со оо о со
4
05
Изобретение относится к деревообрабатывающей промьпиленности, в частности к способам изготовления рамок из деревянных брусков с угловыми соединениями на зубчатые типы.
Цель изобретенияповышение прочности зубчатых П1И1ЮВ и качества рамок за счет возможности транспортировки брусков и сборки их в местах назначения.
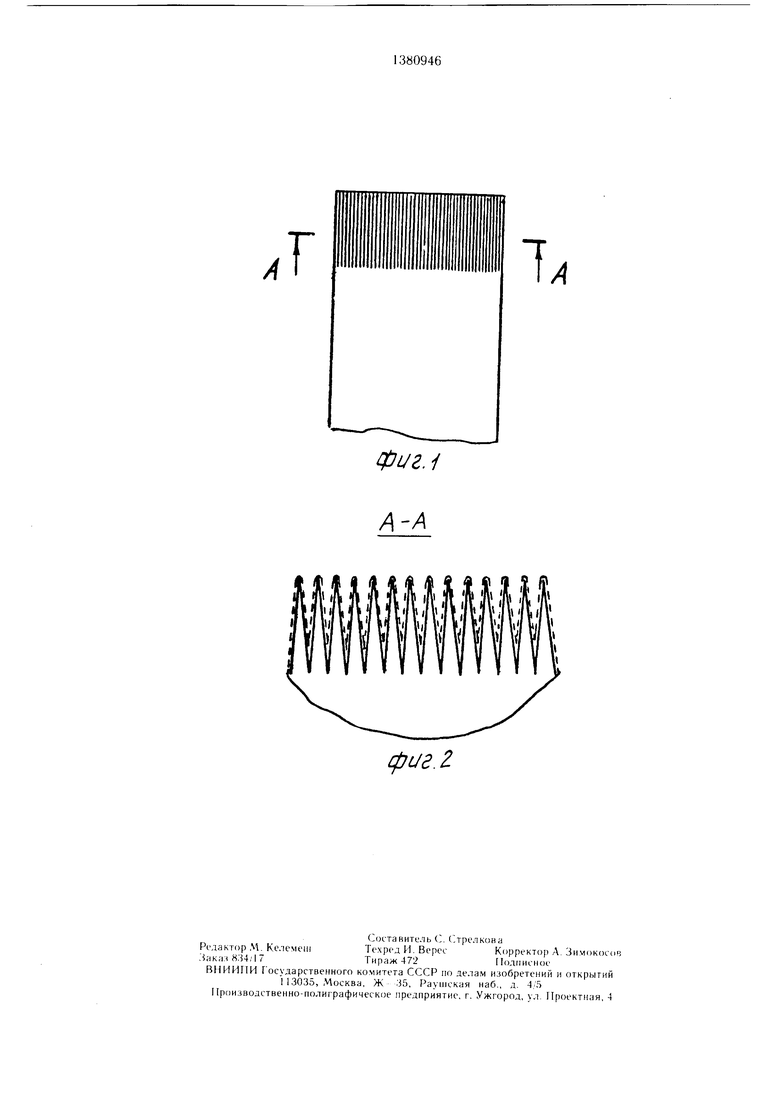
На фиг. 1 изображен зап1ипованиый деревяннь 1Й брусок, вид сверху; на фи1 2 - разрез А А на фиг. I.
Способ выполняют следующим образом.
Коиць деревянных брусков обрезают под углом 45° на фрезерном или шипорезном станке. На том же станке на срезанных нод углом концах делают прямые пропилы с lua- гом, равным Hjary зубчатых клиновых 1ПИПОН на глубину, равную половине высоты зубчатых клиновых ишпов.
Затем штампом, имеющим профиль зубчатых клиновых типов и нагретым до 250 - ЗОО С,, формируют зубчатые клиновые П1ипы
за счет приложения давления в течение 2
Н с. В процессе формирования шипов лиг- пин частично плавится и вскипает, создавая высокую шероховатость поверхности шипов, что способствует наилучшему налица- 1ШК) материала последуюгцего покрытия.
После формования шипов на них профильным вальцом насфессовывают термопластичную пленку толщиной 0,4- 0,6 мм. После этого обработанные бруски направляют к места назначения для сборки.
Перед сборкой поверхности зубчатых ши- пон, пок 1ытые пленкой, промазывают с помощью механической щетки растворителем. Затем прс изводят запрессовку уг ловых соединений в гидравлической вайме. Допускается гакже сборка ручными эксцентриками. /1авлепие запрессовки 2 МПа. В процессе сборки происходит диффузионная сварка термопластичных покрытий па зубчатых шипах в монолит.
Пос.ле сборки рам(ж в торцах соединений высвер.пивают отверстия длиной 10(.) и диаметром 6 мм, в которые забивают страховочные металлические штыри диаметром 6 и длиной 100 мм.
Пример. Концы брусков обрезают под углом 45 на шипорезном станке. На том же
станке выполняют прямые пропилы глубиной 5 и шириной 2 мм с шагом между осями нропилов, равным 4 мм.
Загем штампом, имеющим на рабочей поверхности профиль зубчатых клиновых шипов и нагретым до 280°С, формируют зубчатые клиновые шины на обработанных торцах деревянных брусков. Давление прикладывают в течение 2 с.
После формирования на их поверхность профильным вальцом напрессовывают термопластичную пленку толщиной 0,5 мм. Обработанные бруски направляют в места назначения для сборки.
Перед сборкой поверхность зубчатых щинов с термопластичной пленкой промазывают с по.мошью механической щетки растворителем, например 20%-ным раствором хлористого кальция. Затем производят запрессовку угловых соединений рамок в гидравлической вайме при давлении 2 МПа. После
сборки рамок в торцы угловых соединений забивают металлические штыри диаметром 6 и длиной 100 мм.
Изобретение позволяет повысить прочность зубчатых шипов за счет покрытия их термопластичной пленкой и повысить качество рамок за счет возможности транспортировки зашипованных брусков и сборки их в местах назначения.
Формула изобретения
Способ изготовления рамок из деревянных брусков с угловыми соединениями на зубчатые шипы, включаюпгий выполнение на торцовых поверхностях брусков пропилов, горячую штамповку зубчатых шипов в местах
пропилов, покрытие шипов клеем и сборку угловых соединений рамок, отличающийся тем, что, с целью повышения прочности зубчатых цJипoв и качества рамок за счет возможпости транспортировки брусков и сборки их в местах назначения, горячую
штамповку зубчатых (пипов осуществляют при 250-300°С, покрытие выполняют термо- п;1астичным клеем на горячие шипы, а сборку брусков в рамки осуществляют в местах назначения, причем перед сборкой термопластичный клей па шипах смачивают растворителем.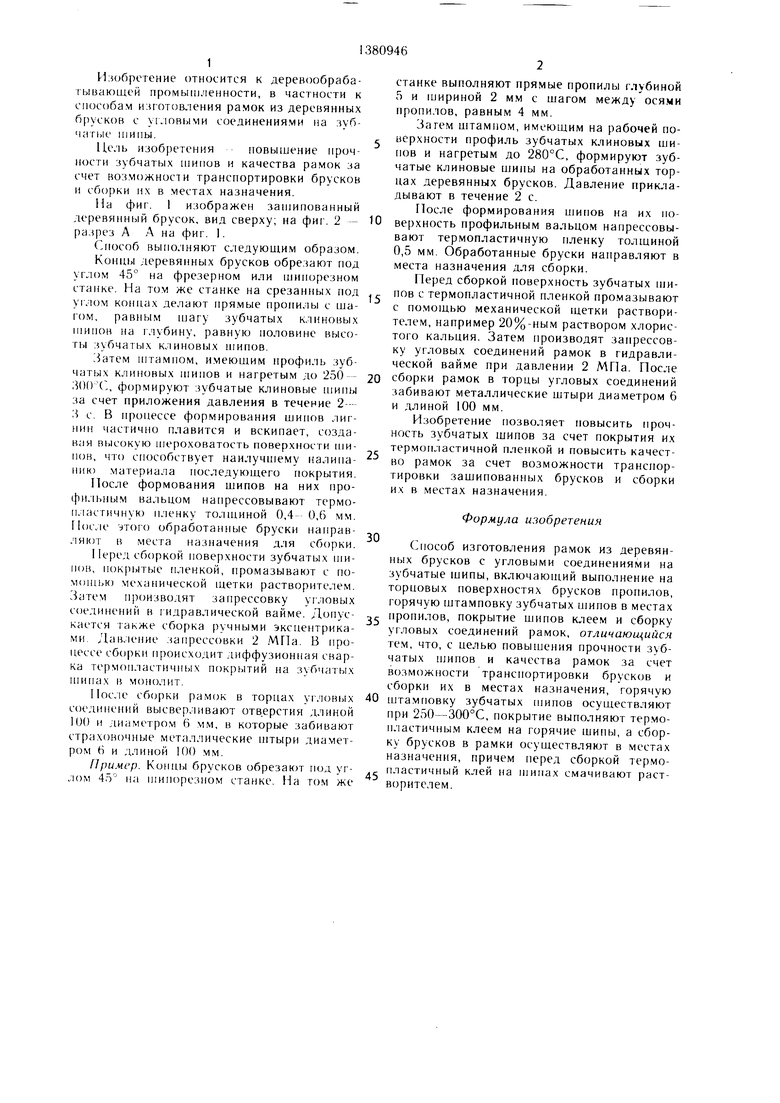
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ ЭЛЕМЕНТОВ ШИПОВЫХ СОЕДИНЕНИЙ ДЕРЕВЯННЫХ ЗАГОТОВОК | 2011 |
|
RU2471614C1 |
| Вайма для сборки деревянных рамок | 1982 |
|
SU1024277A1 |
| Установка для поточной автоматической обработки пиленых деревянных заготовок в детали стула и сборки их в отдельные узлы | 1949 |
|
SU89055A1 |
| БАЛКА-ФЕРМА | 2007 |
|
RU2349717C1 |
| СПОСОБ ТОРЦЕВОГО СРАЩИВАНИЯ ЗАГОТОВОК ИЗ ДРЕВЕСИНЫ | 2005 |
|
RU2300457C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛЕЕНЫХ ДЕРЕВЯННЫХ КОНСТРУКЦИЙ | 1992 |
|
RU2015883C1 |
| ЧУРАК ДЛЯ ПОЛУЧЕНИЯ ЛУЩЁНОГО ШПОНА, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И СПОСОБ ПОЛУЧЕНИЯ ЛУЩЁНОГО ШПОНА | 2020 |
|
RU2740940C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННОЙ КЛЕЕНОЙ ДЕРЕВЯННОЙ БАЛКИ | 2014 |
|
RU2555734C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОРЦЕВОЙ ДЕКОРАТИВНОЙ ПАНЕЛИ | 1997 |
|
RU2120854C1 |
| ДЕРЕВЯННАЯ КЛЕЕНАЯ ФЕРМА И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2196865C2 |
Изобретение относится к деревообрабатывающей промышленности. Цель изобретения - повышение прочности зубчатых шипов и качества рамок за счет возможности транспортировки зап ипованных брусков и сборки их в местах назначения. На концах брусков, обрезанных под углом 45°, делают прямые пропилы, затем штампом, нагретым до 250-300°С, формуют зубчатые клиновые . После формования шипов на них профильным вальцом наносят термопластичный клей. Бруски транспортируют в местах назначения, где перед запрессовкой угловых соединений поверхности шипов, покрытые клеем, промывают растворителем. После сборки рамки в торцы угловых соединений забивают страховочные металлические штыри диаметром 6 мм. 2 ил. I (Л
Фuг.i А Л
фиг. 2.
| Механическая обработки древесины.- Реферативная информация, 1971, № 21, с | |||
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
| Сахаров М | |||
| Д | |||
| Штамповка и подпрес- совка древесины при копструктивных соединениях | |||
| Передовой научно-технический и производственный опыт | |||
| М., 1959, с | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
