Изобретение относится к механизированной сборке ответственных резьбовых соединений и может быть использовано в различных отраслях машиностроения.
Цель изобретения - повышение надежности и производительности за счет снижения погрешности достижения заданного момента и исключения операции создания начального момента.
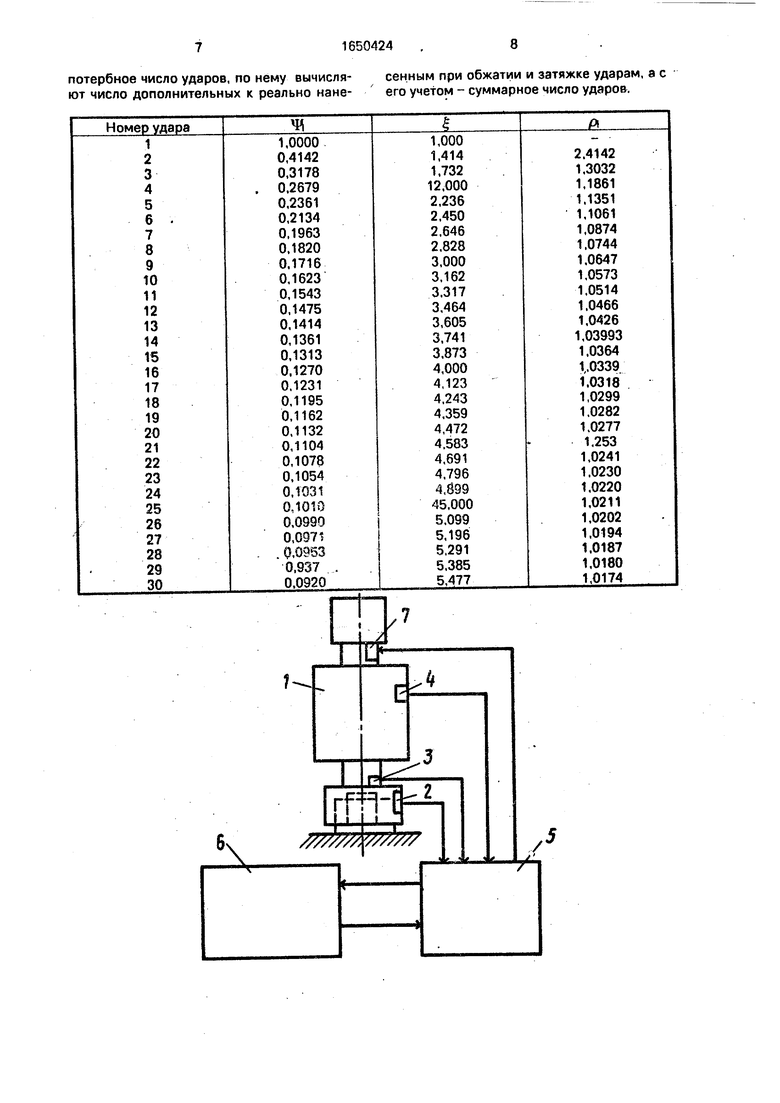
На чертеже изображена схема устройства для реализации способа затяжки резьбовых соединений.
Способ затяжки резьбовых соединений осуществляют следующим образом.
Для обеспечения квазипластического ударного взаимодействия между маховиком и наковальней ударного гайковерта необходимо выполнение условия
1„/1м а 0 .4, где IH момент инерции наковальни;
1м момент инерции маховика.
При этом условии послеударное (после 1-го удара) движение наковальни с маховиком в процессе ударной затяжки описывается уравнением
Q -А. где
а
К
; А о/2 бГ- 1 ,
(1+а)1н
где К - приведенная жесткость резьбового соединения;
# - текущее значение угла поворота гайки наковальни);
9 - текущее значение углового ускорения гайки;
0Г- 1 -суммарный угол поворота гайки за все предыдущие (1-1) удары.
В результате решения данного уравнения при начальных условиях в (0)0
где %о - начальная угловая скорость маховика в -момент взаимодействия с наковальней, можно последовательно определить
а
приращение угла поворота гайки и ее суммарный угол поворота после каждого удара в зависимости от угла поворота гайки после первого удара и от коэффициентов пропорциональности: 41 - коэффициента прираще- ния угла поворота гайки и Ј| коэффициента суммарного угла поворота гайки. Наиболее рационально производить затяжку ударными гайковертами за 10-15 ударов. Поэтому ограничимся 30 ударами и составим таблицу коэффициентов Щ и §
С помощью таблицы, зная угол поворота гайки после первого удара, можно определить приращение угла поворота гайки и ее суммарный угол поворота после любого из 30 ударов. В таблице коэффициент pi - коэффициент динамичности приращения угла поворота гайки. Он определяется
т ч&(чг
Коэффициенты Ч, § и р инвариантны относительно параметров резьбового соединения и гайковерта. Табличные коэф- фициенты вычисляются для теоретического случая, когда наблюдается прямо пропорциональная зависимость между углом поворота гайки и моментом на ней от затяжки до зе завершения. При затяжке резьбового соединения такая зависимость устанавливается только после обжатая csfai- ка, т.е, после завершения упругих и плаии- ческих деформаций контактирующих поверхностей (смятие микро-неровностей, выравнивание деталей пакета и т.п.). Предлагаемый способ затяжки резьбовых соеди- иений может быт.ь реализован редкоударным гайковертом 1, имеющим датчик 2 угла поворота гайки, датчик 3 мо- мента на Гс. Че, счетчик 4 ударов, блок 5 интерфейсов устройства согласования), микропроцессор 6 и механизм 7 включения- выключения г йковерта 1.
Способ реализуется следующей после- довательностью операций.
С пульта управления микропроцессора 6 (в который уже введена программа алгоритма способа и таблица коэффициентов) вводят значение требуемого момента Мтр затяжки резьбового соединения. Устанавливают гайковерт 1 на наживленную гайку (не показано). Нажимают кнопку Пуск. Все последующие операции выполняются без вмешательства оператора. Приводится счет нанесенных ударов до (можно заложить в программу и другое число, но 5 ударов достаточно для завершения обжатия стыка, если всю затяжку предполагается
К
произвести за 10-15 ударов). После 6-го, 7-го, 8-го ударов запоминается измеренный
угол поворота гайки $5(и),07(и) и 6$(и), а после 7-го и 8-го ударов запоминается измеренный момент на гайке М(и} и Мад. Вычисляется коэффициент динамичности приращения угла поворота гайки по измеренным углам ее поворота
ч #(и)-6&и)
Щ)
Сравнивается вычисленное рв(и) с табличными значениями pi и выбирается наиболее близкое теоретическое р, определяется номер удара т, соответствующего теоретическому р. запоминается if, запоминаются табличные значения коэффициентов ЈIT , Ј (IT-I) и Ј (1т-2). Вычисляется приведенная жесткость резьбового соединения
Ма(и)-М7(и)
бЈ(и)-#(и)
Определяется теоретическое усредненное значение угла поворота гайки после первого удара
rt.(at|a+|KLa.
Вычисляется потребный суммарный угол поворота гайки
0v.MlR 2 к
Вычисляется потребный коэффициент суммарного угла поворота гайки
&
$
Сравнивается вычисленное Јп с табличными значениями Јi , устанавливается номер удара, соответствующий § .наиболее близкого к Јп , запоминается этот номер in, т.е. номер последнего удара и теоретически потребное число ударов.
Определяется число ударов дополнительных к реально нанесенным пд чп-1т
Вычисляется суммарное число ударов ПЈ n+3+Пд
Было принято , хотя оно может быть и другим, как уже отмечалось, достаточным для обжатия стыка и настолько малым, чтобы число пд было таким, что времени и на исполнение пд ударов было бы достаточно на выполнение операций с 5-й по 15-ю. Производится счет ударов до п , после чего
отключается гайковерт. Способ может быть реализован при автоматизированном процессе сборки. С целью уменьшения времени
на составление и запись программы и экономии ячеек памяти микропроцессора целе- сообразно вводить в таблицу коэффициентов значения р только для первых (п+3) ударов, так как остальные ке используются в алгоритме реализации.
Пример конкретной реализации способа. Производится затяжка резьбового соединения, стягиваемого болтом М24к2, редкоударным гайковертом с энергией единичного удара Дж. Требуемый момент затяжки Н.м.
Затяжка производится в следующей последовательности. С пульта управления вводят в память микропроцессора Н.м.830 Н.м (таблица коэффициентов и программа выполнения алгоритма процесса затяжки были введены заранее). Наживляют гайку и навинчивают ее до соприкосновения со стягиваемой деталью. Устанавливают гайковерт на гайку, нажимают кнопку Пуск. Обрабатывают сигналы счетчика ударов, микропроцессор пропускает 5 ударов без обработки сигналов датчиков угла поворота гайки и момента на ней. Микропроцессор запомнил измеренные углы поворота гайки после 6-го, 7-го, и 8-го ударов ( (и)2,67 рад, в 7(и)3,24 рад, #8(и)3.71 рад) и измеренные после 7-го и 8-го ударов моменты на найке М( Н.м, Мв(иг640 Н.м). Производят вычисления
м. ЙЬо-фи) А%)
(и)-б(„) 4о
3.24-2.67 3,71-3.24 12128
Производят сравнение вычисленного рв(н) с табличными значениями, определяют наибольшее совпадение с табличным ,1861, запоминают номер удара, соответствующий теоретическому /э(1т-4), запомнились табличныеЈ1т 2,000,
&1Т-1Н,732 и Ј(т-2Н,414.
Вычисляют приведенную жесткость
резьбового соединения
ДМ8(и)М8(и)-М7(и)
) б&(„)-0(и) 640-555
3.71-3,24
181
fi 3,71
3,24 . 2,67
2.000 +1J32+ 1,414 18(рад)
Определяют усредненное значениебТ:
, &(и) . б(и) , №(и) I -г + Ј|т Ј(т - 1 §т - 2
Значение |,т ,000, Ј.т-г 1,73 и Ј(т-2Г .414 берут из таблицы.
0
5
0
5
Вычисляют иотовбны; гайки
д-,Мтр 830 02К Т8Т
, ГОП
4,Г13(грал Зычиспяют коэффициент
1испяют коэффициент Јп . вт. л 59
Производят сраьне чя йо.ч ла -;ого п с табличными значениями i-c-ф тов Јj, устанзв/.иэают, что на- ,Солес ша-, i п совпадает с |е {& 2 )
Запоминают IP 6 Определяют ч А -ь дополнительных ударов .
Вычисляют суммарное число ударов
Наносят 9-й и 10-й удары. После нане; сения 10-го удара подают команду на отключение гайковерта. На индикаторе высвечивается достигнутый в резьбовом соединении момент Н м.
Погрешность достигнутого момента составляет
fS§-ioo-100 1.8 %
Че трудно псклззть, что ошибка только на один удар в сторону уменьшения дает погрешность
100-100
г( () 10о-100- M5()J (1) {М,Р 1UU 1UU Мтр
t д.|/ -100-100 --8,9 % ,
М
тр
0
5
0
5
100-100 -7,9 %
а ошибка только на один удар в сторону увеличения дзет погрешность
(+1)м7Р
Формула изобретения Способ затяжки резьбовых соединений, заключающийся в обжатии стыка и затяжке ударами с фиксированием их суммарного числа, отличающийся тем, что, с целью повышения надежности и производительности, обжатие стыка производят также уда- рами, после первых трех ударов при затяжке замеряют угол поворота гайки, а после двух последовательно действующих из них - момент на гайке, по измеренным параметрам определяют коэффициент динамичности приращения угла поворота гайки и приведенную жесткость резьбового соединения, устанавливают теоретический номер удара, определяют теоретическое значение угла поворота гайки после первого удара при затяжке и потребный коэффициент суммарного угла поворота гайки, по значению последнего находят теоретическое
потербное число ударов, по нему вычисляют число дополнительных к реально нанесенным при обжатии и затяжке ударам, а с его учетом - суммарное число ударов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ затяжки резьбовых соединений | 1990 |
|
SU1749013A1 |
| Способ затяжки резьбовых соединений | 1986 |
|
SU1388272A1 |
| Способ затяжки резьбовых соединений | 1987 |
|
SU1493454A1 |
| Способ сборки резьбовых соединений | 1988 |
|
SU1579760A1 |
| СПОСОБ ЗАТЯЖКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ УДАРНЫМ ГАЙКОВЕРТОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2360785C2 |
| Способ контроля затяжки при сборке резьбовых соединений ударными гайковёртами | 2017 |
|
RU2659451C1 |
| УДАРНЫЙ ГАЙКОВЕРТ | 2011 |
|
RU2480323C2 |
| Пневматический ударный гайковерт | 1981 |
|
SU973338A1 |
| Пневмогидравлический привод редкоударного гайковерта | 1986 |
|
SU1402422A1 |
| Стенд для измерения энергии единичного удара гайковерта | 1978 |
|
SU765675A1 |
Изобретение относится к механизированной сборке ответственных резьбовых соединений и может быть использовано в различных отраслях машиностроения Цель изобретения - повышение надежности и производительности. Для этого наносится несколько ударов для обжатия стыка. По результатам замеров угла поворота гайки и момента на ней после первых трех ударов при затяжке определяются параметры резьбового соединения, а с помощью таблицы коэффициентов - соответствие реального процесса затяжки теоретическому, после чего определяют число дополнительных ударов и суммарное число ударов. При достижении суммарного числа ударов гайковерт отключают. 1 табл., 1 ил.
| Гельфанд М.Л | |||
| и др | |||
| Сборка резьбовых соединений, М.: Машиностроение, 1978, с | |||
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
| СПОСОБ ЗАТЯЖКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 0 |
|
SU254409A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
