Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении деталей с фланцем любой приемлемой в практике холодной листовой штамповки толщины заготовки с любым соотношением диаметра фланца к диаметру вытяжки.
Известен способ изготовления полых изделий с фланцем путем вытяжки, включающий защемление периферийного кольцевого участка фланца и получение на его свободном участке кольцевого ребра. Кольцевое ребро получают конической формы путем приложения к защемленному участку фланца деформирующего усилия, направленного в сторону дна полого полуфабриката (а.с. №1750799, МПК B21D 22/20, «Способ изготовления полых изделий с фланцем», опубл. 30.07.92, бюл. №28).
Недостатками известного способа являются:
1) Очевидно, что не при любых соотношениях диаметра фланца к диаметру вытяжки можно обеспечить оптимальную конфигурацию кольцевого ребра, при которой происходит его эффективная осадка и хорошее распрямление фланца.
2) Сложность штамповой оснастки и оборудования, у которых необходимо обеспечить воздействие на штампуемую заготовку одновременно трех усилий: усилия вытяжки, усилия, обеспечивающего заталкивание части фланца заготовки в очаг деформации и распрямление фланца, а также усилия защемления периферийного кольца фланца заготовки.
Наиболее близким техническим решением является способ глубокой вытяжки, где для увеличения глубины вытяжки производят резервирование штампуемого материала в кольцевых канавках, расположенных на фланце заготовки с последующим перетягиванием штампуемого материала на пуансон.
Дополнительно осуществляют резервирование материала в центральной части заготовки, образуя в ней полость, а перетягивание штампуемого материала из зон резервирования производят при его торможении, (патент №2245207, МПК B21D 22/20, «Способ глубокой вытяжки», опубл. 27.01.2005). Указанным способом возможно получать детали глубокой вытяжкой только из тонколистовых заготовок (толщина заготовок меньше 0,5 мм), при этом детали изготавливаются с нешироким фланцем, а именно диаметр фланца не превышает двойного значения диаметра вытяжки.
В этом же патенте описан штамп для глубокой вытяжки, включающий соосно установленные матрицу с концентричной канавкой для резервирования материала, пуансон, упор с прижимом. Канавка выполнена из двух выемок разной глубины, ближе к центру с глубиной меньше, чем выемка, расположенная дальше от центра. Над канавкой расположено полиуретановое кольцо, у которого часть поверхности, обращенная к канавке, выполнена со скосом, благодаря которому зазор между заготовкой и полиуретановым кольцом увеличивается от центра к периферии.
Задачей, на решение которой направлено предлагаемое изобретение, является увеличение глубины вытяжки деталей с фланцем любой приемлемой в практике холодной листовой штамповки толщины заготовки с любым соотношением диаметра фланца к диаметру вытяжки.
Использование изобретения позволит получить следующий технический результат:
1) увеличить глубину вытяжки деталей с широким фланцем не менее чем в 3 раза по сравнению с традиционными способами штамповки-вытяжки;
2) позволит проводить глубокую вытяжку деталей с широким фланцем при любом соотношении диаметра фланца к диаметру вытяжки при любых приемлемых в практике листовой штамповки толщинах штампуемого материала.
Для решения поставленной задачи в известном способе глубокой вытяжки деталей из листовых заготовок, который включает изготовление матрицы с кольцевыми канавками, на которой производят резервирование штампуемого материала в кольцевых канавках в виде выдавок, и последующее перетягивание его на пуансон, предлагается резервирование штампуемого материала осуществлять поэтапно. Первоначально резервирование осуществляют в кольцевых канавках, расположенных ближе к периферии матрицы, после чего из указанных периферийных канавок зарезервированный материал перетягивают в кольцевые канавки, расположенные ближе к центру. При перетягивании зарезервированного материала из периферийных кольцевых канавок в кольцевые канавки, расположенные ближе к центру, а из них - на пуансон, уже оформленный в виде кольцевых выдавок зарезервированный материал принудительно распрямляют с целью облегчения его течения в желаемом направлении (к центру). Для устранения течения штампуемого материала в обратном направлении (к периферии фланца) разработана специальная конструкция самих кольцевых канавок, эластичных колец, давящих на них, и прижимов.
Для решения поставленной задачи в штампе для глубокой вытяжки, включающем соосно установленные матрицу с концентричной канавкой для резервирования материала, пуансон, упор с прижимом, канавка выполнена из двух выемок разной глубины, ближе к центру с глубиной меньше, чем выемка, расположенная дальше от центра. Над канавкой расположено эластичное кольцо, у которого поверхность, обращенная к штампуемому материалу, выполнена со скосом, при этом зазор между штампуемым материалом и эластичным кольцом увеличивается от центра к периферии, при этом скос эластичного кольца выполнен по ширине канавки. Матрица выполнена в виде имеющего возможность переворачиваться обратной стороной диска и дополнительно снабжена, по крайней мере, одной, аналогично первой, канавкой; при этом канавки расположены поочередно на разных сторонах диска, штамп снабжен съемным плоским кольцом, установленным над выдавкой штампуемого материала для его выпрямления, и, по крайней мере, одним дополнительным прижимом, а упор выполнен с пазами, в которых имеется возможность установки подпружиненных прижимов.
При первом переходе штампуемого материала матрица установлена таким образом, что наиболее удаленная от центра канавка обращена к штампуемому материалу. Пуансон снабжен набором прокладок с амортизирующей втулкой.
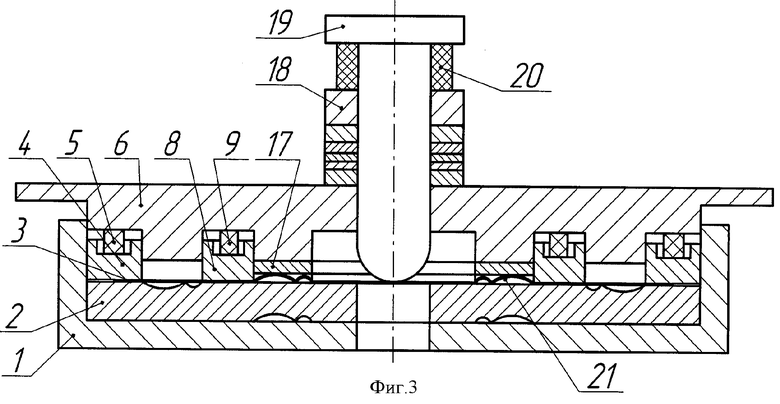
На фиг.1 изображен штамп, работающий на первом этапе цикла, а на фиг. 2, 3 и 4 представлены штампы для последующего поэтапного деформирования, где 1 - обойма, 2 - матрица в виде диска с канавками на обеих плоских поверхностях, 3 - штампуемая заготовка, 4 - прижим, 5 - полиуретановое кольцо, 6 - упор, 7 - полиуретановое кольцо, 8 - прижим, 9 - полиуретановое кольцо, 10 - полиуретановое кольцо, 11 - полиуретановое кольцо, 12 - прижим, 13 - стальное кольцо, 14 - кольцевые выдавки на заготовке, 15 - периферийные кольцевые канавки, 16 - внутренние кольцевые канавки, 17 - кольцо, 18 - набор прокладок, 19 - пуансон, 20 - полиуретановая втулка, 21 - внутренние кольцевые выдавки на заготовке.
Штамповая оснастка работает следующим образом: матрица 2 с заготовкой 3 устанавливается в обойму 1; при этом над периферийными кольцевыми канавками 15 устанавливается полиуретановое кольцо 7, имеющее на контактирующей с заготовкой 3 поверхности скос, расположенный под углом α к горизонтальной поверхности. При воздействии усилия упора 6 на полиуретановое кольцо 7 оно оформляет на заготовке 3 сначала неглубокую кольцевую выдавку, расположенную ближе к центру, затем более глубокую кольцевую выдавку за счет наличия на контактирующей с заготовкой 3 поверхности кольца 7 скоса, расположенного под углом α. Таким образом, глубокая выдавка на заготовке 3 начнет формироваться лишь после того, как будет полностью оформлена малая выдавка. Такая очередность формирования кольцевых канавок приводит к тому, что штампуемый материал 3 будет перемещаться только с периферии матрицы 2, не приводя к утонению материала заготовки в ее центральной части.
В дальнейшем материал штампуемой заготовки 3, зарезервированной в периферийных кольцевых канавках 15, перетягивается во внутренние кольцевые канавки 16. Для этого матрица 2 и заготовка 3 переворачиваются обратной стороной, при этом канавки 16, расположенные ближе к центру, будут обращены к заготовке 3.
Очередность формирования внутренних кольцевых канавок 16 (фиг.2) на штампуемой заготовке 3 аналогична очередности формирования периферийных кольцевых канавок 15. Таким образом, при оформлении внутренних кольцевых канавок 16 штампуемая заготовка 3 также перемещается только с периферии фланца, что благоприятно сказывается на всем процессе вытяжки-штамповки центрального выступа. На фиг.2 изображена штамповая оснастка для перетягивания штампуемого материала 3 из периферийных кольцевых канавок во внутренние, собранная на основе штамповой оснастки, представленной на фиг.1; при этом стальное кольцо 13 давит на периферийные кольцевые выдавки 14, распрямляя их. Материал заготовки 3 при распрямлении кольцевых выдавок 14 может перемещаться только к центру заготовки 3, так как прижим 4 препятствует перемещению материала заготовки 3, зарезервированного в выдавках 14, к периферии. Перемещению материала заготовки 3, зарезервированного в кольцевых выдавках 14, к центру будет способствовать формированию внутренних кольцевых выдавок 21 (фиг.3) во внутренних кольцевых канавках 16 (фиг.2) матрицы.
На фиг.3 представлена штамповая оснастка для последовательной глубокой вытяжки центрального выступа со сферическим дном. Здесь, для улучшения условий вытяжки центрального выступа, используется материал, зарезервированный во внутренних кольцевых выдавках 21, при распрямлении которых зарезервированный материал идет только к центру, так как перемещению его к периферии препятствует прижим 8.
Набор прокладок 18 необходим для прекращения движения пуансона 19 в процессе штамповки после окончания одного цикла вытяжки центрального выступа. Полиуретановая втулка 20 служит для обеспечения более равномерной подачи в очаг деформации материала, зарезервированного во внутренних кольцевых выдавках 21. После завершения первого цикла вытяжки и недостаточности полученной высоты центрального выступа производится второй цикл его вытяжки в той же последовательности, а именно: оформляются периферийные кольцевые выдавки, после чего материал заготовки 3, в них зарезервированный, перетягивается во внутренние кольцевые канавки для оформления внутренних кольцевых выдавок. В дальнейшем материал, зарезервированный во внутренних кольцевых выдавках, перетягивается в очаг деформации для вытяжки центрального выступа.
На фиг.4 представлена штамповая оснастка для глубокой вытяжки центрального выступа ⌀ 26 мм со сферическим дном из медной заготовки ⌀ 206 мм, толщиной 1 мм. За 4 цикла операции штамповки-вытяжки была получена высота центрального выступа со сферическим дном, равная 45 мм, что более чем в 3 раза превышает глубину вытяжки, получаемую традиционными способами при всех прочих равных условиях.
Использование предлагаемого изобретения позволяет полностью исключить получение некондиционных деталей в процессе вытяжки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ | 2003 |
|
RU2245207C1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ДЕТАЛЕЙ ИЗ ТОНКОЛИСТОВЫХ ЗАГОТОВОК И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2408447C2 |
| СПОСОБ ВЫТЯЖКИ ПОЛЫХ ИЗДЕЛИЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 2001 |
|
RU2217257C2 |
| СПОСОБ ГЛУБОКОЙ ИМПУЛЬСНОЙ ВЫТЯЖКИ ДЕТАЛЕЙ | 2001 |
|
RU2242318C2 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 2001 |
|
RU2211740C2 |
| ШТАМП | 2003 |
|
RU2243052C1 |
| Способ вытяжки полых изделий из листовой заготовки | 1989 |
|
SU1754280A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ ПУТЕМ ВЫТЯЖКИ | 1998 |
|
RU2206422C2 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ | 1993 |
|
RU2091190C1 |
| Штамп для глубокой вытяжки полых изделий | 1981 |
|
SU980899A1 |



Изобретение относится к обработке металлов давлением, в частности к глубокой вытяжке деталей с широким фланцем. На фланце заготовки производят резервирование штампуемого материала в кольцевых канавках в виде выдавок. Последующее перетягивание штампуемого материала на пуансон и резервирование штампуемого материала осуществляют поэтапно. Начинают резервирование материала в канавке, наиболее удаленной от центра заготовки, с последующим перетягиванием зарезервированного материала в канавки, расположенные ближе к центру заготовки, и на пуансон. Штамп содержит соосно установленные матрицу с концентричными канавками для резервирования материала, пуансон, упор с прижимом, канавки выполнены в виде двух выемок разной глубины, ближе к центру с меньшей глубиной. Над канавкой расположено эластичное кольцо, у которого поверхность, обращенная к штампуемому материалу, выполнена со скосом, при этом зазор между штампуемым материалом и эластичным кольцом увеличивается от центра к периферии, а скос эластичного кольца выполнен по ширине канавки. Матрица выполнена в виде диска с возможностью переворачивания и имеет по крайней мере одну, аналогичную первой, канавку. Канавки расположены поочередно на разных сторонах диска. Имеется съемное плоское кольцо, установленное над выдавкой штампуемого материала для его выпрямления, и по крайней мере один дополнительный прижим. Упор выполнен с пазами, в которых имеется возможность установки подпружиненных прижимов. При первом переходе штампуемого материала матрица установлена таким образом, что наиболее удаленная от центра канавка обращена к штампуемому материалу. Пуансон снабжен набором прокладок и амортизирующей втулкой. Увеличивается глубина вытяжки деталей с фланцем. 2 н. и 2 з.п. ф-лы, 4 ил.
1. Способ глубокой вытяжки, включающий изготовление матрицы с кольцевыми канавками, на которой осуществляют резервирование штампуемого материала в кольцевых канавках в виде выдавок, и его последующее перетягивание на пуансон, отличающийся тем, что резервирование штампуемого материала осуществляют поэтапно, причем начинают резервирование материала в канавках, расположенных на периферии матрицы, на следующем переходе осуществляют перетягивание зарезервированного материала в канавки, расположенные ближе к центру, а далее при перетягивании на пуансон с вытяжкой центрального выступа - в очаг деформации с принудительным распрямлением ранее полученных выдавок.
2. Штамп для глубокой вытяжки, содержащий соосно установленные матрицу с концентричной канавкой для резервирования материала, пуансон и упор с прижимом, канавка выполнена из двух выемок разной глубины, причем ближе к центру - с глубиной, меньшей чем выемка, расположенная дальше от центра, над канавкой расположено эластичное кольцо, у которого поверхность, обращенная к штампуемому материалу, выполнена со скосом с увеличением зазора между штампуемым материалом и эластичным кольцом от центра к периферии, отличающийся тем, что он снабжен съемным плоским кольцом, выполненным с возможностью установки над выдавками штампуемого материала заготовки, служащим для его выпрямления, и по меньшей мере одним дополнительным прижимом, матрица выполнена в виде имеющего возможность переворачивания обратной стороной диска с по меньшей мере одной дополнительной кольцевой канавкой, аналогичной имеющейся, причем канавки расположены на разных сторонах диска и на разном удалении от центра, скос эластичного кольца выполнен по ширине кольцевой канавки, а упор выполнен с пазами для размещения в них упомянутых прижимов, выполненных подпружиненными.
3. Штамп по п.2, отличающийся тем, что матрица выполнена из условия ее установки на первом этапе вытяжки так, что наиболее удаленная от центра кольцевая канавка обращена к штампуемому материалу.
4. Штамп по п.2, отличающийся тем, что пуансон снабжен набором прокладок и амортизирующей втулкой.
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ | 2003 |
|
RU2245207C1 |
| СПОСОБ ВЫТЯЖКИ ПОЛЫХ ИЗДЕЛИЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 2001 |
|
RU2217257C2 |
| Способ изготовления панелей сложной формы | 1987 |
|
SU1505632A1 |
| Квадратор | 1987 |
|
SU1501049A1 |

