Изобретение относится к теплотехнике, а именно к технологии изготовления плоских тепловых труб.
Цель изобретения - расширение области применения устройства путем использования его для герметиаации Плоской тепловой трубы после заправки теплоносителем.
На фиг.1 схематически изображено устройство с участком осевого сечения; на фиг.2 - схема размещения диета нционирующих выдавок; на.фиг.3 - участок тепловой трубы после герметизации; на фиг о 4 - то же, вид сверху.
Устройство содержит пуансон 1 и матрицу 2, контактирующие коаксиаль- но расположенными кольцевыми выступами 3 с плоскими стенками 4 тепловой трубы 5. В стенке трубы 5 выполнено
заправочное отверстие 6, а соосно с ним в пуансоне 1 - отверстие 7, снабженное штуцером 8 для подсоединения к системе заправки теплоносителем (хладагентом). Пуансон 1 снаружи выступов 3 снабжен уплотнительной кольцевой прокладкой 9, а стенки 4 трубы имеют дискретно расположенные дистанционирующие выдавки 10. Кольцевые выступы 3 на пуансоне 1 и матрице 2 соединены радиальными перемычками (не показаны). После герметизации на стенках трубы 5 остаются кольцевые и радиальные пазы 11 и 12 соответственно, Уплотнительная прокладка 9 служит для герметизации отверстия 6 при заправке трубы теплоносителем о Матрица и п уансон снабжены нагревателями 13 и 14.
00
сд
о
IN9
31
Герметизацию тепловой трубы 5 осуг ществляют следующим образом.
После заправки трубы 5 и обезга- живания ее полости сдавливают участок стенок 4 пуансоном 1 и матрицей 2 при их нагреве, при этом выдавки 10 распрямляются. На участках коль- Цевых и радиальных выступов пуансона и матрицы происходит холодная сварка стенок трубы и ее герметизация.
Формула изобретения
1. Устройство для герметизации емкостей с двумя плоскими стенками, контактирующими между собой, содержащее пуансон и матрицу, имеющие по крайней мере одну пару кольцевых выступов, размещенных напротив друг друга, и контактирующие с указанными
3775624
плоскими стенками, отличающееся тем, что, с целью расширения области применения устройства путем использования его для герметизации плоской тепловой трубы после заправки теплоносителей, в стенке тепловой трубы, контактирующей с пуансоном, соосно с его кольцевым ступом выполнено заправочное отверстие, а в самом пуансоне - отверстие для подсоединения к системе заправки, при этом пуансон снаружи кольцевого выступа снабжен уплотни 5 тельной кольцевой прокладкой, а на участках контакта стенок трубы выполнены дискретно расположенные Щ1- станционирующие выдавки.
2. Устройство по П.1, о т л и 20 чающееся тем, что выступы
пуансона и матрицы соединены радиальными перемычками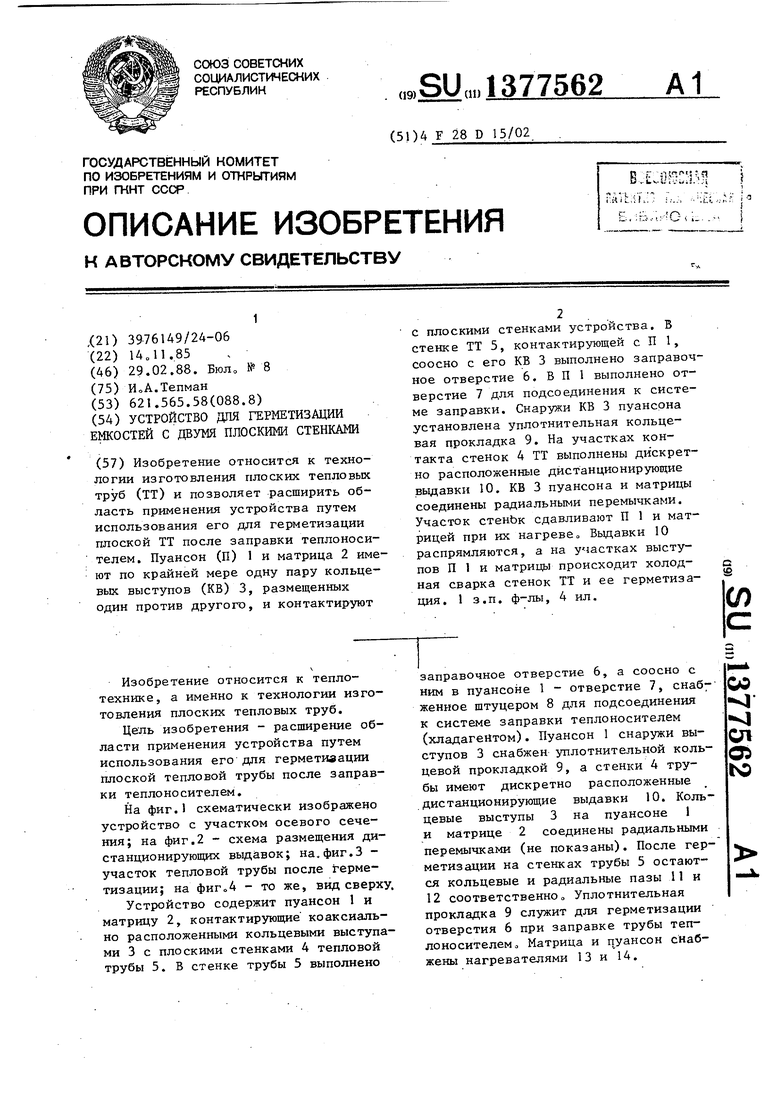
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ заполнения тепловой трубы теплоносителем | 1989 |
|
SU1740913A1 |
| Узел заправки тепловой трубы | 1987 |
|
SU1469282A1 |
| Плоская теплообменная труба | 1985 |
|
SU1315782A1 |
| КАБЕЛЬНАЯ ПРОХОДКА | 2007 |
|
RU2412408C2 |
| Матрица пластинчатого теплообменника | 2016 |
|
RU2620886C1 |
| Устройство для герметизации тепловой трубы | 1991 |
|
SU1814004A1 |
| ВЕНТИЛЬ ЗАПРАВОЧНЫЙ ДЛЯ ХИМИЧЕСКИ АГРЕССИВНЫХ СРЕД | 2020 |
|
RU2751928C1 |
| Устройство для герметизации тепловой трубы | 1989 |
|
SU1712746A1 |
| Теплообменный аппарат | 1979 |
|
SU823808A2 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2367536C1 |
Изобретение относится к технологии изготовления плоских тепловых труб (ТТ) и позволяет расширить область применения устройства путем использования его для герметизации плоской ТТ после заправки теплоносителем. Пуансон (И) 1 и матрица 2 имеют по крайней мере одну пару кольцевых выступов (KB) 3, размещенных один против другого, и контактируют с плоскими стенками устройства. В стенке ТТ 5, контактирующей с П 1, соосно с его КБ 3 выполнено заправочное отверстие 6. В П 1 выполнено отверстие 7 для подсоединения к системе заправки. Снаружи KB 3 пуансона установлена уплотнительная кольцевая прокладка 9. На участках контакта стенок 4 ТТ выполнены дискретно расположенные дистанционирующие вьщавки 10. КБ 3 пуансона и матрицы соединены радиальными перемычками. Участок стенЬк сдавливают П 1 и матрицей при их нагреве о Выдавки 10 распрямляются, а на участках выступов П 1 и матрицы происходит холодная сварка стенок ТТ и ее герметизация . I 3.П. ф-лы, 4 ил. е (Л
us.Z
Редактор
Составитель А.Лобанов
Техред М.Иоргентад Корректор Т.Колб
Фиа.4
