Изобретение относится к обработке металлов давлением и может быть использовано в прокатном производстве для резки прокатного металла в горячем состоянии.
Цель изобретения - повьшение надежности ножниц и улучшение условий их обслуживания.
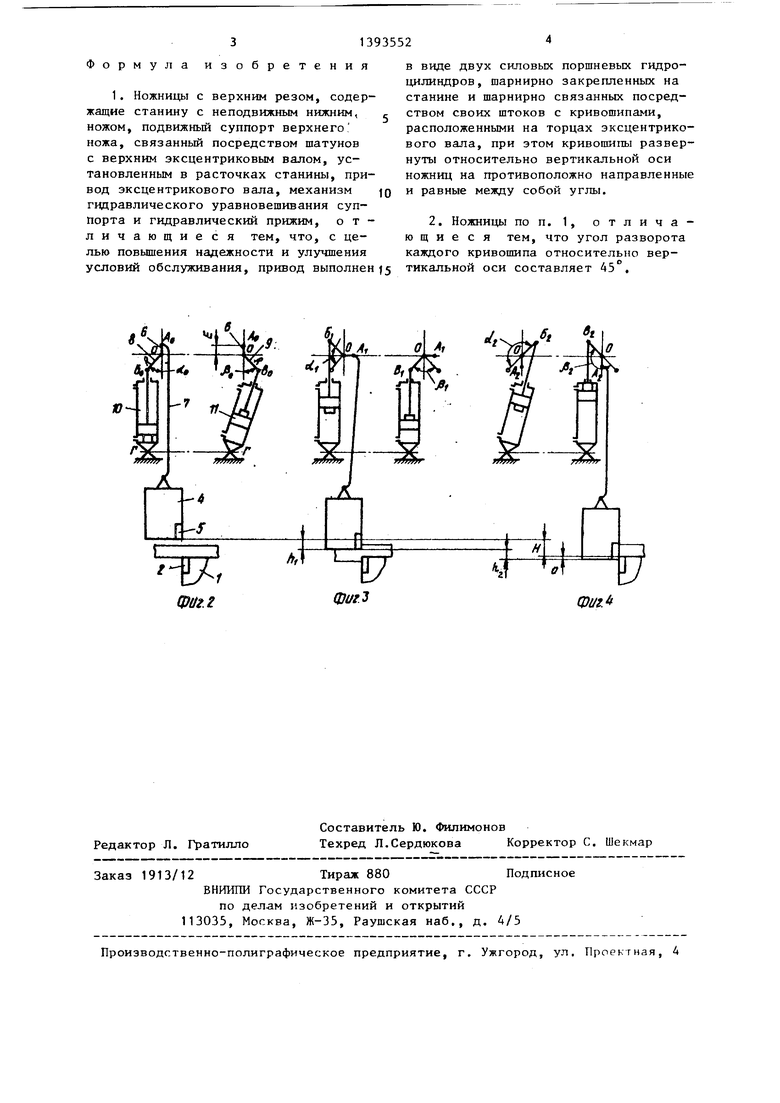
На фиг. 1 изображены ножницы, общий вид; на фиг. 2 - механизм ножниц перед резом; исходное положение; на фиг. 3 - то же, после совершения рабочего хода одним из силовых гидроцилиндров; на фиг. 4 - то же, при совершении рабочего хода другим гидроцилиндром, что соответствует концу реза.
Ножницы с верхним резом содержат станину 1 закрытого типа с нижним ножом 2 и направляющими 3, в которых установлен с возможностью перемещения суппорт 4 с верхним ножом 5. В расточках станины коренными шейками
аккумулятором высокого давления (не показан).
При включении ножниц на рез пода- - ется давление в цилиндры 14 прижима, которые прижимают разрезаемый металл к нижнему ножу 2, затем в поршневую полость цилиндра 10 подается рабочее давление, штоковая по10 лость соединяется со сливом и при перемещении поршня, через кривошип 8 (ось Б) начинает проворачиваться эксцентриковый вал 6, суппорт 4 с верхним ножом 5 перемещается вниз,
15 ножи внедряются в металл и начинается собственно рез.
Далее при провороте кривошипа 8 от цилиндра 10 на угол о(, в положение Б, кривошип 9, связанный с
20 включенным в режиме Слежение цилиндром 11, проворачивается на угол ) в положение В , которое является исходным для рабочего хода цилиндра 11, при этом суппорт 4 со(ось 0) установлен эксцентриковый вал 25 вершает ход h . В этом положении по
сигналу от средств автоматики (не изображены) цилиндр 10 включается в режим Слежение, в поршневую полост цилиндра 11 подается рабочее давле- 30 ние, а его штоковая полость соединяется со сливом. Поршень со штоком цилиндра 11 перемещается в свое край нее верхнее положение и проворачивает кривошип 9 в положение (ось В)
6 с эксцентриситетом Е, который посредством шатунов 7 шарнирно связан с суппортом 4. На торцах эксцентрикового вала 6 расположены кривошипы 8 и 9 радиуса R (оси Б и В), развернутые относительно вертикальной оси соответственно на углы ЛИЙ. Кривошипы связаны со штоками силовых поршневых гидроцилиндров 10 и 11, шарнирно засигналу от средств автоматики (не изображены) цилиндр 10 включается в режим Слежение, в поршневую полост цилиндра 11 подается рабочее давле- 30 ние, а его штоковая полость соединяется со сливом. Поршень со штоком цилиндра 11 перемещается в свое край нее верхнее положение и проворачивает кривошип 9 в положение (ось В)
крепленных на станине 1 (оси 1), где 35 угле/,j , суппорт 4 совершает ход
также смонтированы гидроцилиндры 12 2 уравновешивания, связанные через кронштейны 13 с суппортом 4, и гидравлические прижимь 14 металла.
Ножницы работают следующим обра- 40 зом.
В исходном положении ножниц (фиг. 2) в штоковую полость силового гидроцилиндра 10 подано через подвод давление возврата, поршневая полость дс через подвод соединена со сливом и его поршень занимает крайнее нижнее положение. Связанный с цилиндром 10 кривошип 8 эксцентрикового вала 6 занимает положение (ось Брна углео д, при этом кривошип 9, связанный с гид-- роцилиндром 11, включенным на режим Слежение (слив-наполнение), занимает положение (ось В). На угле
а кривошип 8, соединенный с работающим в режиме Слежение цилиндром 10, занимает положение (ось Б) на угле i -Г (т) этом экс центриковый вал 6 проворачивается на 180°, суппорт 4 с ножом 5, непрерывн перемещаясь вниз, осуществляет полны ход h г металл разрезан и ножи перекрыты на величину а.
Возврат ножниц в исходное положение осуществляется реверсивным полуоборотом эксцентрикового вала при работе гидроцилиндров 10 и 11 в обратной последовательности, а включение цилиндров на обратный ход осуществляется автоматически от средств автоматики.
Во время перемещений суппорта 4
эксцентрик занимает край- в полость цилиндров 12 уравновепшва- пее верхнее положение (ось АО), между ния от аккумулятора (не показан) поножами установлен максимальный раствор Н. Гидроцилиндры 12 уравновешивания верхнего суппорта 4 соединены с
стоянно подается жидкость под давлением для уравнавешивания массы суппорта .
аккумулятором высокого давления (не показан).
При включении ножниц на рез пода- ется давление в цилиндры 14 прижима, которые прижимают разрезаемый металл к нижнему ножу 2, затем в поршневую полость цилиндра 10 подается рабочее давление, штоковая полость соединяется со сливом и при перемещении поршня, через кривошип 8 (ось Б) начинает проворачиваться эксцентриковый вал 6, суппорт 4 с верхним ножом 5 перемещается вниз,
ножи внедряются в металл и начинается собственно рез.
Далее при провороте кривошипа 8 от цилиндра 10 на угол о(, в положение Б, кривошип 9, связанный с
включенным в режиме Слежение цилиндром 11, проворачивается на угол ) в положение В , которое является исходным для рабочего хода цилиндра 11, при этом суппорт 4 совершает ход h . В этом положении по
сигналу от средств автоматики (не изображены) цилиндр 10 включается в режим Слежение, в поршневую полость цилиндра 11 подается рабочее давле- ние, а его штоковая полость соединяется со сливом. Поршень со штоком цилиндра 11 перемещается в свое крайнее верхнее положение и проворачивает кривошип 9 в положение (ось В)
угле/,j , суппорт 4 совершает ход
угле/,j , суппорт 4 совершает ход
2
а кривошип 8, соединенный с работающим в режиме Слежение цилиндром 10, занимает положение (ось Б) на угле i -Г (т) этом эксцентриковый вал 6 проворачивается на 180°, суппорт 4 с ножом 5, непрерывн перемещаясь вниз, осуществляет полны ход h г металл разрезан и ножи перекрыты на величину а.
Возврат ножниц в исходное положение осуществляется реверсивным полуоборотом эксцентрикового вала при работе гидроцилиндров 10 и 11 в обратной последовательности, а включение цилиндров на обратный ход осуществляется автоматически от средств автоматики.
Во время перемещений суппорта 4
в полость цилиндров 12 уравновепшва- ния от аккумулятора (не показан) постоянно подается жидкость под давлением для уравнавешивания массы суппорта .
Формула изобретения
1. Ножницы с верхним резом, содержащие станину с неподвижным нижним, ножом, подвижный суппорт верхнего ножа, связанный посредством шатунов с верхним эксцентриковым валом, установленным в расточках станины, привод эксцентрикового вала, механизм гидравлического уравновешивания суппорта и гидравлический прижим, отличающиеся тем, что, с целью повышения надежности и улучшения условий обслуживания, привод выполнен
в виде двух силовых поршневых гидроцилиндров, щарнирно закрепленных на станине и шарнирно связанных посредством своих штоков с кривошипами, расположенными на торцах эксцентрикового вала, при этом кривошипы развернуты относительно вертикальной оси ножниц на противоположно направленные и равные между собой углы.
2. Ножницы по п. 1, отличающиеся тем, что угол разворота каждого кривошипа относительно вертикальной оси составляет 45°,
| название | год | авторы | номер документа |
|---|---|---|---|
| Ножницы с верхним резом | 1985 |
|
SU1349898A1 |
| ЛЕТУЧИЕ НОЖНИЦЫ | 1991 |
|
RU2019367C1 |
| Ножницы для резки листового и полосового материала | 1980 |
|
SU998005A1 |
| Ножницы для резки проката | 1983 |
|
SU1152726A1 |
| Ножницы для резки заготовок | 1983 |
|
SU1228980A1 |
| Гидравлические маятниковые ножницы | 1982 |
|
SU1069962A1 |
| Качающиеся летучие ножницы | 1973 |
|
SU554958A1 |
| Летучие ножницы | 1985 |
|
SU1294506A1 |
| Ножницы для резки листа | 1976 |
|
SU763043A1 |
| НОЖНИЦЫ ДЛЯ РЕЗКИ ЛИСТОВОГО МАТЕРИАЛА | 1998 |
|
RU2135333C1 |
Изобретение относится к обработке металлов давлением, а именно к конструкциям эксцентриковых ножниц. Цель - повышение надежности и улучшение условий их обслуживания. Ножницы содержат станину 1 с нижним ножом 2 и направляющими 3, в которьк установлен суппорт 4 с верхним ножом 5. В расточках станины (ось 0) установлен эксцентриковый вал 6, который связан посредством шатунов 7 с суппортом. На торцах эксцентрикового вала выполнены кривошипы 8 и 9, которые связаны со штоками силовых поршневых гидроцилиндров 10 и 11, шарнир- но закрепленных на станине. Кривошипы развернуты относительно вертикальной оси ножниц на противоположно направленные и равные между собой углы, предпочтительно 45°. На станине также смонтированы гидроцилиндры 12, уравновешивающие суппорт через кронштейны 13 и гидравлические прижИмы 14. Рабочий ход ножниц осуществляется непрерывным проворотом эксцентрикового вала 6 на угол 180° последовательно от каждого из гидроцилиндров. Возврат в исходное положение - при реверсивном полуобороте вала от тех же цилиндров, включающихся в обратной последовательности. 1 з.п. ф-лы, 4 ил. Ф (Л со со 00 СЛ г f
y f f Tffj ff
фаг. г
фиг. З
ffc
А
Ф1Л
| Прокатка и прокатное оборудование | |||
| Экспресс-информация | |||
| Прибор для промывания газов | 1922 |
|
SU20A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
