Известные установки для диффузионной сварки лгеталлов состоят из вакуумной камеры с водяным охлаждением, опорной плиты, нагревательного устройства и устройства для создания давления на свариваемые детали.
Недостатками этих установок является низкая ироизводительнссть благодаря тому, что подъем и опускание камеры осуществляются вручную; плохое качество сварки, в связи с тем, что охлаждение колпака камеры осуществляется только в нижней его части, что приводит к нарущению вакуума.
Предложенная установка лишена этих недостатков.
Сущность изобретения .заключается в том, что в установке осуществлено водяное охлаждение опорной плиты и верхней части вакуумно : камеры, а подъем и опускапие камеры производятся с помощью гидропривода.
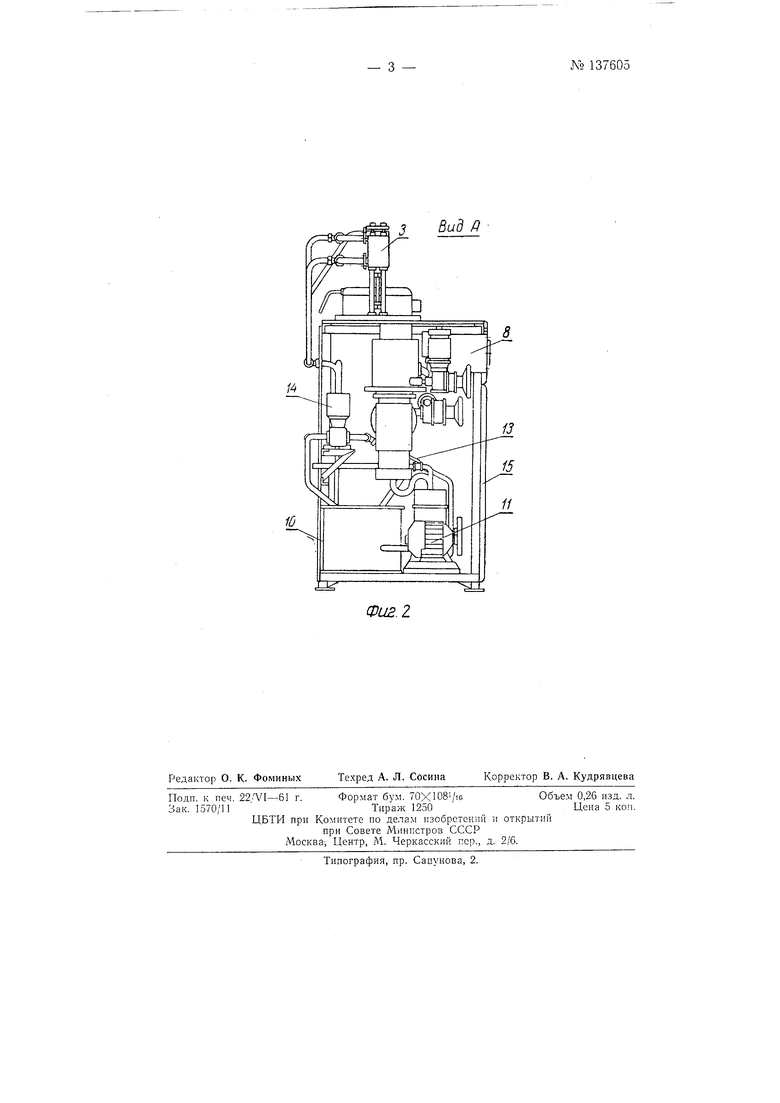
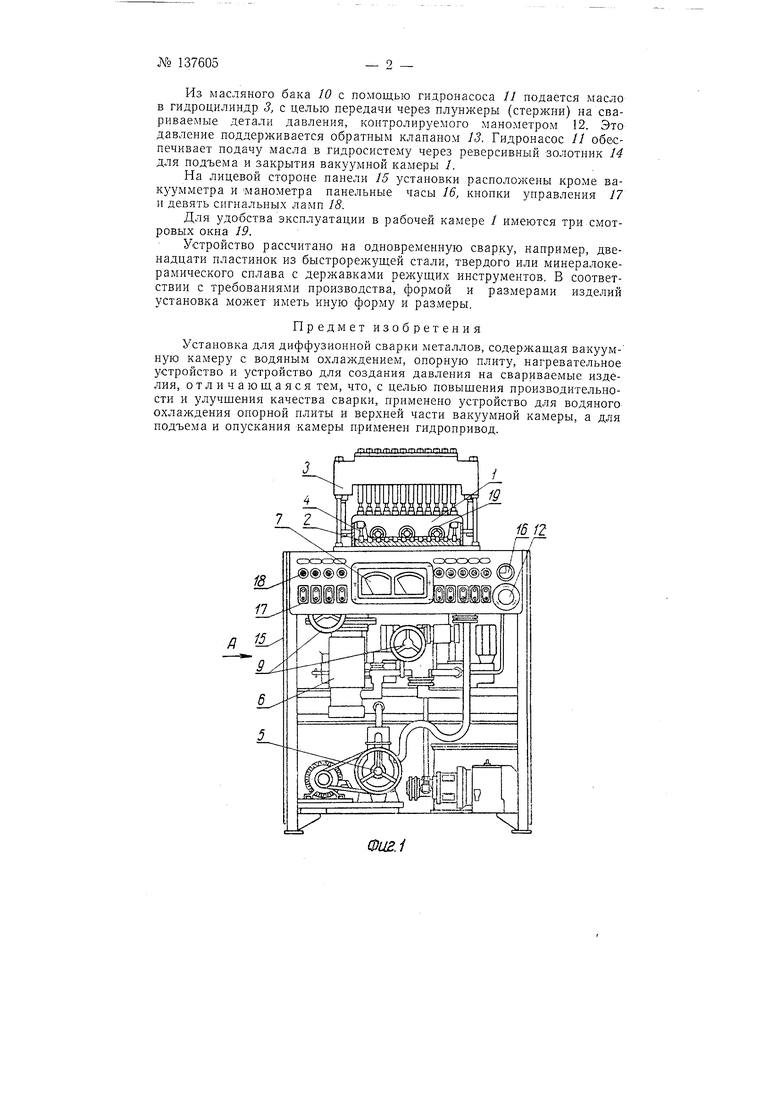
На фиг. 1 схематично изображен общий вид установки с частичным разрезом вакуумной камеры; на фиг. 2 - вид по стрелке А на фиг. 1.
Установка состоит из вакуумной сварочной камеры / с водяным охлаждением (в ее верхней части) и тепловым экраном над свариваемыми деталями; электронагревательных устройств (индукторов) 2 для осуществления бесконтактного нагрева свариваемых изделий; блока гидроцилиндра 3, обеспечивающего создание давления на свариваемые изделия через нажимные стержни 4; двух вакуумных насосов: масляного ротационного 5 для предварительного разрежения и диффузионного паромасляного 6 для более низкого разрежения. Измерение давления в рабочей камере производится при помощи электрических манометрических ламп типа ЛТ2 (на схеме не показаны), соединенных с вакуумметром 7. Температура нагрева контролируется при помощи платиновой (или иной) термопары, выводы которой соединены .с потенциометром 8. На входе диффузионного паромасляного насоса 6 установлены сблокированные затворы 9, открытие и закрытие которых производится с пульта управления, что позволяет сохранить паромасляный насос 6 в «горячем состоянии после первого нагрева диффузионного масла.
Из масляного бака 10 с помощью гидронасоса // подается масло в гидроцилиндр 3, с целью передачи через плунжеры (стержни) на свариваемые детали давления, контролируемого манометром 12. Это давление поддерживается обратным клапаном J3. Гидронасос // обеспечивает подачу масла в гидросистему через реверсивный золотник 14 для подъема и закрытия вакуумной камеры /.
На лицевой стороне панели J5 устаиовки расположеиы кроме вакуумметра и манометра панельные часы 16, кнопки управления /7 и девять сигнальных ламп 18.
Для удобства эксплуатации в рабочей камере / имеются три смотровых окна J9.
Устройство рассчитано на одновременную сварку, например, двенадцати пластинок из быстрорежущей стали, твердого или минералокерамического сплава с державками рел{ущих инструментов. В соответствии с требованиями производства, формой и размерами изделий установка может иметь иную форму и размеры.
Предмет изобретения
Установка для диффузионной сварки металлов, содержащая вакуумиую камеру с водяным охлаждением, опорную плиту, нагревательное устройство и устройство для создания давления на свариваемые изделия, отличающаяся тем, что, с целью повыщения производительности и улучщения качества сварки, применено устройство для водяного охлаждения опорной плиты и верхней части вакзумной камеры, а для подъема и опускания камеры применен гидропривод.
грфгрг 1грфффг; Ф
j Вид P Фиг. 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для диффузионной сварки металлов | 1958 |
|
SU118926A1 |
| Устройство для диффузионной сварки металлов | 1960 |
|
SU136837A1 |
| МАНОМЕТРЫ АБСОЛЮТНОГО ДАВЛЕНИЯ С ПОРШНЕВОЙ ПАРОЙ, ОБРАЗОВАННОЙ СТРУКТУРНО-СОПРЯЖЕННЫМИ МАГНЕТИКАМИ (ВАРИАНТЫ) | 2014 |
|
RU2581438C2 |
| Установка для диффузионной сварки | 1970 |
|
SU326816A1 |
| УСТАНОВКА С ПОВОРОТНОЙ ПЛАНШАЙБОЙ ДЛЯ ДИФФУЗИОННОЙ СВАРКИ В ВАКУУМЕ | 2001 |
|
RU2183540C1 |
| Установка для диффузионной сварки | 1976 |
|
SU612764A1 |
| УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ | 2007 |
|
RU2355537C1 |
| Способ диффузионной сварки материалов | 1973 |
|
SU493096A1 |
| УСТРОЙСТВО ДЛЯ ВАКУУМНОЙ ТЕРМООБРАБОТКИИЗДЕЛИЙ | 1972 |
|
SU351915A1 |
| СПОСОБ РЕГЕНЕРАЦИИ ОТРАБОТАННЫХ МАСЕЛ | 2021 |
|
RU2782924C1 |