(21)3904944/31-27
(22)23.04.85
(46) 23.03.88. Бкш. №11.
(71)(Воронежский политехнический институт
(72) А.Ю.Бойко, В.З.Жилкин, Л.Я.Мак- шанов и Г.Н.Трифонов
(53)621.967(088.8)
(56)Авторское свидетельство СССР 1181793, кл. В 23 D 23/00, 1984.
(54)НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА
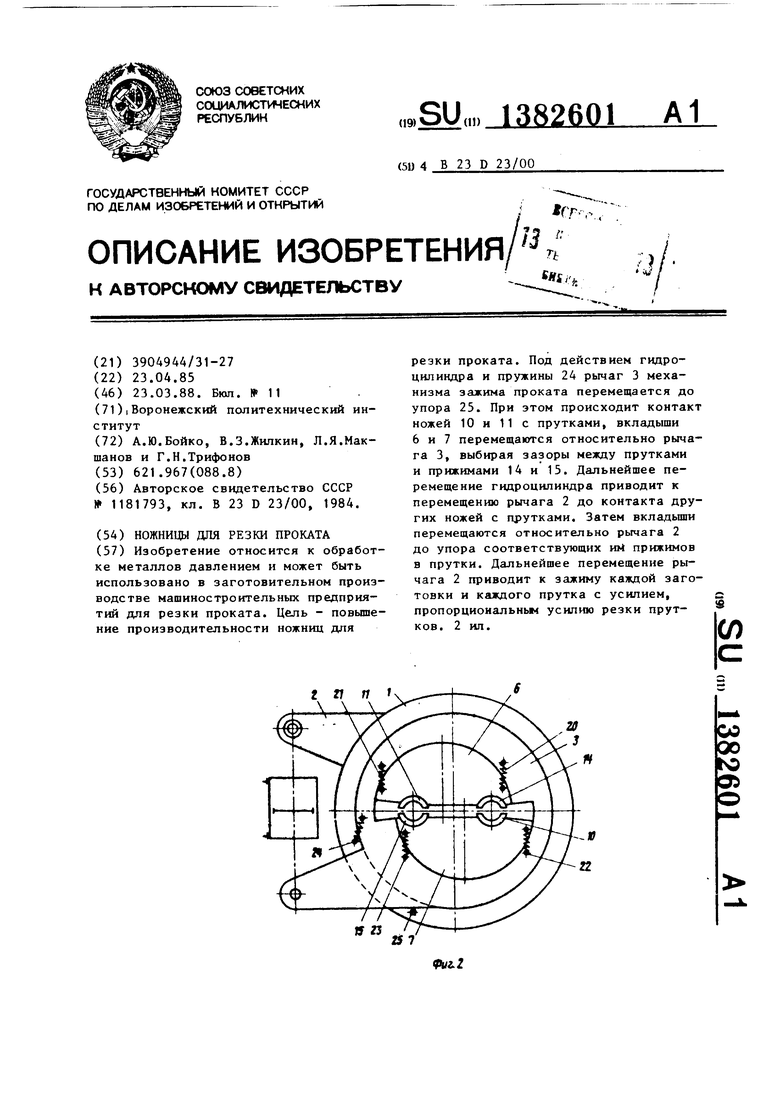
(57)Изобретение относится к обработке металлов давлением и может быть использовано в заготовительном производстве машиностроительных предприятий для резки проката. Цель - повышение производительности ножниц для
резки проката. Под действием гидро- цнпиндра и пружины 24 рычаг 3 механизма зажима проката перемещается до упора 25. При зтом происходит контакт ножей 10 и 11 с прутками, вкладыши 6 и 7 перемещаются относительно рычага 3, выбирая зазоры между прутками и прижимами 14 и 15. Дальнейшее перемещение гидроцилиндра приводит к перемещению рычага 2 до контакта других ножей с прутками. Затем вкладыши перемещаются относительно рычага 2 до упора соответствующих иМ прижимов в прутки. Дальнейшее перемещение рычага 2 приводит к зажиму каждой заготовки и каждого прутка с усилием, пропорциональные усилию резки прутков. 2 ил.
i
СЛ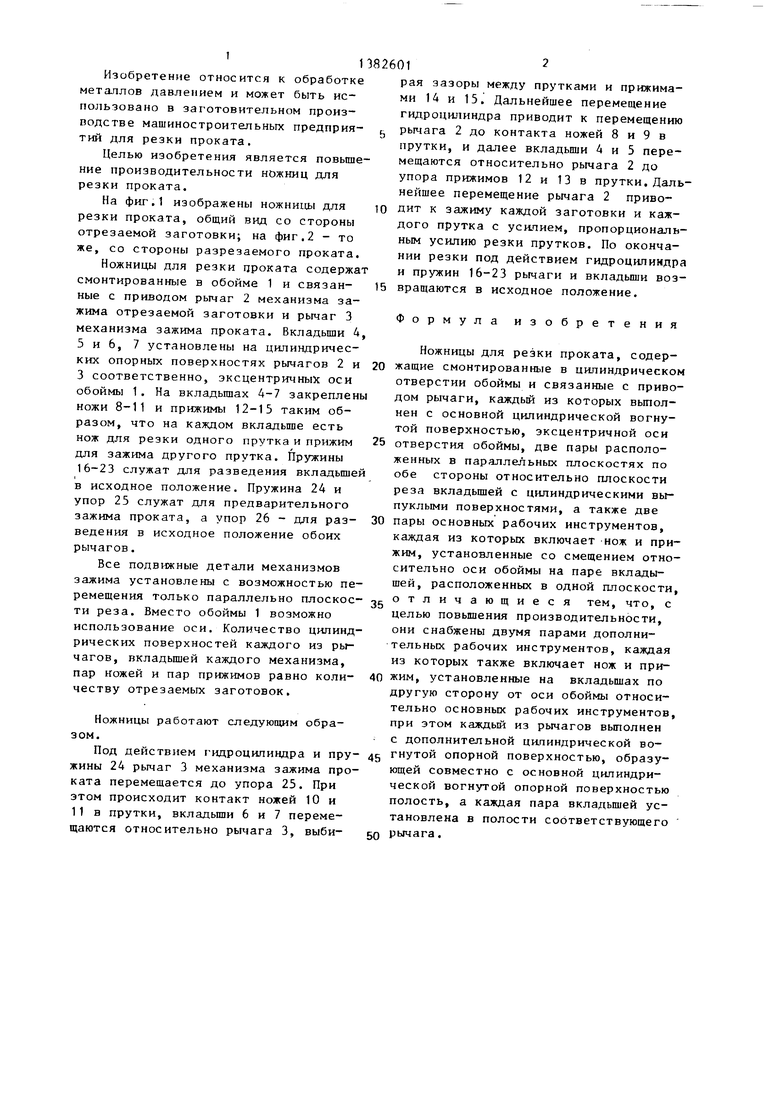
| название | год | авторы | номер документа |
|---|---|---|---|
| Ножницы для резки проката | 1984 |
|
SU1207659A1 |
| Ножницы для резки проката | 1984 |
|
SU1181793A2 |
| Ножницы для резки проката | 1985 |
|
SU1291306A1 |
| Ножницы для резки проката | 1982 |
|
SU1148726A1 |
| Ножницы для резки проката | 1985 |
|
SU1400804A1 |
| Ножницы для резки проката | 1985 |
|
SU1400805A1 |
| Ножницы для резки проката | 1985 |
|
SU1512721A1 |
| СПОСОБ РЕЗКИ ПРОКАТА И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2630154C1 |
| Ножницы кривошипные для резки сортового проката | 1987 |
|
SU1444096A1 |
| Ножницы для резки сортового проката | 1987 |
|
SU1530347A1 |
2 П ГГ
/ Д.
1382601
Изобретение относится к обработкерая зазоры между прутками и прижимаметаллов давлением и может быть не-ми 14 и 15. Дальнейшее перемещение
пользовано в заготовительном произ-гидроцилиндра приводит к перемещению
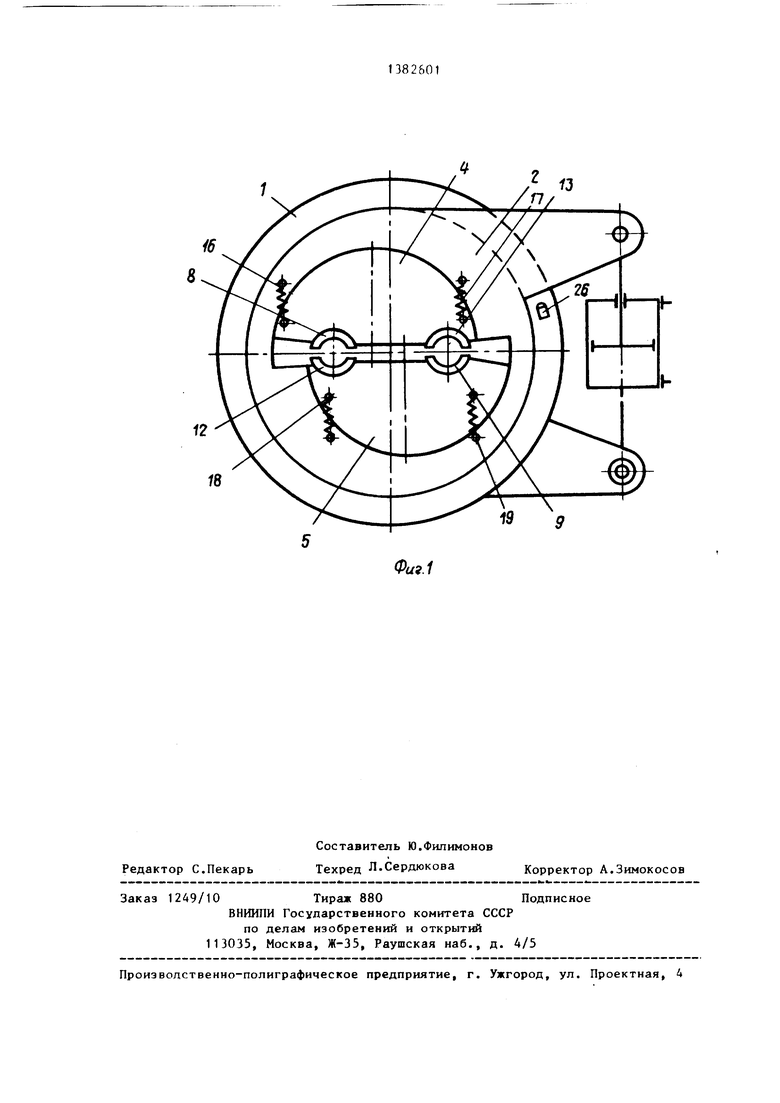
водстве машиностроительных предприя- j рычага 2 до контакта ножей 8 и 9 в тий для резки проката.прутки, и далее вкладыши 4 и 5 переЦелью изобретения является повьш1е- мещаются относительно рычага 2 до ние производительности ножниц дляупора прижимов 12 и 13 в прутки. Дальрезки проката.нейшее перемещение рычага 2 привоНа фиг.1 изображены ножницы для ю дит к зажиму каждой заготовки и каж- резки проката, общий вид со стороныдого прутка с усилием, пропорциональотрезаемой заготовки; на фиг.2 - тоным усилию резки прутков. По окончаже, со стороны разрезаемого проката.нии резки под действием гидроципиндра
Ножницы для резки проката содержат и пружин 16-23 рычаги и вкладьш1и воз- смонтированные в обойме 1 и связан- 15 вращаются в исходное положение, ные с приводом рычаг 2 механизма зажима отрезаемой заготовки и рычаг 3Формула изобретения механизма зажима проката. Вкладьш и 4,
5 и 6, 7 установлены на цилиндричес-Ножницы для резки проката, содерких опорных поверхностях рычагов 2 н 20 жащие смонтированные в цилиндрическом 3 соответственно, эксцентричных осиотверстии обоймы и связанные с привообоймы 1. На вкладышах 4-7 закреплены дом рычаги, каждый из которых вьтол- ножи 8-11 и прижимы 12-15 таким об-нен с основной цилиндрической вогнуразом, что на каждом вкладьппе естьтой поверхностью, эксцентричной оси
нож для резки одного прутка и прижим 25 отверстия обоймы, две пары располо- для зажима другого прутка. Пружиныженных в параллельных плоскостях по
16-23 служат для разведения вкладьш1ей обе стороны относительно плоскости в исходное положение. Пружина 24 иреза вкладьш1ей с цилиндрическими выупор 25 служат для предварительногопуклыми поверхностями, а также две
зажима проката, а упор 26 - для раз- 30 пары основных рабочих инструментов, ведения в исходное положение обоихкаждая из которых включает -нож и прирычагов.жим, установленные со смещением отноВсе подвижные детали механизмовсительно оси обоймы на паре вкладызажима установлены с возможностью пе- шей, расположенных в одной плоскости, ремещения только параллельно плоское- g отличающиеся тем, что, с ти реза. Вместо обоймы 1 возможноцелью повышения производительности,
использование оси. Количество цилинд- они снабжены двумя парами дополни- рических поверхностей каждого из ры-тельных рабочих инструментов, каждая
чагов, вкладьш)ей каждого механизма,из которых также включает нож и припар ножей и пар прижимов равно коли- 40 жим, установленные на вкладышах по честву отрезаемых заготовок.другую сторону от оси обоймы относительно основных рабочих инструментов.
Ножницы работают следующим обра-при этом каждый из рычагов выполнен
зом. с дополнительной цилиндрической воПод действием гидроцилиндра и пру- 45 гнутой опорной поверхностью, образу- жины 24 рычаг 3 механизма зажима про- ющей совместно с основной цнпиндри- ката перемещается до упора 25. Прической вогнутой опорной поверхностью
этом происходит контакт ножей 10 иполость, а каждая пара вкладьш1ей ус11 в прутки, вкладьш1и 6 и 7 переме-тановлена в полости соответствующего
щаются относительно рычага 3, выби- 50 Рычага.
16
12
18
и
