МП
1П
Изобретение относится к машиностроению, а именно к области механи зированной тарированной сборки ответственных резьбовых соединений с при
менением редкоударных гайковертов, и может быть использовано в любой от- расли промышленности.
Целью изобретения является повыше ние надежности за счет уменьшения разброса величин крутяпщх моментов затяжки.
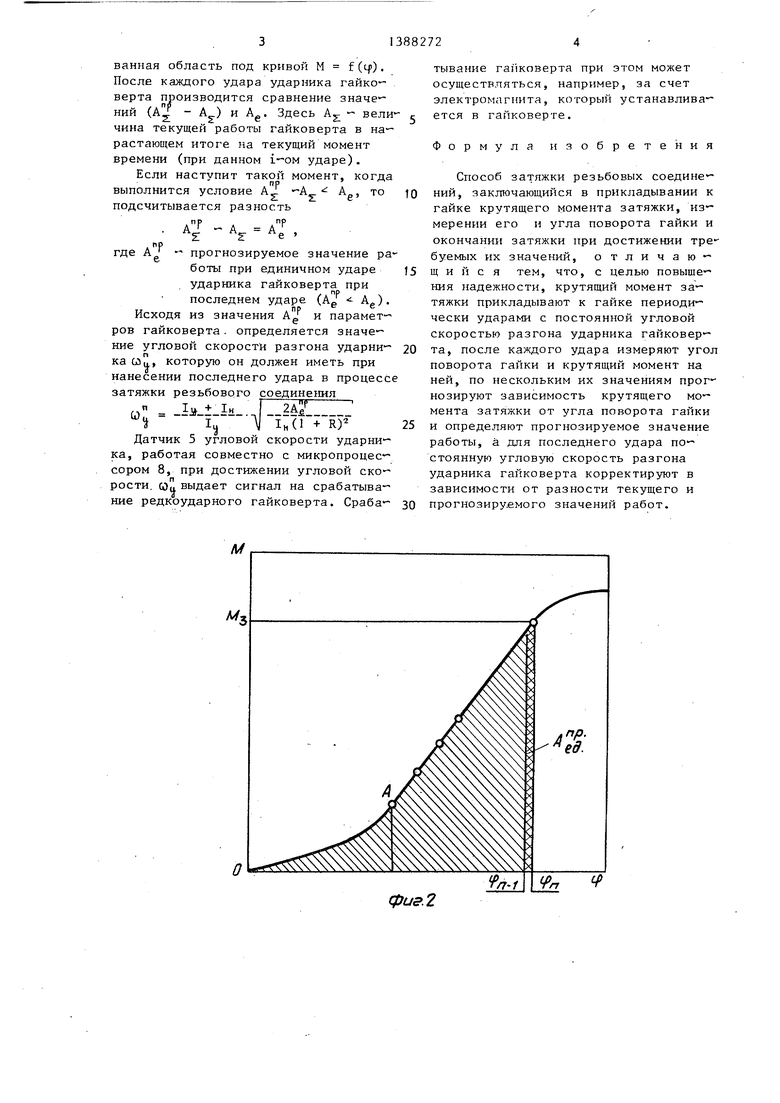
На фиг. 1 изобрахсена блок-схема реализации способа затяжки резьбовых соединенийj на фиг.2 - прогнозируе- мая зависимость крутящего момента затяжки от угла поворота гайки.
В состав системы для реализации предложенного способа входят редко- ударный гайковерт 1 с приводным дви-, гателем 2, датчики крутящего момента 3 затяжки, угла поворота 4 гайки и угловой скорости 5 разгона ударника гайковерта, механизм 6 отработки рас четного значения угловой скорости соударения при последнем ударе, управляющий блок 7 и быстродействующий микропроцессор 8.
Способ затяжки резьбовых соединений редкоударными гайковертами осу-
ществляют следующим образом.
i
На первом этапе ударной затяжки (участок ОА на фиг.2), когда проис-. ходят обжатия микронеровностей и деформационная компенсация, погрешностей формы сопрягаемых поверхностей деталей (для этого требуется произвести до 2-3 ударов), микропроцессор 8 информацию с датчиков 3 и 4 не обраба- тывает. Затем по следующим 3-4 ударам и соответствующим им значениям момента и угла поворота в микропроцессоре 8 прогнозируется вид зависимости М f (Cf). Для этого в микропроцессор 8 введены соответствующие программы. Если при подсчете разности работ между прогнозируемой и текущей окажется, что последняя меньше энергии
единиЧ
ном Ного удара ударника гайковерта Аел
то исходя из зависимости о
вычисляется значение кгловой ти для, по следнего удара,
. HOW
где А
ел
Р
ел
номинальная работа при единичном ударе ударника гайковерта;
прогнозируемое значение работы затяжки резьбового
соединения при последнем ударе;
С - постоянный коэффициент про порциональности для данного гайковерта, который зависит от момента инерции ударника и КПД удара. Информация с датчика 5 угловой скорости сравнивается в микропроцессоре 8 с расчетным значением и при заданном упреждении с учетом быстродействия микропроцессора 8, управляющего блока 7 и механизма 6 отработки расчетного значения угловой скорости соударения со выдается сигнал на срабатывание редкоударного гайковерта.
Предложенный способ затяжки резьбовых соединений может быть осуществлен только редкоударными гайковертами, имеющими стабильную энергик) единичного удара и время между соседними ударами 1-2 с. Этого времени достаточно, чтобы с помощью быстродействующего микропроцессора 8 осуществить предусмотренные алгоритмом процессы.
Порядок реализации предложенного способа ударной затяжки следующий.
Для редкоударного гайковерта определяется работа при единичном уда-
-
ударника (Ае)
1., - к
2 CJn-fv,
А е
(It
IH)
0 г
0
5
где I
а
момент инерции ударника (маховика) гайковерта; момент инерции наковальни гайковерта;
коэффициент восстановления угловой скорости при ударе кулачков ударника по кулачкам наковальни; номинальная угловая скорость разгона ударника (назначает- ся из соображений прочности соударяемых деталей); коэффициент потерь в зазорах торцового ключа. Зависимость М f(() (фиг.2) получаем путем обработки эмпирического числого материала, поступакяцего с датчиков крутящего момента затяжки 3 и угла поворота 4 гайки.
Исходя из величины прогнозируемого крутящего момента затяжки резьбового соединения М, определяется путем интегрирования величина прогнозируемой работы AJ- (на фиг. 2 заштрихоI,. R
К ванная область под кривой М f (q). После Кс1ждого удара ударника гайко верта производится сравнение значе - НИИ (А - А ) и Ag. Здесь - вели чина текущей работы гайковерта в нарастающем итоге на текущий момент времени (при данном i-ом ударе).
Если наступит такой момент, когда выполнится условие А А А подсчитывается разность
то
пр
ПР
А/ А
Р
f.J - прогнозируемое значение работы при единичном ударе ударника
е)гайковерта при
пр
последнем ударе (AJ - А Р
Исходя из значения и парамет ров гайковерта. определяется значе кие угловой скорости разгона ударни ка озм, которую он должен иметь при нанесении последнего удара в процесс затяжки резьбового соединения
п I
li ly V 1н(1 + Ю Датчик 5 угловой скорости ударни ка, работая совместно с микропроцес сором 8, при достижении угловой рости, (о„ выдает сигнал на срабатыва ние редкоударного гайковерта. Сраба
тывание raiiKoaepTa при этом может осуществляться, например, за счет электромагнита, который устанавлива- с ется в гайковерте.
Формула изобретения
Способ затяжки резьбовых соедине10 НИИ, заключающийся в прикладывании к гайке крутящего момента затяжки, из мерении его и угла поворота гайки и окончании затяжки при достижении тре буемых их значений, отличаю
5 щ и и с я тем, что, с целью повыще ния надежности, крутящий момент затяжки прикладывают к гайке периодически ударами с постоянной угловой скоростью разгона ударника гайковер-
20 та, после каждого удара измеряют угол поворота гайки и крутящий момент на ней, по нескольким их значениям прог нозируют зависимость крутящего мо мента затяжки от угла поворота гайки
25 и определяют прогнозируемое значение работы, а для последнего удара постоянную угловую скорость разгона ударника гайковерта корректируют в зависимости от разности текущего и
30 прогнозируемого значений работ.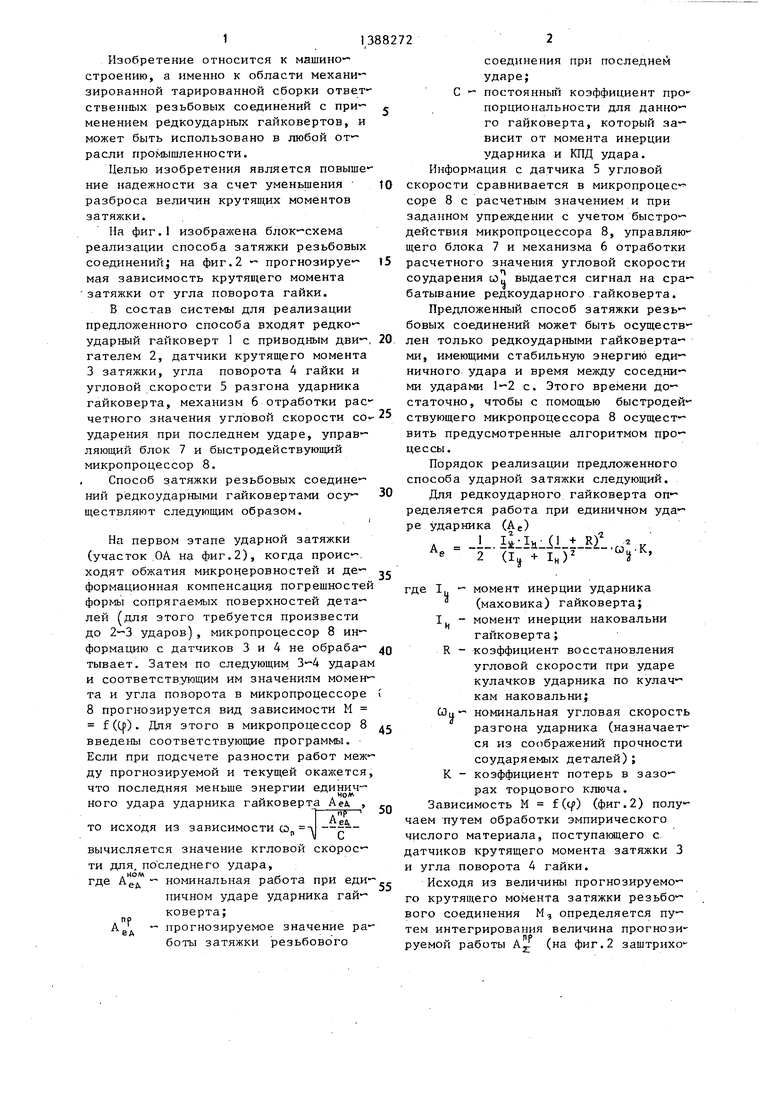
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ затяжки резьбовых соединений | 1989 |
|
SU1650424A1 |
| Способ затяжки резьбовых соединений | 1990 |
|
SU1749013A1 |
| СПОСОБ ЗАТЯЖКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ УДАРНЫМ ГАЙКОВЕРТОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2359810C2 |
| Способ контроля затяжки при сборке резьбовых соединений ударными гайковёртами | 2017 |
|
RU2659451C1 |
| УДАРНЫЙ ГАЙКОВЕРТ | 1992 |
|
RU2068337C1 |
| Гайковерт ударно-вращательного действия | 1983 |
|
SU1126427A1 |
| Способ испытания ударных гайковертов | 1978 |
|
SU746238A1 |
| Стенд для испытания ударных гайковертов | 1978 |
|
SU746237A1 |
| Рычажный гайковерт | 1977 |
|
SU729041A2 |
| Ударный гайковерт | 1982 |
|
SU1147557A2 |
Изобретение относится к области механизированной сборки ответственны) резьбовых соединений с применением редкоударных гайковертов. Цель изобретения повышение надежности. На пер вом этапе ударной затяжки микропроцес сор 8 информацию с датчиков 3,4 не обрабатывает. По следующим 3-4 ударам и соответствующим им значениям крутящего момента и угла поворота в микропроцессоре В прогнозируется вид зависимости М f (cf). В процессе разгона ударника гайковерта для последнего удара информация с датчика 5 угловой скорости сравнивается в мик ропро- цессоре 8 с расчетным значением Ом и при заданном упреждении с учетом быстродействия микропроцессора 8, управляющего блока 7 и механизма 6 обработки расчетного значения угловой скорости соударения СО и выдается сигнал на срабатывание редкоударного гайковерта. 2 ил. S (Л
фи.2
| ГАЙКОВЕРТ С УДАРНО-ИМПУЛЬСНЫМ МЕХАНИЗМОМ | 0 |
|
SU272173A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Иосилевич Г.В | |||
| и др | |||
| Затяжка и стопорение резьбовых соединений | |||
| М.: Машиностроение, 1985, с | |||
| . | |||
