-О
/4-/J
4 4 J
О
со
О)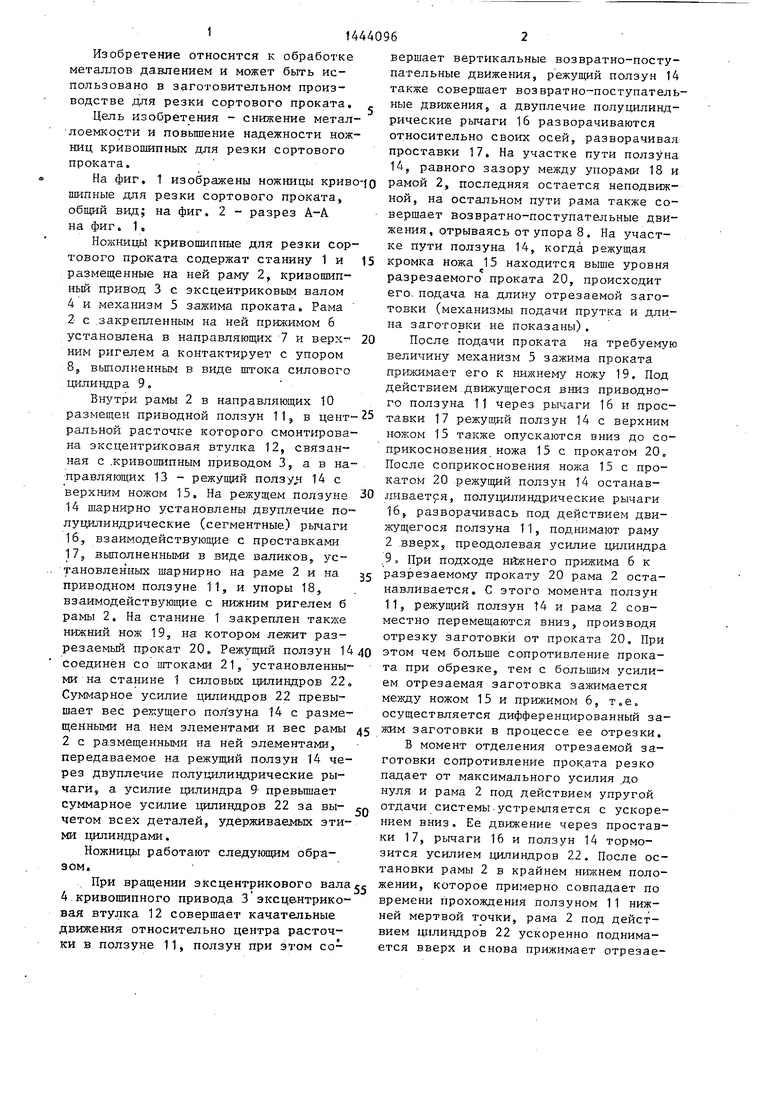
| название | год | авторы | номер документа |
|---|---|---|---|
| Кривошипные ножницы для резки сортового проката | 1980 |
|
SU882710A1 |
| НОЖНИЦЫ СОРТОВЫЕ ДЛЯ РЕЗКИ ПРОФИЛЕЙ | 1996 |
|
RU2118236C1 |
| Ножницы для резки сортового проката | 1978 |
|
SU764880A1 |
| Ножницы для резки сортового проката | 1977 |
|
SU722704A1 |
| Сортовые кривошипные ножницы | 1984 |
|
SU1146144A1 |
| КРИВОШИПНЫЕ ЗАКРЫТЫЕ НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА | 1968 |
|
SU219362A1 |
| Устройство для разделения прутковогоМАТЕРиАлА HA зАгОТОВКи | 1978 |
|
SU841804A1 |
| Ножницы для резки сортового проката | 1978 |
|
SU795760A2 |
| Ножницы для резки проката | 1980 |
|
SU884889A1 |
| Ножницы для резки сортового проката | 1987 |
|
SU1493396A1 |

Изобретение относится к обработке металлов давлением и может быть использовано в заготовительном производстве для резки сортового проката. Цель изобретения - сн 1жение металлоемкости и повышение надежности ножниц кривошипных для резки сортового проката. Перед резкой прокат поджимается к нижнему ножу 19. Режущий ползун 14 с ножом 15 опускается до соприкосновения с разрезаемым Прокатом и останавливается в этом положении. Приводной ползун 11 продолжает опускаться, а полуцилиндрические рычаги 16 поднимают раму до подхода нижнего прижима 6 к разрезае-. мому прокату. После этого приводной ползун 11 двигается вниз вместе с режущим ползуном 14 и рамой и происходит отрезка заготовки. 1 з.п. ф-лы, 2 ил. 
///////7//7/У7///У//////////
ашг.г
114
Изобретение относится к обработке металлов давлением и может быть использовано в заготовительном производстве для резки сортового проката,
Цель изобретения снижение металлоемкости и повьшение надежности ножниц кривошипных для резки сортового проката.
На фиг, 1 изображены ножницы криво-jo рамой 2, последняя остается неподвижшипные для резки сортового проката, общий вид; на фиг. 2 - разрез А-А на фиг, 1,
Ножниць кривошипные для резки сортового проката содержат станину 1 и размещенные на ней раму 2, криво пип- ньй прив од 3 с эксцентриковым валом 4 и механизм 5 зажима проката. Рама 2 с .закрепленным на ней прижимом 6 установлена в направляющих 7 и верхним ригелем а контактирует с упором 85 выполненным в виде штока силового цилиндра 9,
Внутри рамы 2 в направляющих 10 размещен приводной ползун 11, в центральной расточке которого смонтирована эксцентриковая втулка 12, связанная с .кривошипным приводом 3, а в направляющих 13 - режущий ползу 14 с верхним ножом 15, На режущем ползуне 14 шарнирно установлены двуплечие по- луцилнндрические (сегментные) рычаги 16, взаимодействующие с проставками 17 вьшолненными в виде валиков, установленных шарнирно на раме 2 и на приводном ползуне 11, и упоры 18, взаимодействующие с нижним ригелем б рамы 2. На станине 1 закреплен также нижний нож 19, на котором лежит разрезаемый прокат 20. Режущий ползун этом чем больше сопротивление прока- соединен со штоками 21, установленны- та при обрезке, тем с большим усилими на станине 1 силовых циливдров 22, Суммарное усилие цилиндров 22 превышает вес режущего ползуна 14 с размещенными на нем элементами и вес рамы 45 2 с размещенными на ней элементами, передаваемое на режущий ползун 14 через двуплечие полуцилиндрические рычаги, а усилие гритиндра 9- превьш1ает суммарное усилие цилиндров 22 за вы- Q четом всех деталей, удерживаемых этими цилиндрами,
Ножницы работают следующим обрв- зом.
ем отрезаемая заготовка зажимается между ножом 15 и прижимом 6, т.е. осуществляется дифференцированный зажим заготовки в процессе ее отрезки, В момент отделения отрезаемой заготовки сопротивление прок.ата резко падает от максимального усилия .до нуля и рама 2 под действием упругой отдачи системы.устремляется с ускорением вниз, Ее движение через проставки 17, рычаги 16 и ползун 14 тормозится усилием ЦИ.ПИНДРОВ 22. После остановки рамы 2 в крайнем нижнем полоПри вращении эксцентрикового валагс жении, которое примерно совпадает по
4 кривошипного привода 3 эксцентриковая втулка 12 совершает качательные движения относительно центра расточки в ползуне 11, ползун при этом современи прохождения ползуном 11 нижней мертвой точки, рама 2 под действием цилиндров 22 ускоренно поднимается вверх и снова прижимает отрезае
вершает вертикальные возвратно-поступательные движения, режущий ползун 14 также совершает возвратно-поступательные движения, а двуплечие полудилинд- рические рычаги 16 разворачиваются относительно своих осей, разворачивая проставки 17, На участке пути ползуна 14, равного зазору между упорами 18 и
5
0
5
0
5
НОИ, на остальном пути рама также совершает возвратно-поступательные движения, отрываясь от упора 8. На участке пути ползуна 14, когда режущая кромка ножа 15 находится выше уровня разрезаемого проката 20, происходит его. подача на длину отрезаемой заготовки (механизмы подачи прутка и длина заготовки не показаны).
После подачи проката на требуемую величину механизм 5 зажима проката прижимает его к нижнему ножу 19, Под действием.движущегося вниз приводного ползуна 11 через рычаги 16 и проставки 17 режущий ползун 14 с верхним ножом 15 также опускаются вниз до соприкосновения ножа 15 с прокатом 20, После соприкосновения ножа 15 с прокатом 20 режущий ползун 14 останавливается, полуцилиндрические рычаги 16, разворачивась под действием движущегося ползуна 11, поднимают раму 2 .вверх, преодолевая усилие цилиндра ,9, При подходе нижнего прижима 6 к Р-азрезаемому прокату 20 рама 2 останавливается, С этого момента ползун 11, режущий ползун t4 и рама 2 совместно перемещаются вниз, производя отрезку заготовки от проката 20. При
ем отрезаемая заготовка зажимается между ножом 15 и прижимом 6, т.е. осуществляется дифференцированный зажим заготовки в процессе ее отрезки, В момент отделения отрезаемой заготовки сопротивление прок.ата резко падает от максимального усилия .до нуля и рама 2 под действием упругой отдачи системы.устремляется с ускорением вниз, Ее движение через проставки 17, рычаги 16 и ползун 14 тормозится усилием ЦИ.ПИНДРОВ 22. После остановки рамы 2 в крайнем нижнем половремени прохождения ползуном 11 нижней мертвой точки, рама 2 под действием цилиндров 22 ускоренно поднимается вверх и снова прижимает отрезаемую заготовку, прижимом 6 к верхнему ножу 15, в случае если заготовка была короткой и осталась лежать на нижнем прижиме. Если заготовка была длинной, то она при ходе рамы 2 вниз вьша- дает в лоток, а при подъеме рамы 2 цилиндрами 22 вверх происходит смыкание инструмента: ножа 15 и прижима 6. При отсутствии инструмента (работа
на холостых ходах) смыкание происходит через упоры 18. Во всех случаях разворот рычагов 16 ограничен и заклинивание механизма не происходит.
Далее рама 2 вместе с режущим пол- 15 зуном 14 следует за приводным ползуном 11 вверх до сопрокосновения с упором 8, который фиксирует ее в исходном положении для. следующего реза. При дальнейшем движении приводного ползуна 11 вверх режущий ползун 14 под действием цилиндров 22 поднимается вверх. Как только верхний нож 15 поднимается выше проката 20, начинается его очередная подача. Механизм 5 зажима поднимается вверх при нижнем положении приводного ползуна. Затем цикл работы повторяется.
20
25
Формула изобретения
1, Ножницы кривоишпные для резки сортового проката, содержащие станину, в направляющих которой размещена рама, связанные с рамой силовые циО
5
0
линдры, приводной и режущий ползуны, установленные в направляющих рамы с возможностью взаимодействия между собой и рамой посредством проставок в виде валиков с лысками, шарнирно установленных на раме и приводном ползуне, и двуплечих полуцилиндричес ких рычагов, шарнирно закрепленных на режущем ползуне, упругий упор, установленный на станине с возможностью взаимодействия с рамой, упоры ограничения взаимного перемещения рамы и режущего ползуна, механизм зажима отрезаемого проката и кривошипный привод, отличающиеся тем, что, с целью снижения металлоемкости и повышения надежности, штоки силовых цилиндров жестко соединены с режущим ползуном, а упоры ограничения взаим- ного перемещения рамы и режущего ползуна установлены на нижнем торце пос5 леднего с возможностью взаимодействия с нижним ригелем рамы,
2, Ножницы ПОП.1, отличающиеся тем, что кривошипньй привод выполнен в виде эксцентриковой
0 втулки,размещенной на кривошипной шейке эксцентрикового вала с возможностью взаимодействия наружной поверхностью с приводным ползуном.
| Кривошипные ножницы для резки сортового проката | 1980 |
|
SU882710A1 |
