j
22
21
в- в
1
Мила
ее
00
ел
4
4;;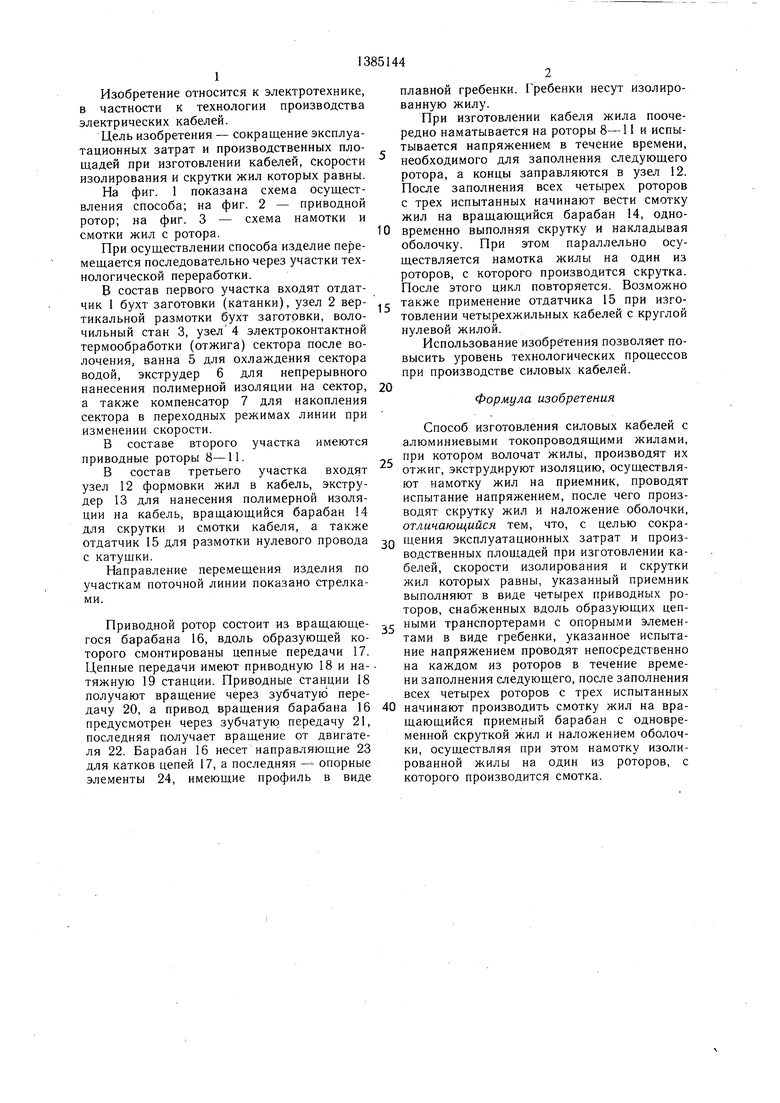
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИБКАЯ ПРОТЯЖЕННАЯ ГИДРОАКУСТИЧЕСКАЯ АНТЕННА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2475774C1 |
| Силовой гибкий экранированный кабель | 1991 |
|
SU1775735A1 |
| Кабель монтажный помехоустойчивый и способ его изготовления | 2024 |
|
RU2837336C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СИЛОВЫХ КАБЕЛЕЙ С ПРОПИТАННОЙ БУМАЖНОЙ ИЗОЛЯЦИЕЙ | 2024 |
|
RU2823602C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОПАРНЫХ КАБЕЛЕЙ СВЯЗИ | 1994 |
|
RU2087960C1 |
| УСТРОЙСТВО ДЛЯ РАЗДЕЛКИ ТРЕХЖИЛЬНОГО КРУГЛОГО БРОНИРОВАННОГО КАБЕЛЯ | 2007 |
|
RU2344530C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКИХ ПРОВОДОВ | 1994 |
|
RU2087959C1 |
| ГИБКАЯ ПРОТЯЖЕННАЯ ГИДРОАКУСТИЧЕСКАЯ АНТЕННА (ВАРИАНТЫ) | 2011 |
|
RU2475773C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СИЛОВЫХ КАБЕЛЕЙ С БУМАЖНОЙ ИЗОЛЯЦИЕЙ, ПРОПИТАННОЙ НЕСТЕКАЮЩИМ СОСТАВОМ | 1994 |
|
RU2087958C1 |
| КАБЕЛЬ ЭЛЕКТРИЧЕСКИЙ ХОЛОДОСТОЙКИЙ, ПРЕИМУЩЕСТВЕННО ВЗРЫВОПОЖАРОБЕЗОПАСНЫЙ, НЕРАСПРОСТРАНЯЮЩИЙ ГОРЕНИЕ, ДЛЯ ИСКРОБЕЗОПАСНЫХ ЦЕПЕЙ | 2013 |
|
RU2535603C2 |
Изобретение относится к электротехнике, в частности к технологии производства силовых кабелей. Цель изобретения - сокращение эксплуатационных затрат и производственных площадей при изготовлении кабелей, скорости изолирования и скрутки жил которых равны. Выполнение приемника изолированной жилы в виде четырех приводных роторов с перемещающимися опорными элементами, поочередное заполнение роторов при приеме жилы и последующая смотка с них же на вращающийся барабан с одновременной скруткой и наложением оболочки позволяют отказаться от промежуточной тары в ходе технологического процесса. Конструкция ротора позволяет также вести одновременно намотку и смотку жилы. 3 ил. I (Л
Изобретение относится к электротехнике, в частности к технологии производства электрических кабелей.
Цель изобретения - сокращение эксплуатационных затрат и производственных площадей при изготовлении кабелей, скорости изолирования и скрутки жил которых равны.
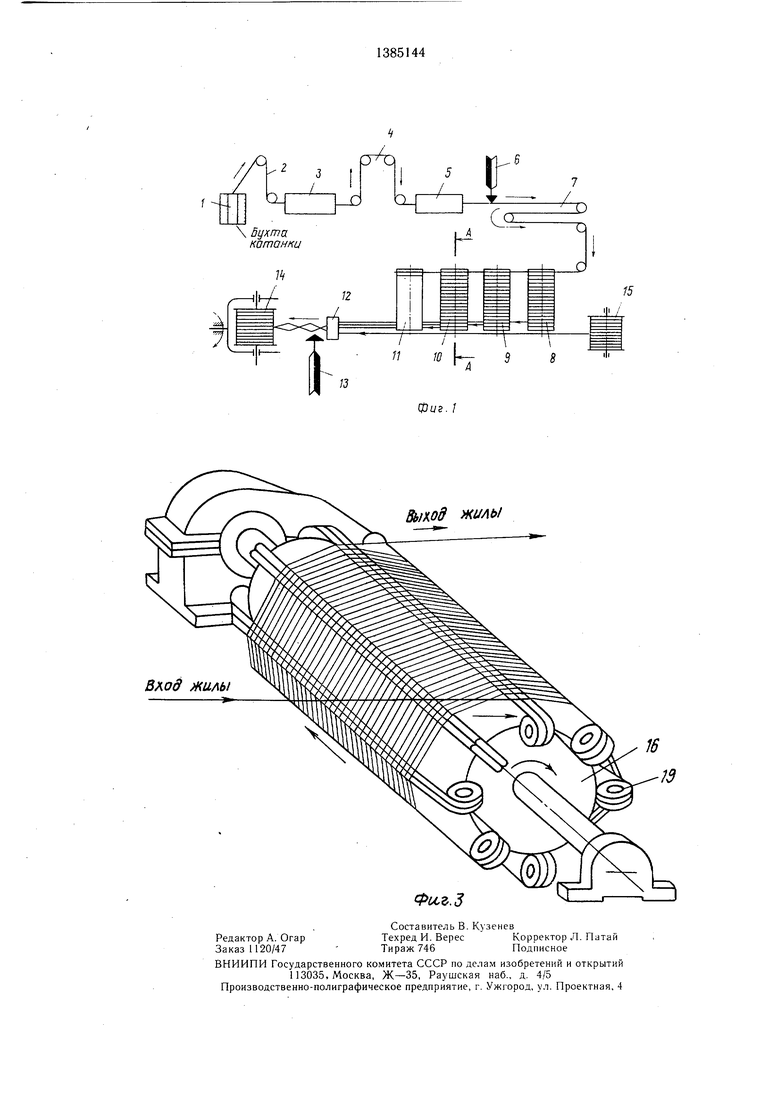
На фиг. 1 показана схема осуществления способа; на фиг. 2 - приводной ротор; на фиг. 3 - схема намотки и смотки жил с ротора.
При осуществлении способа изделие перемещается последовательно через участки технологической переработки.
В состав первого участка входят отдат10
плавной гребенки. Гребенки несут изолированную жилу.
При изготовлении кабеля жила поочередно наматывается на роторы 8-11 и испытывается напряжением в течение времени, необходимого для заполнения следующего ротора, а концы заправляются в узел 12. После заполнения всех четырех роторов с трех испытанных начинают вести смотку жил на вращающийся барабан 14, одновременно выполняя скрутку и накладывая оболочку. При этом параллельно осуществляется намотка жилы на один из роторов, с которого производится скрутка. После этого цикл повторяется. Возможно
чик 1 бухт заготовки (катанки), узел 2 вер- также применение отдатчика 15 при изготикальной размотки бухт заготовки, волочильный стан 3, узел 4 электроконтактной термообработки (отжига) сектора после волочения, ванна 5 для охлаждения сектора водой, экструдер 6 для непрерывного нанесения полимерной изоляции на сектор, а также компенсатор 7 для накопления сектора в переходных режимах линии при изменении скорости.
В составе второго участка имеются приводные роторы 8-11.
В состав третьего участка входят узел 12 формовки жил в кабель, экстру- дер 13 для нанесения полимерной изоляции на кабель, вращающийся барабан 14 для скрутки и смотки кабеля, а также
20
товлении четырехжильных кабелей с круглой нулевой жилой.
Использование изобретения позволяет повысить уровень технологических процессов при производстве силовых кабелей.
Формула изобретения
Способ изготовления силовых кабелей с алюминиевыми токопроводящими жилами, при котором волочат жилы, производят их отжиг, экструдируют изоляцию, осуществляют намотку жил на приемник, проводят испытание напряжением, после чего производят скрутку жил и наложение оболочки, отличающийся тем, что, с целью сокраотдатчик 15 для размотки нулевого провода о эксплуатационных затрат и произс катушки.
Направление перемещения изделия по участкам поточной линии показано стрелками.
водственных площадей при изготовлении кабелей, скорости изолирования и скрутки жил которых равны, указанный приемник выполняют в виде четырех приводных роторов, снабженных вдоль образующих цеп- Приводной ротор состоит из вращающе- ными транспортерами с опорными элемен- гося барабана 16, вдоль образующей ко- тами в виде гребенки, указанное испыта- торого смонтированы цепные передачи 17. ние напряжением проводят непосредственно Цепные передачи имеют приводную 18 и на-- на каждом из роторов в течение време- тяжную 19 станции. Приводные станции 18 ни заполнения следующего, после заполнения получают вращение через зубчатую пере- всех четырех роторов с трех испытанных дачу 20, а привод вращения барабана 16 40 начинают производить смотку жил на вра- предусмотрен через зубчатук) передачу 21, щающийся приемный барабан с одноврепоследняя получает вращение от двигателя 22. Барабан 16 несет направляющие 23 для катков цепей 17, а последняя -- опорные элементы 24, имеющие профиль в виде
менной скруткой жил и наложением оболочки, осуществляя при этом намотку изолированной жилы на один из роторов, с которого производится смотка.
плавной гребенки. Гребенки несут изолированную жилу.
При изготовлении кабеля жила поочередно наматывается на роторы 8-11 и испытывается напряжением в течение времени, необходимого для заполнения следующего ротора, а концы заправляются в узел 12. После заполнения всех четырех роторов с трех испытанных начинают вести смотку жил на вращающийся барабан 14, одновременно выполняя скрутку и накладывая оболочку. При этом параллельно осуществляется намотка жилы на один из роторов, с которого производится скрутка. После этого цикл повторяется. Возможно
также применение отдатчика 15 при изготакже применение отдатчика 15 при изго
товлении четырехжильных кабелей с круглой нулевой жилой.
Использование изобретения позволяет повысить уровень технологических процессов при производстве силовых кабелей.
Формула изобретения
Способ изготовления силовых кабелей с алюминиевыми токопроводящими жилами, при котором волочат жилы, производят их отжиг, экструдируют изоляцию, осуществляют намотку жил на приемник, проводят испытание напряжением, после чего производят скрутку жил и наложение оболочки, отличающийся тем, что, с целью сокра о эксплуатационных затрат и производственных площадей при изготовлении кабелей, скорости изолирования и скрутки жил которых равны, указанный приемник выполняют в виде четырех приводных роторов, снабженных вдоль образующих цеп- ными транспортерами с опорными элемен- тами в виде гребенки, указанное испыта- ние напряжением проводят непосредственно на каждом из роторов в течение време- ни заполнения следующего, после заполнения всех четырех роторов с трех испытанных начинают производить смотку жил на вра- щающийся приемный барабан с одновременной скруткой жил и наложением оболочки, осуществляя при этом намотку изолированной жилы на один из роторов, с которого производится смотка.
;j
Вымд жилы
16
Ю
Фи,г.З
| Троицкий Н | |||
| Д | |||
| и др | |||
| Производство электрических кабелей и проводов с резиновой и пластмассовой изоляцией | |||
| М.: Высшая школа, 1972, с | |||
| Питательное приспособление к трепальной машине для лубовых растений | 1923 |
|
SU343A1 |
