IsD
M«db
оь
К5
Изобретение относится к трикотажной
промышленности, в частности к эластичной тесьме, включающей зластомерную нить спандекс и нерастяжимые нити и предназначенной к использованию в качестве отделочного материала при изготовлении гидрокостюмов из материалов двухстороннего дублирования.
Цель изобретения - улучшение эксплуатационных свойств тесьмы при отделке
1швов гидрокостюмов.
j На фиг. показана схема расположе|ния нитей в тесьме на лицевой стороне;
на фиг. 2 - то же, на изнаночной стороне; на фиг. 3 - схем:а способа вязания
|тесьмы; на фиг. 4 - то же.
Тесьма содержит внутренний упругий каркас 1, образованный полиуретановой нитью спандекс в каждо.м петельном ряду, причем все элементы петли, а именно палочки и игольные дуги остова, а также протяжки петель состоят из прямолинейных упругих отрезков. Петли из нерастяжимой нити 2 располагаются в структуре тесьмы таким образом, что игольные палочки остова, а также игольные и платинные дуги
.перекрывают каркас из полиуретановой нити спандекс на лицевой и изнаночной сторонах (фиг. 1 и 2).
Предлагаемую тесьму вяжут следующим образом.
В чулочном автомате, игольница которого совершает реверсивное движение, устанавливается количество игл, соответствующее вязанию тесьмы заданной ширины (12- 22 мм). В процессе вязания натяжение Битей должно изменяться для полиуретановой нити спандекс от 0,12 до 0,24 Н, а для нерастяжимых нитей от 0,3 до 0,8 П, причем соотношение модулей петель из поли- уретановых нитей спандекс и нерастяжимых нитей должно соответствовать 0,75-0.92. Нити 1 и 2 подаются одновременно в один нитеводитель 3 и одновременно провязываются в петли (фиг. 3).
Для улучшения качества тесьмы при вязании полиуретановую нить 1 спандекс заправляют между двумя растяжимыми нитями 2. При движении игольницы в одну сторону нерастяжимая нить из нитеводите- ля 3, образуя петлю, будет перекрывать упругий каркас из полиуретановой нити 1, а при движении игольницы в другую сторону нерастяжимая нить из нитеводителя 4 будет перекрывать каркас в следующем ряду (фиг. 4).
При вязании эластичной тесьмы по способу, в котором полиуретановая нить спандекс не подается в петлеобразную систему между двумя нерастяжимыми нитями, ухудшается качество тесьмы. На поверхности гесьмы образуются участки, на которых элементы петель из нерастяжимой нити не перекрывают каркас из полиуретановой нити спандекс.
При вязании тесьмы по способу, в котором натяжение полиуретановой нити спандекс составляет 0,28 Н, происходит обрыв нити и ухудшается качество тесьмы. При
вязании тесьмы по способу, в котором натяжение нерастяжимой нити составляет 0,25 Н, ухудшается качество тесьмы и затрудняется процесс петлеобразования.
При вязании тесьмы по способу, в кото,. ром натяжение нерастяжимой нити составляет 0,85 Н, затрудняется процесс петлеобразования, ухудшается качество тесьмы и ее эксплуатационные свойства.
В процессе вязания тесьмы модуль петли устанавливается путем изменения положения кулирных клиньев замочной системы по отношению к отбойной плфскости. Ширина тесьмы определяется количеством работающих игл, в зависимости от класса чулочного автомата и вида отделочного шва.
0 Для представления сущности изобретения приводятся примеры получения эластичной тесьмы для гидрокостюмов.
Пример }. Вязание эластичной тесьмы для отделки гидрокостюмов осуществляют
5 Н2 чулочном автомате 14 класса путем совместного провязывания эластомерной нити спандекс линейной плотности 15,6 текс и полиамидной текстурированной нити эластик линейной плотности текс X 2 при натяжении нитей в петлеобразующей системе для
0 нити спандекс 0,12 Н, а для полиамидной текстурированной нити 0,3 Н. Нити подаются одновременно в один нитеводитель. Соотношение модулей полиуретановой нити спандекс и текстурированной полиамидной нити устанавливается 0,75. Количество
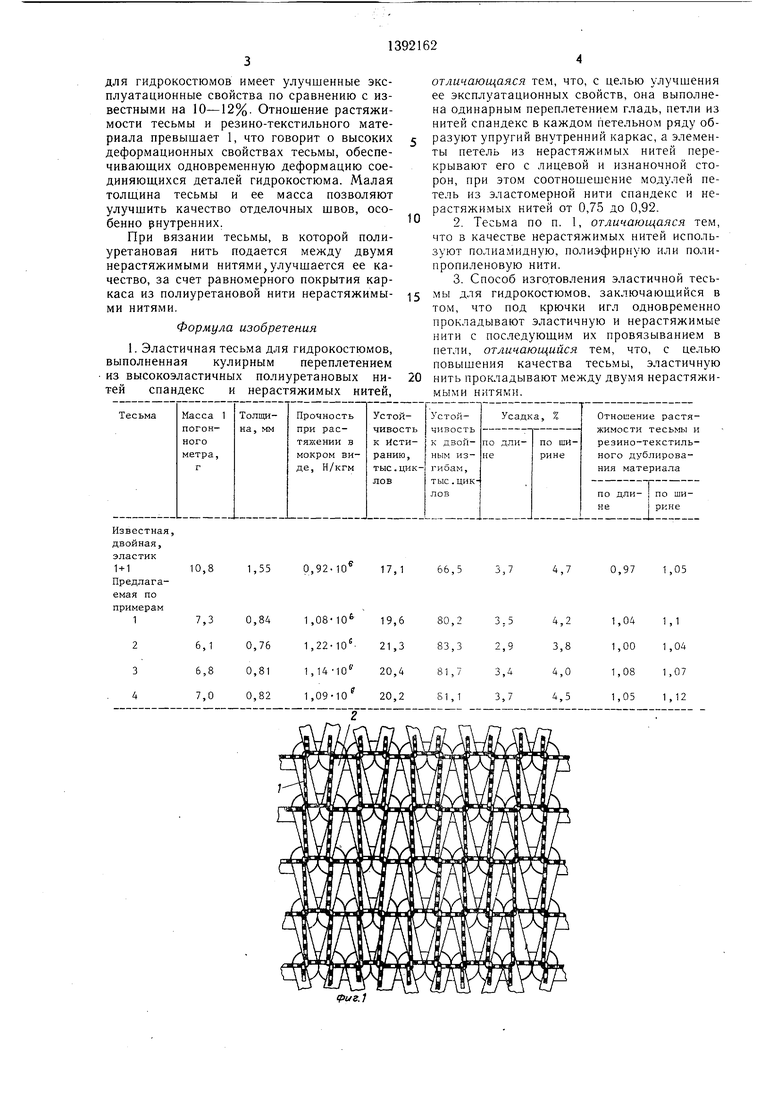
5 игл в заправке 28 игл. Свойства полученной тесьмы представлены в таблице.
Пример 2. Тесьма, выполнена по примеру 1 из полиэфирной нити и полиуретановой нити спандекс при соотношении модулей петель 0,92 и натяжении нитей в петле образующей системе для нити спандекс 0,24 Н; а для полиэфирной нити 0,8 Н. Свойства полученной тесьмы представлены в таблице.
Пример 3. Тесьма выполнена по примеру
1г 1 из полипропиленовой нити и нити спандекс при соотношении модулей петель 0,84 и натяжении нитей в петлеобразующей системе для нити спандекс 0,18 Н и для полипропиленовой нити 0,5 Н. Свойства полученной тесьмы представлены в таблице.
0 Пример 4. Тесьма выполнена по примеру 1 при заправке полиуретановой нити спандекс между двумя полиамидными нитями в разные нитеводители при соотношении модулей петель 0,75 при натяжении полиуретановой нити спандекс 0,12 Н, а для каж5 дои полиамидной нити 0,3 Н. Свойства полученной тесьмы представлены в таблице.
Из данных, приведенных в таблице и примерах, предлагаемая эластичная тесьма
для гидрокостюмов имеет улучшенные эксплуатационные свойства по сравнению с известными на 10-12%. Отношение растяжимости тесьмы и резино-текстильного материала превышает 1, что говорит о высоких деформационных свойствах тесьмы, обеспечивающих одновременную деформацию соединяющихся деталей гидрокостюма. Малая толщина тесьмы и ее масса позволяют улучшить качество отделочных швов, особенно внутренних.
При вязании тесьмы, в которой поли- уретановая нить подается между двумя нерастяжимыми нитями,улучшается ее качество, за счет равномерного покрытия каркаса из полиуретановой нити нерастяжимыми нитями.
Формула изобретения
1. Эластичная тесьма для гидрокостюмов, выполненная кулирным переплетением из высокоэластичных полиуретановых нитей спандекс и нерастяжимых нитей.
0
5
0
отличающаяся тем, что, с целью улучшения ее эксплуатационных свойств, она выполнена одинарным переплетением гладь, петли из нитей спандекс в каждом петельном ряду образуют упругий внутренний каркас, а элементы петель из нерастяжимых нитей перекрывают его с лицевой и изнаночной сторон, при этом соотношешение модулей петель из эластомерной нити спандекс и нерастяжимых нитей от 0,75 до 0,92.
2.Тесьма по п. 1, отличающаяся тем, что в качестве нерастяжимых нитей используют полиа.мидную, полиэфирную или полипропиленовую нити.
3.Способ изготовления эластичной тесьмы для гидрокостюмов, заключающийся в том, что под крючки игл одновременно прокладывают эластичную и нерастяжимые нити с последующим их провязыванием в петли, отличающийся тем, что, с целью повышения качества тесьмы, эластичную нить прокладывают между двумя нерастяжимыми нитями.
| название | год | авторы | номер документа |
|---|---|---|---|
| Эластичная тесьма | 1987 |
|
SU1472535A1 |
| Эластичный трикотаж | 1984 |
|
SU1344832A1 |
| Дублированный резинотекстильный материал | 1987 |
|
SU1419918A1 |
| Способ вязания борта чулочно-носочного изделия | 1982 |
|
SU1082880A1 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ СИММЕТРИИ ЛИЦА | 1997 |
|
RU2116775C1 |
| Фильтровальный материал | 1987 |
|
SU1438826A1 |
| Эластичный трикотаж | 1985 |
|
SU1384629A1 |
| ТРИКОТАЖ КУЛИРНЫЙ ДВОЙНОЙ | 1992 |
|
RU2076161C1 |
| Дублированный резинотекстильный материал | 1985 |
|
SU1320284A1 |
| Эластичный трикотаж | 1985 |
|
SU1326669A1 |

Изобретение относится к трикотажной промышленности и позволяет улучшить эксплуатационные характеристики тесем. Эластичная тесьма выполнена на базе одинарного кулирного переплетения гладь из двух нитей: эластомерной спандекс и нерастяжимой. Петли из нитей спандекс образуют внутренний упругий каркас тесьмы, а элементы петель из нерастяжимой нити перекрывают каркас лицевой и изнаночной сторон. Отношение модулей петель из нити спандекс и нерастяжимой нити равно 0,75-0,92. При вязании тесьмы для повышения ее качества эластичную нить подают между нерастяжимыми нитями. 2 с. п. ф-лы, 1 з.п. ф-лы 4 ил., 1 табл. S
.1
| Эластичный трикотаж | 1984 |
|
SU1344832A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
