37
/ /
о
навлив ается, после чего включается его обратное вращение и начинает работать второй барабан по ходу технологического процесса. Изделия подхватываются поверхностью ребер 13, не имеющих скосов, и переносятся к запирающему элементу, который перегородками
16 захватьгаает их и перемещает в колесо-элеватор 17. Последний сбрасывает изделия на верхнюю секцию 19 лот- ка 18. Оставшийся на изделиях раствор отделяется и стекает в дренажный карман 20 и далее в рабочую зону ванны 1 . 4 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения гальванических покрытий на мелкие детали | 1985 |
|
SU1305201A2 |
| ЛИНИЯ ХИМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ И БАРАБАН ДЛЯ НЕЕ | 2013 |
|
RU2544723C1 |
| Устройство для нанесения гальванических покрытий на мелкие детали | 1979 |
|
SU872609A1 |
| Барабан для гальванической обработки деталей | 1960 |
|
SU138120A1 |
| МОДУЛЬНЫЙ САМОХОДНЫЙ ВЫДЕЛИТЕЛЬ СЕМЯН ИЗ ОВОЩЕБАХЧЕВЫХ КУЛЬТУР | 1998 |
|
RU2150873C1 |
| Устройство для нанесения гальванических покрытий на мелкие детали | 1985 |
|
SU1275064A1 |
| ОБОГАТИТЕЛЬНОЕ УСТРОЙСТВО | 1993 |
|
RU2091167C1 |
| УСТАНОВКА ДЛЯ ИЗВЛЕЧЕНИЯ МЯСА МОЛЛЮСКА ИЗ РАКОВИН | 1996 |
|
RU2113796C1 |
| Машина для обрезки концов плодов,преимущественно пера чеснока и лука | 1983 |
|
SU1123624A1 |
| Устройство для нанесения гальванических покрытий на мелкие детали | 1990 |
|
SU1733510A2 |
Изобретение от;носится к гальванотехнике, в частности к линиям для обработки мелких изделий в барабанах. Цель - уменьшение габаритов и упрощение эксплуатации линии. Линия для нанесения покрытия на мелкие изделия состоит из ванн, расположенных в технологической последовательности. В ваннах установлены барабаны 9, которые с помощью щек 10 и 11 крепятся к раме 12. Обечайка барабана 9 вьтол- нена в виде призмы, на внутренних гранях которой закреплены ребра 13 со скосами с одной стороны. Для обеспечения перемещения деталей вдоль оси барабана к запирающему элементу эти ребра 13 с другой стороны не имеют скосов. Запирающий элемент вьшолнен в виде двух параллельных дисков I4 и 15 с соосньми отверстиями, противоположные стороны которых соединены между собой перегородками 16. Барабан 9 через бункер 26 загружают изделиями и приводят во вращение от реверсивного привода 25, при этом он заглубляется в раствор так, чтобы вдоль его оси образовалась-прерьшистая дорожка для перемещения изделий. По -окончании процесса барабан автоматически оста S (Л
Изобретение относится к гальванотехнике, в частности к линиям для |нанесения покрытий на мелкие изделия в барабанах.
Цель изобретения - уменьшение габаритов и упрощение эксплуатации.
г .. .
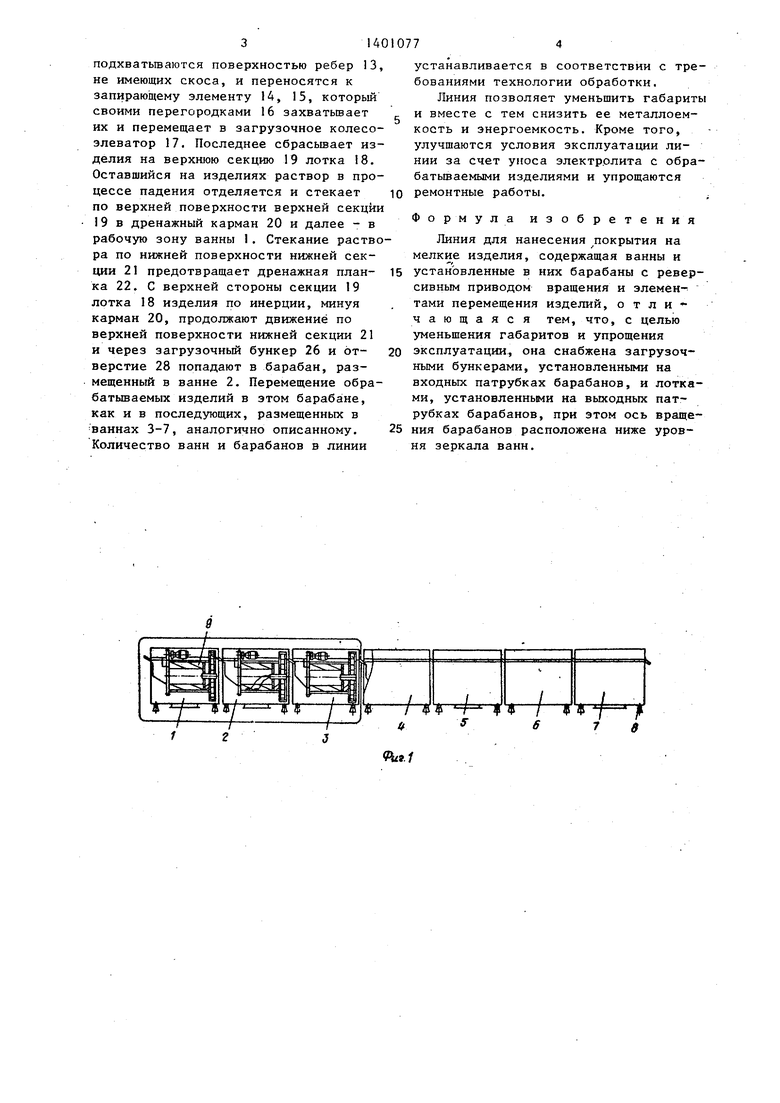
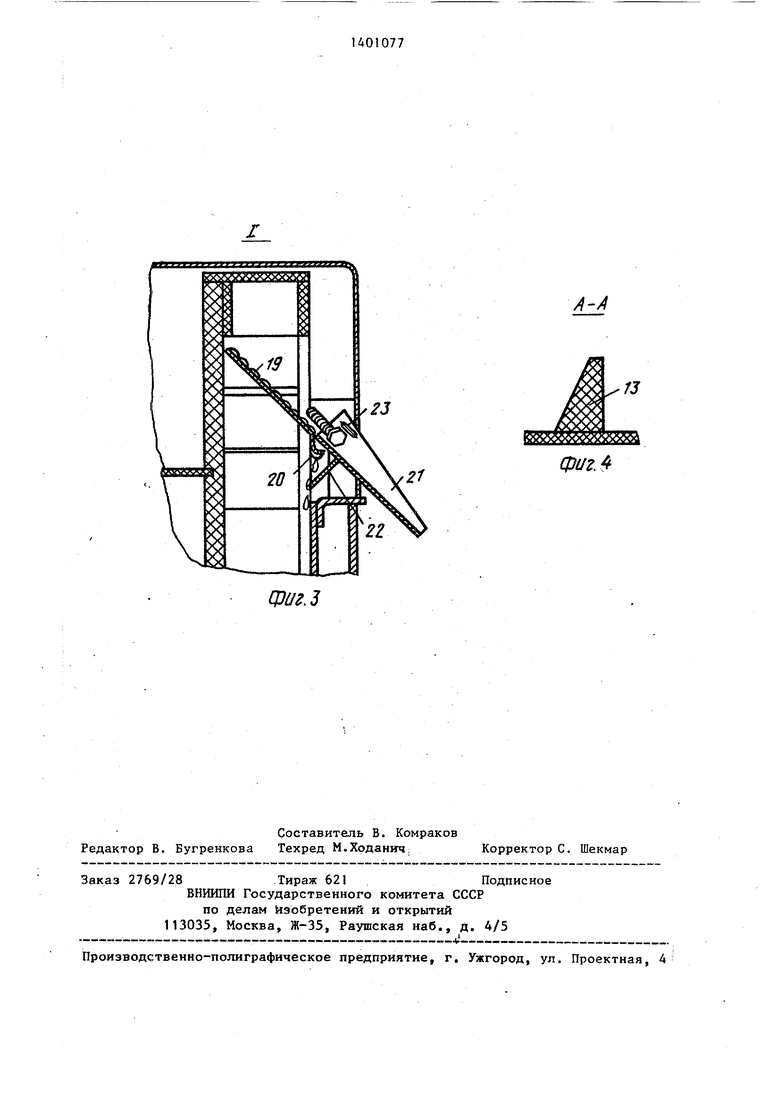
На фиг. 1 изображена линия, общий вид; на фиг. 2 - три ванны с бараба- нами, продольное сечение; на фиг. 3 - узел I на фиг. 2 (лоток); на фиг.4 - разрез А-А на фиг. 2 (ребро со скосом) .
Линия состоит из последовательно расположенных в соответствии с техно- логическим процессом ванн 1-7 на опорах 8 с установленными на них барабанами 9. Барабаны 9 с помощью щек 10 ifi II крепятся на раме 12, которая зафиксирована на ванне.- Обечайка барабана выполнена в виде многоугольной призмы, на внутренних гранях которой аклонно и жестко закреплены ребра |3 со скосами с, одной стороны. Послед ие обеспечивают равномерность слоя фбрабатьюаемых изделий. Эти же ребра |3 второй стороной, не имеющей скосов Обеспечивают перемещение изделий йдоль оси при обратном вращении ба- фабана 9 к запирающему элементу для выгрузки. Запирающий элемент состоит из двух параллельных дисков 14 и 15 с соосно расположенными отверстиями, противоположные стороны которых сое- динены между собой перегородками 16. Запирающий элемент позволяет без потерь производить Обработку изделий г|ри прямом направлении вращения бара- €1ана и их выгрузку - при обратном вращении барабана. Диск 15 одновременно является элементом разгрузочного колеса-элеватора 17, с помощью которого обрабатываемые изделия подаются на лоток 18, размещенный в выходном патрубке барабана. Лоток 18 состоит из верхней секции 19, снабженной дренажным карманом 20, и нижней секции 21, снабженной дренажной планкой 22. Нижняя секция 21 устанавливается в нужном положении с зазорами с помощью регулировочных винтов 23. Диск 24 противоположного торца барабана 9 одновременно служит шестерней барабана, получающей вращение от реверсивного привода 25. К загрузочному бункеру 26, размещенному во входном патрубке барабана и совмещенному со щекой 10, крепится втулка 27 с отверстием 28. Барабаны для гальванических процессов снабжены катодами 29. Ванны закрыты крышками 30 и при необходимости оснащаются бортовыми отсосами 31. Линия работает следующим образом.
Барабан 9, размещенный в ванне .1, через бункер 26 загружают изделиями для обработки и приводят во вращение от -реверсивного привода 25, так что ;скощенная поверхность ребер 13 нахо- |дит на изделия, а перегородки 16 запирающего элемента 14, 15 отбрасьшают изделия во внутрь барабана. При этом барабан 9, закрепленный с помощью щек 10 и 11 на раме 12, заглубляется так, что его ось вращения находится в растворе ванны и вдоль оси образуется пре- рьтистая дорожка для перемещения изделий. По окончании процесса барабан автоматически останавливается, включается его обратное вращение для выгрузки. Одновременно по сигналу от коман- доаппарата (не показан) включается в работу второй по ходу технологического процесса барабан, размещенный в ванне 2. Изделия, прошедшие обработку в барабане, размещенном в ванне 1,
подхватьшаются поверхностью ребер 13, не имеющих скоса, и переносятся к запирающему элементу 1А, 15, который своими перегородками 16 захватьшает их и перемещает в загрузочное колесо- элеватор 17. Последнее сбрасьшает изделия на верхнюю секцию 19 лотка 18, Оставшийся на изделиях раствор в процессе падения отделяется и стекает по верхней поверхности верхней секции 19 в дренажный карман 20 и далее - в рабочую зону ванны 1. Отекание раствора по нижней поверхности нижней секции 21 предотвращает дренажная планка 22. С верхней стороны секции 19 лотка 18 изделия по инерции, минуя карман 20, продолжают движение по верхней поверхности нижней секции 21 и через загрузочный буикер 26 и отверстие 28 попадают в барабан, размещенный в ванне 2. Перемещение обрабатываемых изделий в этом барабане, как и в последующих, размещенных в ваииах 3-7, аналогично описанному. Количество ванн и барабанов в линии
устанавливается в соответствии с требованиями технологии обработки.
Линия позволяет уменьшить габариты и вместе с тем снизить ее металлоемкость и энергоемкость. Кроме того, улучшаются условия эксплуатации линии за счет уноса электролита с обра- батьтаемыми изделиями и упрощаются ремонтные работы.;
Формула изобретения
Линия для нанесения покрытия на мелкие изделия, содержащая ванны и
установленные в них барабаны с реверсивным приводом вращения и элемён тами перемещения изделий, о т л и - чающаяся тем, что, с целью уменьшения габаритов и упрощения
эксплуатации, она снабжена загрузочными бункерами, установленными на входных патрубках барабанов, и лотками, установленными иа выходных патрубках барабанов, при этом ось вращения барабанов расположена ниже уровня зеркала ванн.
W.J
A-A
21
фиг. 4
| Автооператорная гальваническаялиНия | 1979 |
|
SU831881A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Патент CIUA № 4399828, кл | |||
| Халат для профессиональных целей | 1918 |
|
SU134A1 |
