7
00
сл
4
СО
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ВРЕМЕНИ ЖИЗНИ НЕОСНОВНЫХ НОСИТЕЛЕЙ ЗАРЯДА В ПОЛУПРОВОДНИКАХ | 2006 |
|
RU2318218C1 |
| Устройство для записи измерений частоты переменного тока | 1933 |
|
SU40457A1 |
| Устройство для определения плотности сахарного сиропа (клеровки) в трубопроводе | 1990 |
|
SU1717638A1 |
| СПЕКТРОМЕТР ЭЛЕКТРОННОГО ПАРАМАГНИТНОГО РЕЗОНАНСА | 1996 |
|
RU2095797C1 |
| Резонатор сверхвысокочастотных электромагнитных колебаний в виде диэлектрической трехгранной односторонней поверхности с металлическими обкладками | 2018 |
|
RU2701047C1 |
| СПЕКТРОМЕТР ЭЛЕКТРОННОГО ПАРАМАГНИТНОГО РЕЗОНАНСА | 1996 |
|
RU2095798C1 |
| ШИРОКОПОЛОСНЫЙ ЭЛЕКТРОМАГНИТНЫЙ РЕЗОНАТОР ДЛЯ ТЕРАПЕВТИЧЕСКОГО ВОЗДЕЙСТВИЯ НА ПАТОЛОГИЧЕСКИЕ ОЧАГИ В ТКАНЯХ ОРГАНИЗМА, МЕДИЦИНСКИЙ ПРИБОР ДЛЯ ТЕРАПЕВТИЧЕСКОГО ВОЗДЕЙСТВИЯ И СПОСОБ ТЕРАПЕВТИЧЕСКОГО ВОЗДЕЙСТВИЯ | 2017 |
|
RU2757254C1 |
| Устройство для определения содержания и сигнализации наличия примесей в газопроводах | 1975 |
|
SU530237A1 |
| СВЕРХВЫСОКОЧАСТОТНЫЙ РЕЗОНАНСНЫЙ ГИРОСКОП | 2003 |
|
RU2258908C2 |
| КОАКСИАЛЬНЫЙ МАГНЕТРОН | 1976 |
|
SU1840436A1 |
Изобретение относится к метал- ообработке и может нййти применение при эксплуатации сборных фрез, оснащенных режущими вставками с диэлектрическими поликристаллами из сверхтвердых материалов. Цель изобретения повышение точности регулирования режущих вставок путем регистрации контакта между диэлектрическими поликристаллами вставки и обрабатъшаемой поверхностью. Для этого вставку 1 через корпус 3 и обрабатываемую поверхность 5 включают в цепь генератора 6 сверхвысокочастотньгх электромагнитных колебаний и настраивают на резонансную частоту. По форме резонансных кривых (по амплитудному значению), которые можно наблюдать на регистрирукяцем приборе 7, по значению резонансной частоты или по значению мощности при резонансе определяется наличие или отсутствие контакта вставки и обрабатываемой поверхности. 3 з.п, ф-лы, 3 ил. (Л
ф1/г.
Изобретение относится к металлообработке и может быть использовано при эксплуатации сборных фрез, оснащаемых режущими вставками с диэле- ктрическими поликристаллами (ДП) из сверхтвердых материалов типа композит 01 (эльбор), композит 10 (гексанит) .
Цель изобретения - повышение точ- ности регулировки вставок путем регистрирования контакта между-диэлектрическим поликристаллом вставки и обрабатываемой поверхностью.
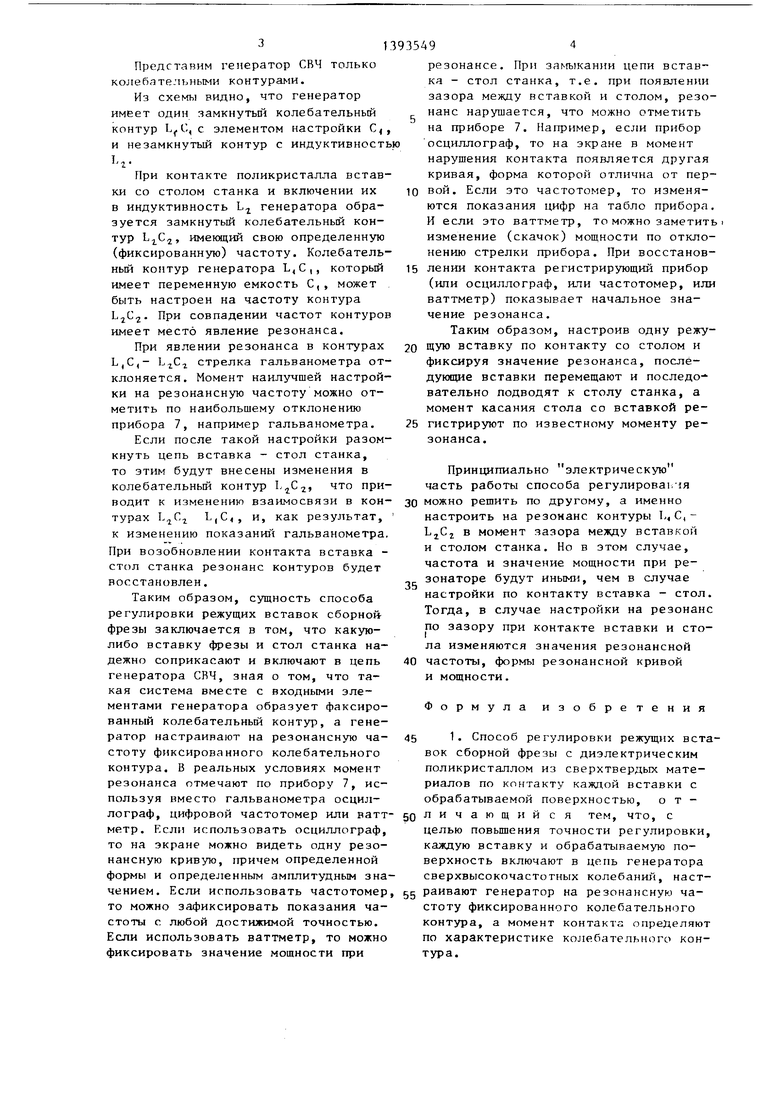
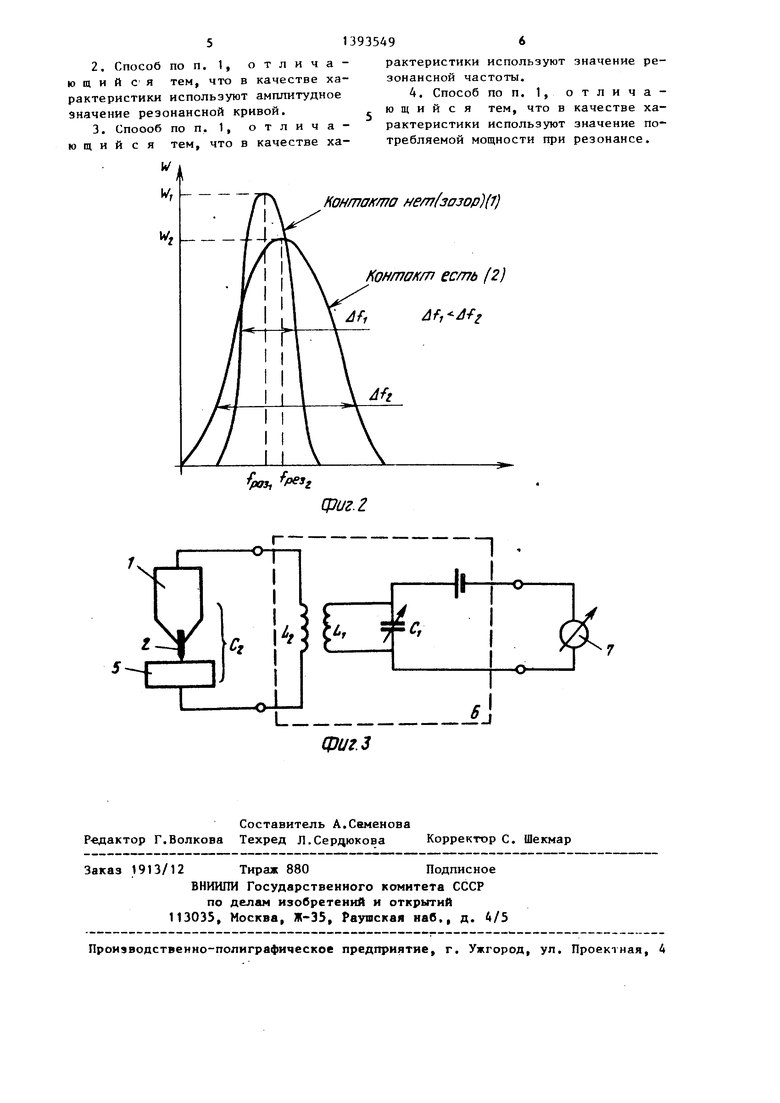
На фиг. 1 показана схема, поясня- ющая способ регулировки режущих вставок сборной фрезы; на фиг. 2 - формы резонансных характеристик и мощности сверхвысокочастотных электромагнитных колебаний при отсутствии (кривая 1) и наличии (кривая 2) контакта между вставкой и обрабатываемой поверхностью; на фиг. 3 - генератор сверхвысокочастотных колебаний.
Поскольку следует осуществлять установку всех вставок сборной фрезы, то источник сверхвысокочастотных электромагнитных колебаний включают с каждой вставкой, находящейся в контакте с обрабатьшаемой поверхностью. Именно применение источника сверхвысокочастотных электромагнитных колебаний позволяет рещить р$щ вопросов: регистрировать контакт между диэлектриком и металлом; применить низково- льтные (слаботочные) электрические цепи; обеспечить электробезопасность для обслуживающего персонала; использовать малую мощность для работы источника, тем самым не вызывать помехи для работы соседнего оборудования и приборов; обеспечить легкую переналадку для работы с различными диэлектрическими материалами; возможность использования в автоматизированной системе настройки и регулирования; наблюдать на экране осциллографа эффект наличия или отсутствия контакта; исключить субьективный фактор наладчика при контроле контакта вставка - обрабатываемая поверхность.
Диэлектрический поликристалл, защемленный в металлической вставке, с одной стороны и касающийся обрабо- танной поверхности с другой, представляет собой волновод для сверхвысокочастотных электромагнитных колебаний и является резонатором.
,
д
5 0
5 0 с о 5
0
с
Минимум потерь энергии в таком волноводе наблюдается при резонансной частоте. Поэтому каждую режущую вставку, находящуюся в контакте с обрабатываемой поверхностью, настраивают на резонансную частоту. Известно, что для исследования резо нансных свойств резонатора необходимо изучить, как зависит мощность возникающих в нем электромагнитных колебаний от частоты генератора (при фиксированных размерах резонатора). Однако, поскольку в качестве резонатора используется поликристалл вставки, защемленный с двух сторон металлическими проводниками (телом вставки и обрабатываемой плоскостью), то длина резонато ра для каждой вставки практически не изменяется, частота генератора постоянна для явления резонанса и поэтому только добротность резонатора будет влиять на форму резонансных характеристик и мощность электромагнитных колебаний. Так, при отсутствии контакта между вставкой с диэлектрическими поликристаллами и металлом имеет место еще и воздушный .зазор, влияющий на суммарную диэлектрическую проницаемость и однородность резонатора. В случае зазора добротность резонатора меньше, а форма резонансной характеристики узкая и высокая. При наличии контакта диэлектрического поликристалла вставки и обрабаты-. ваемой поверхности добротность резонатора улучшается и форма резонансной характеристики также изменяется. При контакте вставки с диэлектрическим поликристаллом из СТМ и обрабо- t танной поверхностью резонансная характеристика становится более низкой и широкой. По высоте резонансных характеристик определяют мощность электромагнитных колебаний. При контакте мощность меньше, при зазоре - больше.
Способ осуществляется следующим образом.
Режущая вставка 1 оснащена диэлектрическим поликристаллом 2 из сверхтвердых материалов и расположена в корпусе 3 сборной фрезы с зажимным элементом 4 и контактирует с обрабатываемой поверхностью 5 с зазором 8 Вставка 1 через корпус 3 и обрабатываемая поверхность 5 включены в цепь генератора 6 сверхвысокочастотных электромагнитных колебаний (СЕЧ).
31
Представим генератор СВЧ только колебательными контурами.
Из схемы видно, что генератор имеет один замкнутьй колебательный контур , с элементом настройки С, и незамкнутый контур с индуктивность L..
При контакте поликристалла вставки со столом станка и включении их в индуктивность L генератора образуется замкнутый колебательный контур , имеющий свою определенную (фиксированную) частоту. Колебательный контур генератора L,C,, который имеет переменную емкость С,, может быть настроен на частоту контура LjC. При совпадении частот контуров имеет место явление резонанса.
При явлении резонанса в контурах L,C,- стрелка гальванометра отклоняется. Момент наилучшей настройки на резонансную частоту можно отметить по наибольшему отклонению прибора 7, например гальванометра.
Если после такой настройки разомкнуть цепь вставка - стол станка, то этим будут внесены изменения в колебательный контур , что приводит к изменению взаимосвязи в кон- турах LjC, и, как результат, к изменению показаний гальванометра. При возобновлении контакта вставка - стол станка резонанс контуров будет восстановлен.
Таким образом, сущность способа регулировки режущих вставок сборной фрезы заключается в том, что какую- либо вставку фрезы и стол станка надежно соприкасают и включают в цепь генератора СВЧ, зная о том, что такая система вместе с входными элементами генератора образует факсиро- ванный колебательный контур, а генератор настраивают на резонансную ча- стоту фиксированного колебательного контура. В реальных условиях момент резонанса отмечают по прибору 7, используя вместо гальванометра осциллограф, цифровой частотомер или ватт метр. Если использовать осциллограф, то на экране можно видеть одну резонансную кривую, гфичем определенной формы и определенным амплитудным значением. Если использовать частотомер то можно зафиксировать показания частоты с любой достижимой точностью. Если использовать ваттметр, то можно фиксировать значение мощности при
494
резонансе. При зa tыкaнии цепи вставка - стол станка, т.е. при появлении зазора между вставкой и столом, резонанс нарушается, что можно отметить на приборе 7. Например, если прибор осциллограф, то на экране в момент нарушения контакта появляется другая кривая, форма которой отлична от первой. Если это частотомер, то изменяются показания цифр на табло прибора И если это ваттметр, то можно заметит изменение (скачок) мощности по отклонению стрелки прибора. При восстановлении контакта регистрирующий прибор (или осциллограф, или частотомер, или ваттметр) показывает начальное значение резонанса.
Таким образом, настроив одну режущую вставку по контакту со столом и фиксируя значение резонанса, последующие вставки перемещают и последо вательно подводят к столу станка, а момент касания стола со вставкой регистрируют по известному моменту резонанса.
Принципиально электрическую часть работы способа регулироваг.чя можно решить по другому, а именно настроить на резонанс контуры L, С, - LjCj в момент зазора между вставкой и столом станка. Но в этом случае, частота и значение мощности при резонаторе будут иными, чем в случае настройки по контакту вставка - стол. Тогда, в случае настройки на резонанс по зазору при контакте вставки и стола изменяются значения резонансной частоты, формы резонансной кривой и мощности.
Формула изобретения
KoHmoffma не /зозор)(1)
U,
fpos, резг
(риг. г
oti
фиг.з
рактеристики используют значение резонансной частоты.
Контакт есть /2) Jjf,//
п
| Способ установки режущих ножей сборной фрезы | 1980 |
|
SU865557A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
