Изобретение.относится к обработк металлов давлением, а именно к прокатному оборудованию для резки прокатного металла в горячем состоянии и может быть использовано на обжимных и заготовочных станах горячей прокатки для резки плит и слябов сечения, особенно на станах горячей прокатки алюминия.
Цель изобретения - расширение технологических возможностей.
Цель достигается за счет возможности порезки проката, например слябов большой толщины за несколько частичных резов.
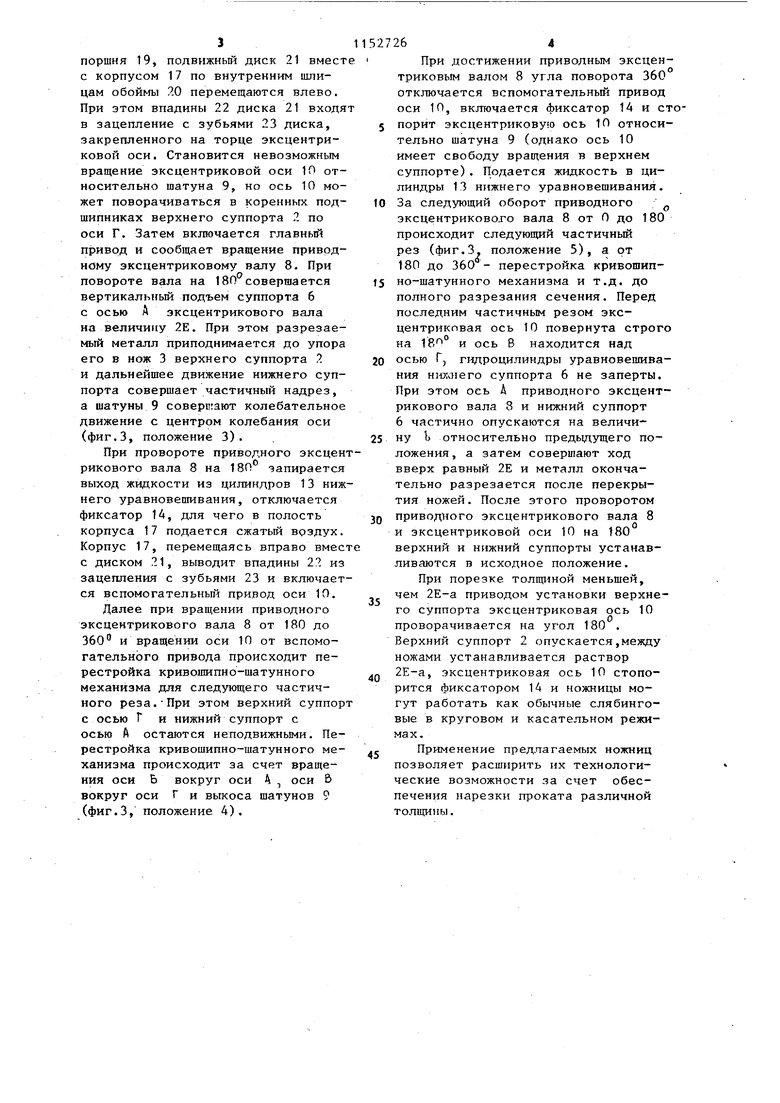
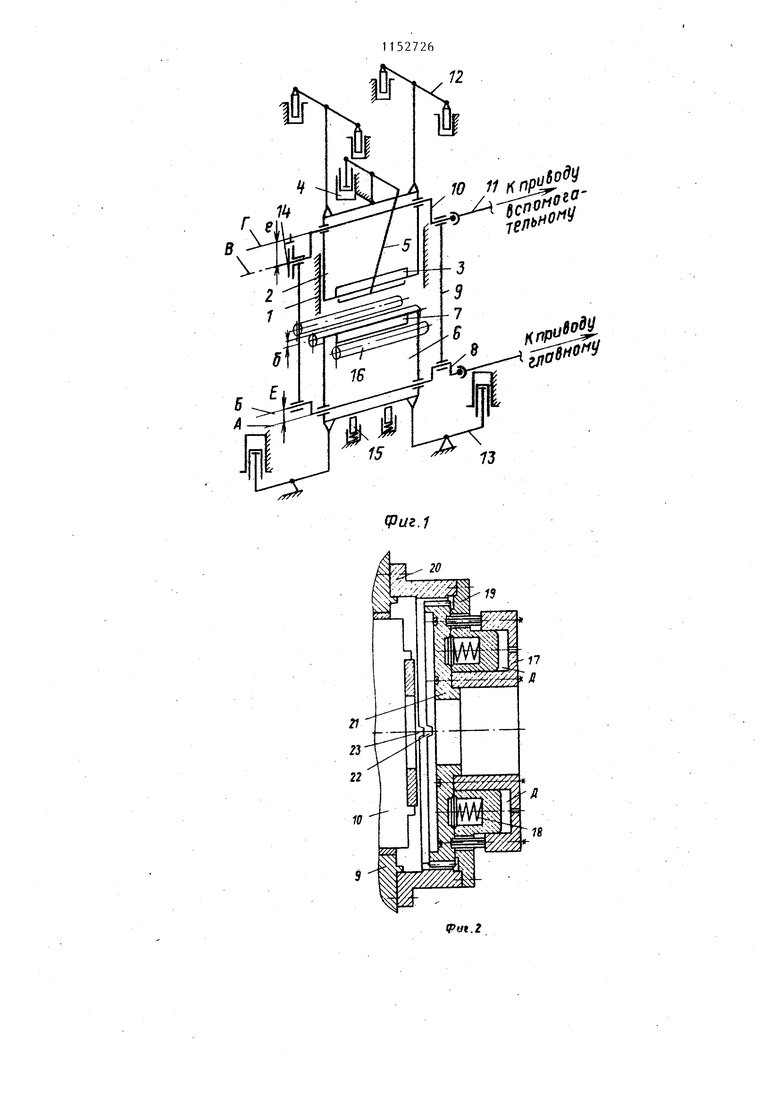
На фиг.1 представлена схема ножниц; на фиг.2 - фиксатор;на фиг.З схема положений кривошипно-шатунного механизма при резании.
Ножниць для резки проката содержат станину 1 закрытого типа, в вертикальных направляющих (на фиг.1 заштрихованы) которой размещен верхний суппорт 2 с ножом 3. На верхнем суппорте смонтирован прижим, содержащий гидроцилиндр 4 и рычажную систему с ползуном 5.
Нижний суппорт 6 с ножом 7 размещен в вертикальных направляющих верхнего суппорта (на фиг.1 не показаны) .
В расточках нижнего суппорта коренными шейками (ось А ) установлен приводной эксцентриковый вал 8 Который имеет мотылевые шейки (ось Ь ) Смещение оси б относительно оси А составляет эксцентрисистет Е вала. Шатуны 9 в нижней части шарнирно соединены с мотылевыми шейками приводного эксцентрикового вала 8, а в верхней части с мотьшевыми шейками эксцентриковой оси 10 (ось В ), которая своими коренными шейками установлена в расточках верхнего суппорта 2. Смещение оси 8 относительно оси Г составляет эксцентрисистет е оси 10.
Вращение приводному эксцентрико.вому валу сообщается от главного редукторногр или безредукторного электропривода через шпиндель (не показаны). Эксцентриковая ось 10 через шпиндель 11 соединена с вспомогательным приводом (не показан).
Ножницы содержат также гидравлическое уравновешивание суппортоб: верхнего 12 и нижнего 13,
фиксатор 14, амортизаторы 15 и рольганг 16.,
Фиксатор 14 содержит подвижный кольцевой корпус 17 (фиг.2), пружины 18, неподвижный кольцевой поршень 19, обойму 20 с внутренними шлицами, закрепленную к шатуну 9, подвижньп диск 21 с внешними шлицами, жестко соединенньп с кор0пусом 17.
Впадинь 22 диска 21 имеют возможность входить в зацепление с зубьями 23 диска, жестко закрепленного на торце эксцентриковой оси 10,
5
Ножницы для резки проката работают следующим образом.
В исходном положении перед резом между ножами установлен максимальный раствор 2Е + 2е - а, где а 0величина перекрытия ножей в конце реза. Нижний суппорт 6 опирается на амортизаторы 15 в станине, при этом нижний нож 7 находится ниже уровня роликов рольганга на вели5чину 8 равную примерно 10-25 мм. Плита прижима 4 располагается на одном уровне с верхним ножом 3. В исходном положении фиксатор 14 не задействован.
При порезке проката (слябов) толщиной большей 2Е-а после включения кнопки Рез сначала включаются вспомогательньй привод и при вращении верхней эксцентриковой оси 10 происходит вертикальное опускание в направляющих станины верхнего суппорта 2 с коренными шейками оси 10 (осьГ ) и прижима, закрепленного на верхнем суппорте. При этом мотылевыми шейками (ось В ) шатуны 9 отклоняются от вертикали с центром отклонения вокруг оси 6 приводного эксцентрикового вала 8 (фиг.З, положение 2). Не доходя до
5
металла на расстояние 30-50 мм верхний суппорт 2 с прижимом останавливается, так как запирается выход жидкости из цилиндров 12 уравновешивания верхнего суппорта
0 по сигналу от командоаппарата, установленного на тихоходном валу вспомогательного привода.
По этому же сигналу включается и фиксатор 14, для чего сбрасыва5ется давление воздуха из полости Л кольцевого корпуса 17 и под действием усилия пружин 18, расположенных в расточках кольцевого 3 поршня 19, полвижный диск 21 вмес с корпусом 17 по внутренним шлицам обоймы 20 перемещаются влево. При этом впадины 22 диска 21 вход в зацепление с зубьями 23 диска, закрепленного на торце эксцентриковой оси. Становится невозможным вращение эксцентриковой оси 10 от носительно шатуна 9, но ось 10 мо жет поворачиваться в коренных: под шипниках верхнего суппорта 2 по оси Г. Затем включается главный привод и сообщает вращение приводному эксцентриковому валу 8. При повороте вала на ISOсовершается вертикальный подъем суппорта 6 с осью А эксцентрикового вала на величину 2Е. При этом разрезае мый металл приподнимается до упора его в нож 3 верхнего суппорта 2 и дальнейшее движение нижнего суппорта совершает частичный надрез, а шатуны 9 совершают колебательное движение с центром колебания оси (фиг.З, положение 3). . При провороте приводного эксцен рикового вала 8 на запирается выход жидкости из цилиндров 13 ниж него уравновешивания, отключается фиксатор 14, для чего в полость корпуса 17 подается сжатый врздух Корпус 17, перемещаясь вправо вмес с диском 21, выводит впадины 22 из зацепления с зубьями 23 и включает ся вспомогательньй привод оси 10. Далее при вращении приводного эксцентрикового вала 8 от 180 до 360 и вращении оси 10 от вспомогательного привода происходит перестройка кривошипно-шатунного механизма для следующего частичного реза.При этом верхний суппор с осью Г и нижний суппорт с осью А остаются неподвижными. Перестройка кривошипно-шатунного механиэма происходит за счет вращения оси Б вокруг оси Д оси В вокруг оси Г и выкоса шатунов 9 (фиг.З, положение 4). 26 4 : При достижении приводным эксцентриковым валом 8 угла поворота 360 отключается вспомогательный привод оси 10, включается фиксатор 14 и стопорит эксцентриковую ось Ю относительно шатуна 9 (однако ось 10 имеет свободу вращения в верхнем суппорте). Подается жидкость в цилиндры 13 нижнего уравновешивания. За следующий оборот приводного эксцентрикового вала 8 от О до 180 происходит следующий частичный рез (фиг.З. положение 5), а от 180 до 360 - перестройка кривошипно-шатунного механизма и т.д. до полного разрезания сечения. Перед последним частичным резом эксцентриковая ось 10 повернута строго на и ось В находится над осью Г, гидроцилиндры уравновешивания Hiotaiero суппорта 6 не заперты. При этом ось Д приводного эксцентрикового вала 8 и нижний суппорт 6 частично опускаются на величину Ь относительно предыдущего положения , а затем совершают ход вверх равный 2Е и металл окончательно разрезается после перекрытия ножей. После этого проворотом приводного эксцентрикового вала 8 и эксцентриковой оси 10 на 180 верхний и нижний суппорты устанавливаются в исходное положение. При порезке толщиной меньшей, чем 2Е-а приводом установки верхнего суппорта эксцентриковая ось 10 проворачивается на угол 180 . Верхний суппорт 2 опускается,между ножами устанавливается раствор 2Е-а, эксцентриковая ось 10 стопорится фиксатором 14 и ножницы могут работать как обычные слябинговые в круговом и касательном режимах. Применение предлагаемых ножниц позволяет расширить их технологические возможности за счет обеспечения нарезки проката различной толщины.
10
73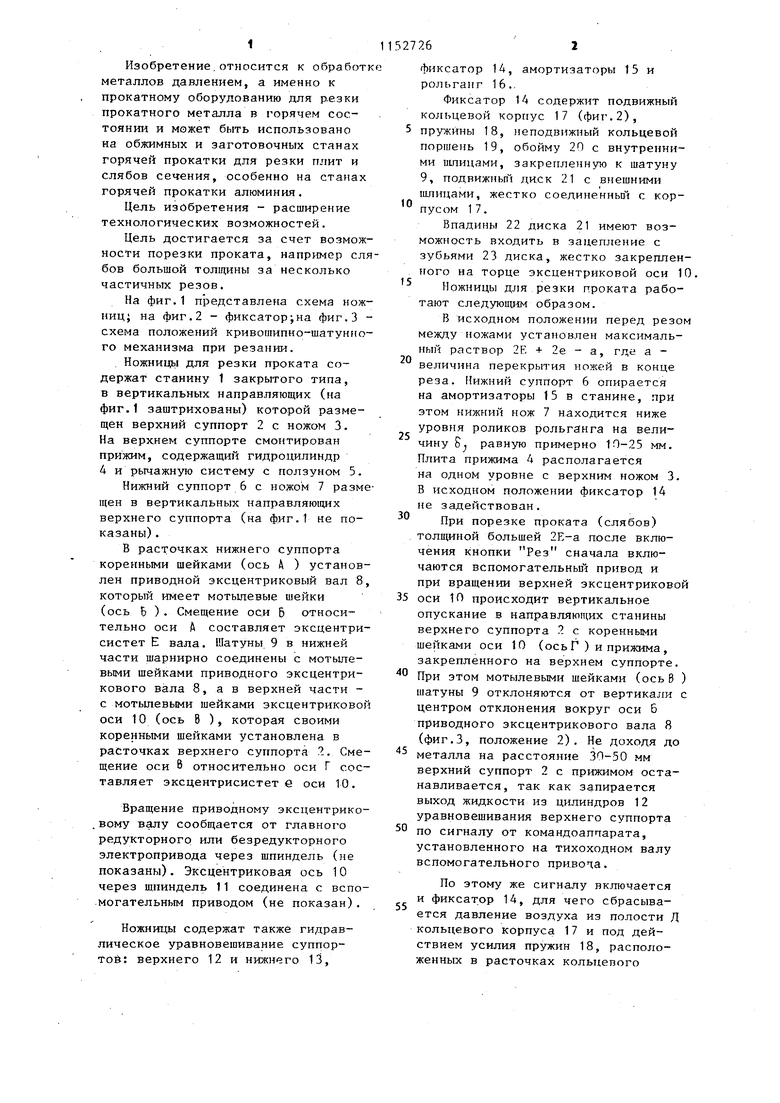
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛЕТУЧИЕ НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА | 1991 |
|
RU2019366C1 |
| ЛЕТУЧИЕ НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА | 2001 |
|
RU2200648C2 |
| Ножницы для резки проката | 1982 |
|
SU1050817A1 |
| Ножницы с верхним резом | 1985 |
|
SU1349898A1 |
| Ножницы для резки проката | 1984 |
|
SU1165532A2 |
| Ножницы для резки проката | 1982 |
|
SU1058720A1 |
| Ножницы для резки движущихся заготовок | 1986 |
|
SU1409417A1 |
| НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА | 1994 |
|
RU2089353C1 |
| Летучие ножницы | 1981 |
|
SU984730A1 |
| Ножницы для резки проката | 1983 |
|
SU1119789A2 |

1. НОШИЦЫ ДЛЯ РЕЗКИ ПРОКАТА преимущественно с частичным резом, содержащие станину, верхний суппорт с ножом и осью, имеющей шейки, нижний суппорт с ножом и приводным эксцентриковым валом,связанньм с шейками оси посредством шатунов, и прижим для проката, отличающиеся тем, что,с целью расширения технологических возможностей, ось верхнего суппорта снабжена приводом поворота, связанньм с одним ее концом, и средством фиксации, размещенным у другого ее конца, а шейки указанной оси , под шатуны размещены эксцентрично коренной ее части. 2. Ножницы по П.1, отличающиеся тем, что средство фиксации оси выполнено в виде обоймы, жестко закрепленной на шатуне, и диска, установленного в обойме с (Л возможностью перемещения и взаимоС действия с торцом оси.
| Жукевич-Стоша Е.А | |||
| и др | |||
| Режущие машины прокатных цехов, ч.1, М., | |||
| НИИИНФОРМТЯШАШ, А 14-70, 1971, с | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
