Изобретение относится к производству магнитопроводов (сердечников), которые широко применяются в автоматических, телемеханических и вычислительных устройствах и может быть использовано в электропромышленности, радиопромышленности, на предприятиях черной металургии и в научно-исследовательских учреждениях, занимающихся разработкой и внедрением изделий с применением ленточных магнитных материалов.
Известно устройство для вакуумной термообработки изделий, состоящее из герметизированной рабочей камеры с нагревателями и термопарой и вакуумного агрегата с азотной ловущкой. Вакуум в известном устройстве используется только в качестве защиты материала от окисления при его нагревании, а не как среда, способная изменять магнитные свойства изделий. Отсутствие регуляторов разряжения не позволяет снизить большой отход в брак изделий после их термообработки. Охлаждение ловушки жидким азотом осуществляется с большими перебоями из-за трудностей его транспортировки, что не позволяет стабилизировать вакуум в рабочей камере.
пульсных характеристик с узкими допусками и увеличение количества используемых плавок при изготовлении магнитопроводов. Это достигается путем применения натекателя для регулирования разряжения в рабочем пространстве при термообработке магнитопроводов, двух компрессоров для охлаждения ловушки фреоном марки 22, служащей для улавливания паров масла, проникающих
в систему из нагретого диффузионного насоса, и предохранения рабочего пространства от загрязнения продуктами сгораиия масла, применения в качестве рабочего объема, где помещаются магнитопроводы во время термообработки, цилиндрического контейнера из жаропрочной стали и раскладывающейся электропечи, а также приспособления для перемещения тары с образцами из зоны максимального нагрева в холодную часть контейнера, обеспечивающих быстрое охлаждение магнитопроводов, и помещения спая термопары внутрь контейнера, в непосредственной близости от обрабатываемых магнитопроводов.
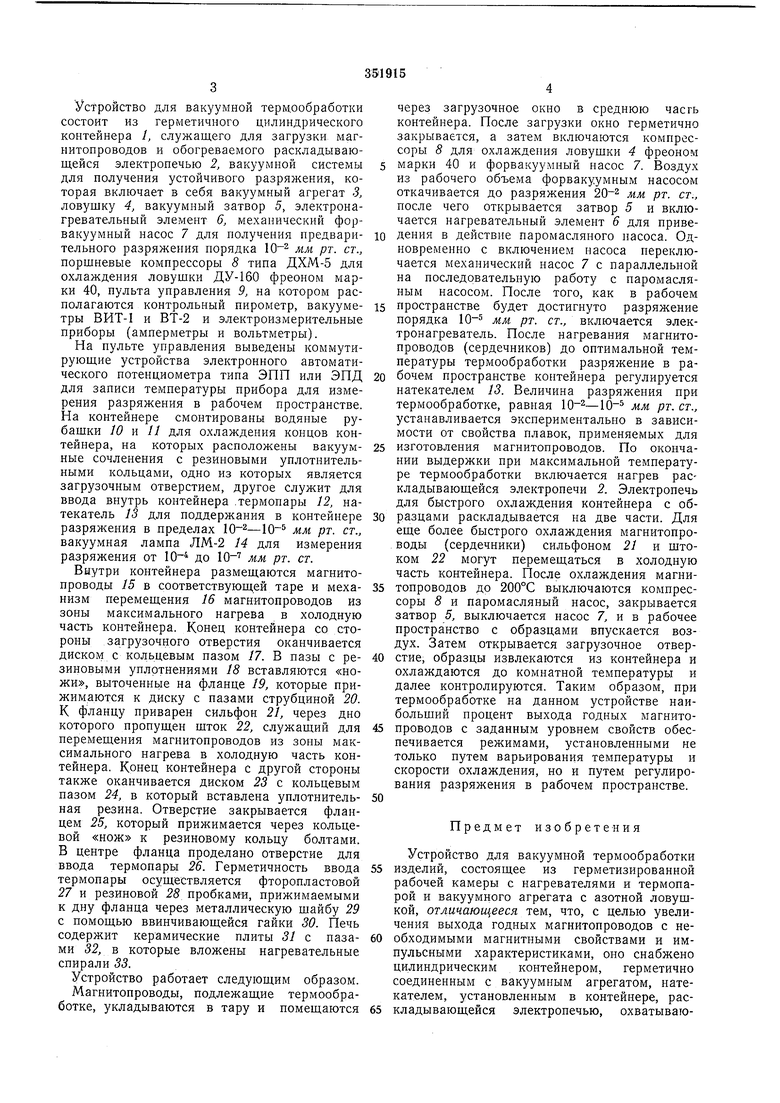
На фиг. 1 изображено устройство для вакуумной термообработки магнитопроводов (сердечников) из ленточных магнитных материалов, общий вид и узлы соединения; на фиг. 2 - разрез печи по А-Л на фиг. I; на
Устройство для вакуумной термообработки состоит из герметичного цилиндрического контейнера 1, служащего для загрузки магнитопроводов и обогреваемого раскладывающейся электропечью 2, вакуумной системы для получения устойчивого разряжения, которая включает в себя вакуумный агрегат 3, ловущку 4, вакуумный затвор 5, электронагревательный элемент 6, механический форвакуумный насос 7 для получения предварительного разряжения порядка 10 мм рт. ст., порщневые компрессоры 8 типа ДХМ-5 для охлаждения ловушки ДУ-160 фреоном марки 40, пульта управления 9, на котором располагаются контрольный пирометр, вакууметры ВИТ-1 и ВТ-2 и электроизмерительные приборы (амперметры и вольтметры).
На пульте управления выведены коммутирующие устройства электронного автоматического потенциометра типа ЭПП или ЭПД для записи температуры прибора для измерения разряжения в рабочем пространстве. На контейнере смонтированы водяные рубашки 10 и 11 для охлаждения концов контейнера, на которых расположены вакуумные сочленения с резиновыми уплотнительными кольцами, одно из которых является загрузочным отверстием, другое служит для ввода внутрь контейнера .термопары 12, натекатель 13 для поддержания в контейнере разряжения в пределах мм рт. ст., вакуумная лампа ЛМ.-2 14 для измерения разряжения от 10 до мм рт. ст.
Внутри контейнера размещаются магнитопроводы 15 в соответствующей таре и механизм перемещения 16 магнитопроводов из зоны максимального нагрева в холодную часть контейнера. Конец контейнера со стороны загрузочного отверстия оканчивается диском с кольцевым пазом 17. В пазы с резиновыми уплотнениями 18 вставляются «ножи, выточеннь1е на фланце 19, которые прижимаются к диску с пазами струбциной 20. К фланцу приварен сильфон 21, через дно которого пропущен щток 22, служащий для перемещения магнитопроводов из зоны максимального нагрева в холодную часть контейнера. Конец контейнера с другой стороны также оканчивается диском 23 с кольцевым пазом 24, в который вставлена уплотнительная резина. Отверстие закрывается фланцем 25, который прижимается через кольцевой «нож к резиновому кольцу болтами. В центре фланца проделано отверстие для ввода термопары 26. Герметичность ввода термопары осуществляется фторопластовой 27 и резиновой 28 пробками, прижимаемыми к дну фланца через металлическую шайбу 29 с помощью ввинчивающейся гайки 30. Печь содержит керамические плиты 31 с пазами 32, в которые вложены нагревательные спирали 33.
через загрузочное окно в среднюю часть контейнера. После загрузки окно герметично закрывается, а затем включаются компрессоры 8 для охлаждения ловущки 4 фреоном
марки 40 и форвакуумный насос 7. Воздух из рабочего объема форвакуумным насосом откачивается до разряжения мм рт. ст., после чего открывается затвор 5 и включается нагревательный элемент 6 для приведения в действие паромасляного насоса. Одновременно с включением насоса переключается механический насос 7 с параллельной на последовательную работу с паромасляным насосом. После того, как в рабочем
пространстве будет достигнуто разряжение порядка 10 мм рт. ст., включается электронагреватель. После нагревания магнитопроводов (сердечников) до оптимальной температуры термообработки разряжение в рабочем пространстве контейнера регулируется натекателем 13. Величина разряжения при термообработке, равная мм рт. ст., устанавливается экспериментально в зависимости от свойства плавок, применяемых для
изготовления магнитопроводов. По окончании выдержки при максимальной температуре термообработки включается нагрев раскладывающейся электропечи 2. Электропечь для быстрого охлаждения контейнера с образцами раскладывается на две части. Для еще более быстрого охлаждения магнитопроводы (сердечники) сильфоном 21 и штоком 22 могут перемещаться в холодную часть контейнера. После охлаждения магнитопроводов до 200°С выключаются компрессоры 8 и паромасляный насос, закрывается затвор 5, выключается насос 7, и в рабочее пространство с образцами впускается воздух. Затем открывается загрузочное отверстие, образцы извлекаются из контейнера и охлаждаются до комнатной температуры и далее контролируются. Таким образом, при термообработке на данном устройстве наибольший процент выхода годных магнитопроводов с заданным уровнем свойств обеспечивается режимами, установленными не только путем варьирования температуры и скорости охлаждения, но и путем регулирования разряжения в рабочем пространстве.
Предмет изобретения
Устройство для вакуумной термообработки изделий, состоящее из герметизированной рабочей камеры с нагревателями и термопарой и вакуумного агрегата с азотной ловущкой, отличающееся тем, что, с целью увеличения выхода годных магнитопроводов с необходимыми магнитными свойствами и импульсными характеристиками, оно снабжено цилиндрическим контейнером, герметично соединенным с вакуумным агрегатом, натекателем, установленным в контейнере, раскладывающейся электропечью, охватываю
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ПОЛУНЕПРЕРЫВНОЙ | 1968 |
|
SU231821A1 |
| Устройство для вакуумной термообработки изделий | 1978 |
|
SU720272A1 |
| ПОЛУАВТОМАТ ДЛЯ ОТКАЧКИ ЭЛЕКТРОВАКУУМНЫХПРИБОРОВ | 1971 |
|
SU321871A1 |
| Установка для очистки ртути | 1978 |
|
SU724157A1 |
| Устройство для откачки, цоколевки, прокалки аквадага, выжигания нитроклетчатки и тренировки электронно-лучевых трубок | 1959 |
|
SU133931A1 |
| Устройство для защиты вакуумных установок от наполнения маслом при остановке насоса | 1946 |
|
SU67734A1 |
| Вакуумная установка | 1982 |
|
SU1062432A1 |
| Электродуговой сорбционный насос | 1982 |
|
SU1065928A1 |
| УСТАНОВКА ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ | 1991 |
|
RU2016909C1 |
| Электросталеплавильная печь для переплава сложнолегированных сталей и сплавов | 1976 |
|
SU606882A1 |