Изобретение относится к сварочной технике, в частности к установкам для диффузионной сварки в вакууме, снабженным устройствами, позволяющими одновременно загружать в вакуумную камеру группу заготовок и диффузионно их сваривать за одну вакуумную откачку рабочей камеры.
Известна установка для диффузионной сварки, в которой повышение производительности сварки однотипных заготовок достигается за счет установки группы заготовок на специальном столе, установленном в вакуумной сварочной камере, вокруг которого смонтирован общий нагреватель, а над каждой заготовкой или пирамидой из однотипных заготовок установлены силовые штоки, питаемые от единой гидравлической системы (см. авт. свид. СССР 612764, МПК В 23 К 20/14, 1978 г.).
В известной конструкции установки вся группа заготовок нагревается и сдавливается одновременно, при этом каждая заготовка или пирамида, например, из трех заготовок, поставленных друг на друга, сдавливается каждая своим силовым штоком.
Недостатком этой установки является то, что конструкция сварочной камеры приспособлена только для сварки деталей простой конфигурации, свариваемых по торцам, преимущественно в виде коротких цилиндров, которые необходимо только нагреть до температуры диффузионной сварки, сдавить и выдержать заданное время при температуре сварки.
При этом максимальный рабочий ход каждого силового штока, выполненного в виде набора шаров, помещенных в цилиндрические патрубки, ограничен максимально возможным рабочим ходом мембраны, отделяющей масло гидравлической системы, с помощью которой создают сдавливание свариваемых поверхностей.
На этой установке практически невозможно сваривать трубчатые заготовки, собранные внахлестку, т.к. нахлесточные соединения труб чаще всего свариваются с помощью радиальной раздачи стенок, которая в отдельных случаях требует перемещения силового штока на 100 и более миллиметров.
Кроме этого, наличие общего для всей группы заготовок нагревателя удлиняет время, как нагрева, так и охлаждения до температуры, когда заготовки, например, из активных металлов, не подвергаются окислению на воздухе.
Наиболее близкой к описываемому изобретению по технической сущности и достигаемому результату является установка для диффузионной сварки в вакууме с поворотной планшайбой, содержащая вакуумную камеру с системой обеспечения разрежения, поворотную планшайбу, на которой размещаются свариваемые заготовки, два силовых штока с гидравлическими приводами и высокочастотный индуктор (нагреватель), соосно расположенный и скрепленный с одним из силовых штоков (см. Н.Ф. Казаков. Диффузионная сварка материалов. М.: Машиностроение, 1976 г., стр. 116).
Свариваемые заготовки располагают в специальных гнездах, равномерно расположенных по кругу планшайбы.
При подъеме силовых штоков на высоту, превышающую высоту свариваемых заготовок, высокочастотный нагреватель, скрепленный с одним из силовых штоков, также поднимается над свариваемыми заготовками, давая возможность поворачивать на заданный угол планшайбу, при этом две заготовки устанавливаются соосно с силовыми штоками.
Для увеличения производительности процесс диффузионной сварки ведется по следующей схеме: сначала две заготовки за счет поворота планшайбы устанавливаются соосно силовым штокам, после чего штоки опускаются и сдавливают свариваемые поверхности, при этом одновременно на одну из заготовок вместе с силовым штоком опускается высокочастотный нагреватель, а после достижения рабочего разрежения в камере включается высокочастотный нагрев, который нагревает место сварки до температуры диффузионной сварки, после чего штоки и индуктор поднимают, а планшайбу поворачивают на заданный угол таким образом, чтобы нагретая заготовка встала соосно со штоком, где нет высокочастотного нагревателя, а новая заготовка встала под силовой шток с нагревателем, после чего штоки и нагреватель опускаются на свариваемые заготовки.
Уже нагретая до температуры диффузионной сварки заготовка сжимается с рабочим усилием сдавливания, чтобы прошли процессы взаимной диффузии и сформировалось сварное соединение, а место сварки новой холодной заготовки сдавливается и нагревается до температуры диффузионной сварки.
Потом процесс повторяется. Штоки поднимаются, планшайба поворачивается на заданный угол, под нагреватель устанавливается новая холодная заготовка, а уже нагретая до температуры диффузионной сварки встает под второй силовой шток, а уже сваренная выводится на остывание.
Недостатком известной установки для диффузионной сварки является наличие в вакуумной сварочной камере подвижного высокочастотного нагревателя.
Общеизвестно, что нагрев высокочастотным током требует тщательной центровки нагревателя относительно оси нагреваемой заготовки. Любая несоосность ведет к перегреву одной части заготовки вплоть до ее расплавления и недогреву другой, а все вместе к браку сварного соединения.
С увеличением габарита и веса свариваемых заготовок растут мощности подвижного высокочастотного нагревателя и связанные с этим сложности устройств для перемещения и подвода к нему высокочастотной энергии. Чем больше мощность высокочастотного нагревателя, тем выше сложность подводящих устройств и их стоимость.
Еще одним недостатком является то, что на поворотную планшайбу в процессе сварки давят два силовых штока, усилие которых при больших заготовках могут достигать нескольких десятков тонн.
При таких нагрузках конструкцию поворотной планшайбы необходимо делать очень прочной, тяжелой, неудобной в монтаже и инерционной при повороте на заданный угол, что требует применения электропривода с системой точного останова.
Задачей, на решение которой направлено заявляемое изобретение, является повышение соосности между высокочастотным нагревателем и свариваемой заготовкой, а также снижение веса планшайбы и усилий для поворота ее на заданный угол.
Технический результат заключается в том, что улучшена равномерность нагрева свариваемых заготовок, а планшайба разгружена от давления силового штока и несет силовую нагрузку только от веса заготовок, расположенных на планшайбе, при этом ее подшипниковая опора перенесена с периферии планшайбы на ее центральный вал, что упростило конструкцию и облегчило поворот планшайбы на заданный угол с помощью ручного рычага, а также снизило стоимость изготовления установки.
Заявленная конструкция установки проста в изготовлении и обслуживании, а планшайба для размещения заготовок выполнена из обычного листа, толщиной не более 10 мм, что снижает стоимость планшайбы и установки в целом.
Указанный технический результат достигается тем, что в известной установке для диффузионной сварки в вакууме с поворотной планшайбой, содержащей вакуумную камеру с системой обеспечения разрежения, вал планшайбы, нагреватель с источником питания, силовой шток с приводом, установленный на одной оси с нагревателем, под камерой установлен ручной рычаг поворота планшайбы, кинематически связанный с валом планшайбы, нагреватель жестко закреплен на боковой стенке вакуумной камеры на высоте, превышающей возможную высоту устанавливаемых на планшайбе свариваемых заготовок, при этом над нагревателем на одной оси с ним установлен упор, а силовой шток размещен под планшайбой, в которой для прохождения через нее силового штока и размещения заготовок выполнены отверстия, оси которых при повороте планшайбы на заданный угол поочередно совмещаются с осью силового штока. Кроме того:
- привод силового штока выполнен механическим;
- упор установлен на поршне гидравлического цилиндра, снабженного манометром, выведенным за пределы камеры;
- привод силового штока выполнен гидравлическим;
- вакуумная камера установлена на подставке;
- вакуумная камера снабжена люком для загрузки и выгрузки заготовок;
- стенки вакуумной камеры выполнены водоохлаждаемыми;
- в отверстиях планшайбы установлены съемные кольца для размещения и центровки свариваемых заготовок;
- конец силового штока и конец упора выполнены из набора колец, разделенных между собой слоями из теплоизолирующего материала.
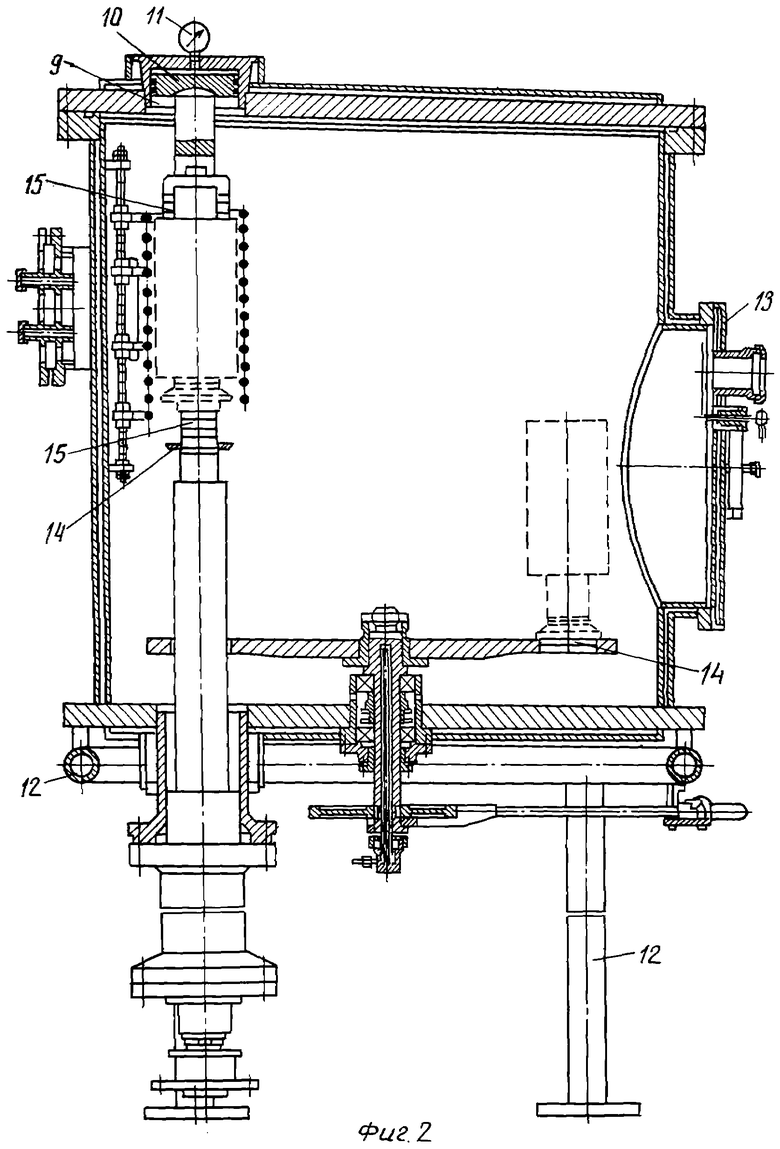
Сущность изобретения поясняется чертежами, где на фиг.1 показана установка с поворотной планшайбой в положении, когда силовой шток полностью убран под планшайбу, которая с заготовками может свободно поворачиваться на заданные углы и устанавливать выбранную заготовку соосно силовому штоку и нагревателю, а на фиг.2 показана установка в положении, когда силовой шток поднял свариваемую заготовку с поворотной планшайбы и поместил ее в высокочастотный нагреватель.
Установка содержит вакуумную камеру 1 с системой обеспечения разрежения (не показана), поворотную планшайбу 2 с валом 3, силовой шток 4 с приводом 5, высокочастотный нагреватель 6 с источником питания (не показан), упор 7, ручной рычаг 8, гидравлический цилиндр 9, поршень 10, манометр 11, подставку для камеры 12, люк 13 для загрузки и выгрузки заготовок, съемные кольца 14, наборы для колец 15, разделенных слоями из теплоизолирующего материала.
Установка силового штока 4 с приводом 5 под поворотной планшайбой 2, в которой выполнены отверстия для прохождения силового штока, разгрузила планшайбу 2 от силового воздействия штока. Это, в свою очередь, позволило изготовить планшайбу из обычного листа толщиной 6-10 мм, т.к. на планшайбу давит только вес свариваемых заготовок. Облегчение планшайбы 2 позволило заменить механический привод с редуктором на простой ручной в виде поворотного рычага 8, механически соединенного с осью 3 планшайбы 2.
Нижнее расположение силового штока 4 и наличие в планшайбе отверстий, через которые может проходить силовой шток, решило вопрос о стабильной соосности между свариваемой заготовкой и высокочастотным нагревателем 6.
Достигается это тем, что нагреватель жестко закреплен на стенке камеры соосно с силовым штоком, на котором заготовка поднимается для нагрева в высокочастотный нагреватель. Чтобы заготовка при повороте планшайбы устанавливалась соосно штоку 4, в отверстиях планшайбы установлены съемные кольца, у которых на наружном диаметре выполнено посадочное место на отверстие планшайбы, а на внутреннем диаметре выполнено посадочное место для свариваемой заготовки, что обеспечивает заготовке соосность штоку и высокочастотному нагревателю и, следовательно, равномерный по окружности нагрев.
Над нагревателем 6 установлен упор 7, к которому силовой шток 4 поднимает заготовку после того, как она нагреется до температуры диффузионной сварки. Если привод у силового штока механический, то упор 7 устанавливается на гидроштоке 10 гидроцилиндра, что позволяет точно дозировать и контролировать силу сдавливания, необходимую для сварки заготовок из конкретных материалов.
Для силового штока 4 с гидравлическим приводом контроль силы сдавливания при сварке обеспечивается стандартным замером гидравлического давления в цилиндре привода с помощью манометра гидросистемы.
С целью снижения теплопередачи от нагретой заготовки на силовой шток 4 и верхний упор 7 концы штока и упора выполнены из набора колец 15, изолированных друг от друга слоями из теплоизолирующего материала, например из окиси хрома, нанесенного на кольца плазменным напылением.
Установка работает следующим образом.
Свариваемые детали через люк 13 загружают в вакуумную камеру 1 и устанавливают на съемные кольца 14 поворотной планшайбы 2. Люк 13 закрывают и в камере 1 создают рабочее разрежение, например, 5•10-5 мм.рт.ст.
После достижения в камере рабочего вакуума устанавливают поворотную планшайбу таким образом, чтобы отверстие с установленной на нем заготовкой для сварки совпало с осью штока 4 и с помощью поворотного рычага 7 зафиксировалось в этом положении.
После этого включают подъем силового штока 4. В процессе подъема силового штока 4 заготовка вместе с кольцом 14 поднимается и останавливается в нагревателе 6, не касаясь колец 15 упора 7. После нагрева заготовки до температуры диффузионной сварки опять включают подъем штока 4 до соприкосновения нагретой заготовки с кольцами 15 упора 7 и фиксируют усилие сдавливания по манометру 11, если силовой шток с механическим приводом, или по манометру на гидравлической системе, если силовой шток с гидравлическим приводом.
При сварке трубчатых заготовок с нахлесточным соединением с использованием конусного дорна для создания радиального сдавливания между свариваемыми стенками производят дальнейший подъем силового штока до полной запрессовки конусного дорна в свариваемую заготовку, после чего заготовку выдерживают при температуре диффузионной сварки заданное время.
После сварки нагреватель выключают, а силовой шток опускают под планшайбу, при этом сваренная заготовка с кольцом 14 автоматически устанавливается на планшайбе 2, которую поворачивают на заданный угол, чтобы следующая заготовка, подлежащая сварке, встала соосно со штоком 4. Шток опять поднимают и процесс диффузионной сварки повторяется.
Когда все заготовки будут сварены, в вакуумную камеру напускают инертный газ, чтобы ускорить охлаждение сваренных заготовок за счет ускорения передачи тепла от заготовок к охлаждаемым водой стенкам вакуумной камеры.
После охлаждения заготовок до заданной температуры люк 13 открывается и сваренные заготовки выгружаются, а на их место устанавливаются новые заготовки, подлежащие диффузионной сварке.
Установка с поворотной планшайбой, например около 1 метра в диаметре, может сваривать за одну загрузку не менее 18 заготовок диаметром около 100 мм.
Установка позволяет получать сварные соединения по торцам, а также трубчатые соединения внахлестку в широком диапазоне размеров заготовок.
Установка проста в изготовлении и обслуживании, повышает производительность труда и качество сварки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУАВТОМАТИЧЕСКАЯ УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ ТРУБЧАТЫХ ЗАГОТОВОК | 2001 |
|
RU2188107C1 |
| ОДНОПОСТОВАЯ УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ В ВАКУУМЕ КОРОТКИХ ТРУБ ВНАХЛЕСТКУ | 2001 |
|
RU2183541C1 |
| УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ ВНАХЛЕСТКУ ТРУБЧАТЫХ ПЕРЕХОДНИКОВ | 2001 |
|
RU2184020C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ПЕРЕХОДНИКОВ ЦИРКОНИЙ-СТАЛЬ | 2004 |
|
RU2268125C1 |
| ПРЕСС ДЛЯ ДИФФУЗИОННОЙ СВАРКИ | 2003 |
|
RU2238829C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАЛОГАБАРИТНЫХ ТРУБЧАТЫХ ПЕРЕХОДНИКОВ ИЗ РАЗНОРОДНЫХ МЕТАЛЛОВ | 2001 |
|
RU2192340C1 |
| УСТРОЙСТВО ДЛЯ ДИФФУЗИОННОЙ СВАРКИ | 2003 |
|
RU2237559C1 |
| УСТРОЙСТВО ДЛЯ ДИФФУЗИОННОЙ СВАРКИ КОЛЕЦ ИЗ РАЗНОРОДНЫХ МЕТАЛЛОВ | 2003 |
|
RU2237560C1 |
| РОЛИКОВЫЙ РАСКАТНИК ДЛЯ ДИФФУЗИОННОЙ СВАРКИ РАЗНОРОДНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2001 |
|
RU2182062C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ РАЗНОРОДНЫХ МЕТАЛЛОВ | 2003 |
|
RU2239529C1 |
Изобретение относится к сварочной технике, в частности к установкам, снабженным устройствами, позволяющими одновременно загружать в вакуумную камеру группу заготовок и сваривать их за одну вакуумную откачку рабочей камеры. Улучшение равномерности нагрева свариваемых заготовок, а также снижение веса планшайбы и усилий для ее поворота достигается тем, что под камерой установлен ручной рычаг поворота планшайбы, кинематически связанный с валом планшайбы. Нагреватель жестко закреплен на боковой стенке вакуумной камеры на высоте, превышающей возможную высоту устанавливаемых на планшайбе свариваемых заготовок. Над нагревателем на одной оси с ним установлен упор. Силовой шток размещен под планшайбой, в которой для прохождения через нее силового штока и размещения заготовок выполнены отверстия, оси которых при повороте планшайбы на заданный угол поочередно совмещаются с осью силового штока. Привод силового штока может быть выполнен механическим или гидравлическим. Упор установлен на поршне гидравлического цилиндра, снабженного манометром, выведенным за пределы камеры. 8 з.п. ф-лы, 2 ил.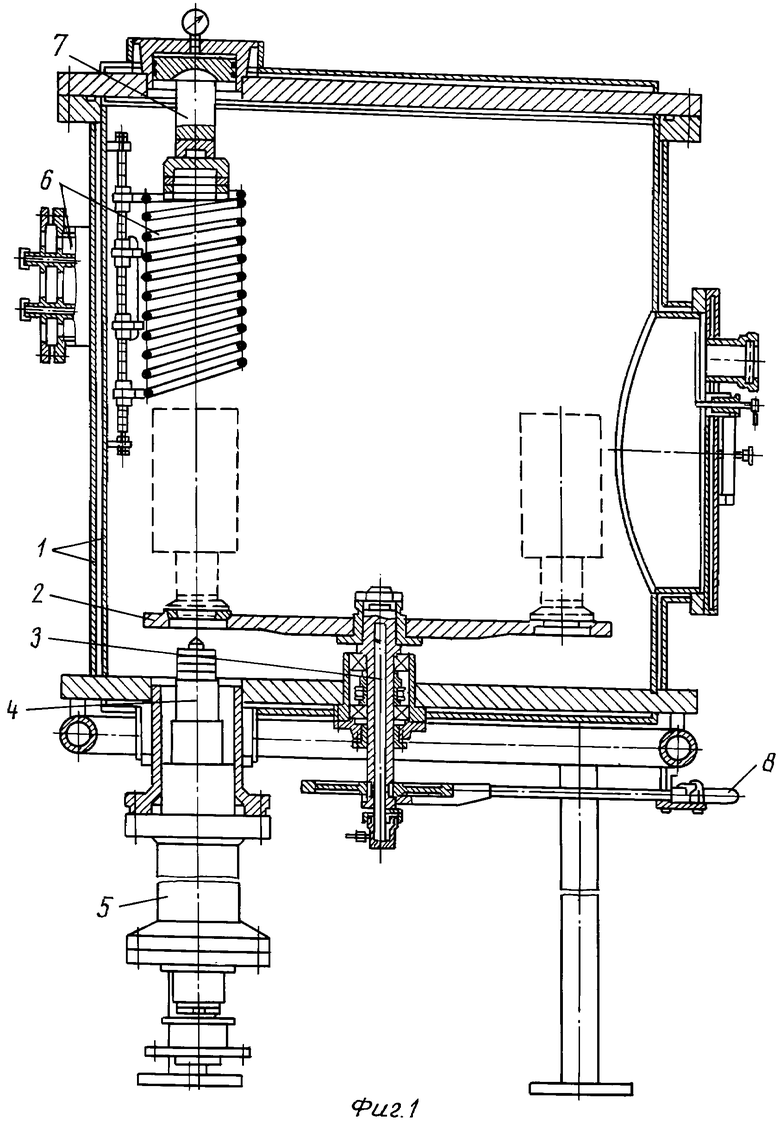
| КАЗАКОВ Н.Ф | |||
| Диффузионная сварка материалов | |||
| - М.: Машиностроение, 1976, с | |||
| Способ получения бензидиновых оснований | 1921 |
|
SU116A1 |
| Установка для сварки давлением | 1986 |
|
SU1324804A1 |
| РОЛИКОВЫЙ РАСКАТНИК ДЛЯ СОЗДАНИЯ СВАРОЧНОГО ДАВЛЕНИЯ ПРИ ДИФФУЗИОННОЙ СВАРКЕ ТРУБ ВНАХЛЕСТКУ | 1999 |
|
RU2164197C1 |
| УСТРОЙСТВО ДЛЯ ВВЕДЕНИЯ КИНЕМАТИЧЕСКИХ ПОПРАВОК | 1966 |
|
SU216968A1 |
| US 5165591, 24.11.1992. | |||

