделий из бетонных смесей осуществляется в камере с трехслойньми ограждениями, содержащими внутренний, средний и наружный слои, путем циклической подачи теплоносителя в камеру при контроле температуры среды и контроле температуры внутреннего и среднего слоев ограждений. При этом подачу теплоносителя осуществляют до достижения температуры среднего слоя, превьшающей на 5-IO С температуру снаружи камеры, и после снижения температуры внутреннего слоя до 45- . 4 ил. I табл. i (Л
Толщина стенки, gcfl.eo.
0t/9.1
Толщина стенки (/сл.ед.
Фиг.2
| Гришан А.А | |||
| Использование теплоты, аккумулированной ограждениями пропарочных камер | |||
| - Бетон и железобетон, 1984, № 3, с 13-14 | |||
| Кронгауз С.Д | |||
| Тепловая обработка и теплоснабжение на заводах сборного железобетона | |||
| - М.: Стройиздат, 1961, с | |||
| Регулятор давления для автоматических тормозов с сжатым воздухом | 1921 |
|
SU195A1 |
