Изобретение относится к оборудованию для химическо-жидкостной обработки в ваннах деталей и изделий, помещенных в барабаны, в частности к линиям химической обработки, используемым при производстве патронов стрелкового оружия и метизов при проведении процессов травления, промывки, фосфатирования, пассивирования, омыливания, обезжиривания и других химических операций.
Из предшествующего уровня техники известны различные конструкции линий для жидкостной химической обработки деталей и изделий.
Например, известно устройство для обработки мелких деталей (заявка JPS 59145789 А, 1984), в котором мелкие детали подаются сверху через загрузочное отверстие в нижнюю часть цилиндрической ванны и захватываются вибрирующим спиральным желобом со дна цилиндрической ванны, при этом колебания спирального желоба задают таким образом, что детали поднимаются по вибрирующему спиральному желобу вверх. Обрабатывающая жидкость, например для нанесения покрытия или для промывки, подается через специальное боковое загрузочное отверстие сбоку цилиндрической ванны так, что жидкость попадает сверху на детали, перемещающиеся по желобу. Жидкость сливается через выпускное отверстие, находящееся несколько выше дна ванны.
Известно устройство для нанесения покрытия (заявка JPS 58100698 А, 1983), содержащее емкость для элементов, на которые наносится покрытие, выполненная по форме перевернутого кругового усеченного конуса из водопроницаемого неэлектропроводного материала. Емкость помещена в гальваническую ванну с жидкостью. В верхней части емкость открыта, внутри нее помещен спиральный элемент, образующий спиральные каналы, при этом емкость установлена с возможностью вращения в гальванической ванне. Элементы, на которые наносится покрытие, загружают через верхний бункер и вертикальный канал в нижнюю часть емкости. Емкость закреплена на вращающемся валу посредством фланца, расположенного в нижней части емкости. Со стороны дна емкости в нее введена вертикальная труба, подающая жидкость из гальванической ванны в емкость в направлении верхней и боковой части емкости. Элементы, на которые наносится покрытие, поднимаются по спиральным каналам емкости вдоль внутренней стенки емкости к наклонной пластине накопителя со щелями для слива избыточной жидкости.
Известные устройства не предназначены для обеспечения последовательной передачи деталей с одной технологической позиции на другую.
Известна линия для непрерывного нанесения покрытия на детали (заявка JPH 06116798 А, 1994), содержащая несколько последовательно установленных ванн цилиндрической формы, содержащих жидкости для соответствующих технологических процессов очистки, промывки, нанесения слоя подложки, второй промывки, нанесения покрытия и окончательной промывки деталей с покрытием. Каждая ванна имеет внутренние спиральные пути транспортировки деталей - шнеки, при этом каждая ванна снабжена приводом для придания ванне вибрирующего движения по окружности и в вертикальном направлении, а детали, на которые наносится покрытие, перемещаются по шнеку в направлении роста этих вибраций, при этом верхние концы шнеков выступают за пределы ванн. Детали, на которые наносится покрытие, выгружаются со стороны верхних концов шнеков специальными транспортерами и перемещаются в последующую ванну в соответствии с технологическим процессом.
Данный аналог сложен по конструкции, так как требует наличия у каждой ванны своего привода для создания вибрирующего движения, которое обеспечивает перемещение обрабатываемых деталей.
Известно устройство для жидкостной обработки деталей в барабанах (авторское свидетельство СССР SU 1678915, 1991 г.), содержащее ванну, в которой происходит нанесение покрытия, стойки с прорезями, два перфорированных барабана с загрузочными окнами, установленные на пустотелых осях, через которые подается пассивирующий раствор или горячий воздух, при этом барабаны установлены с возможностью перемещения в вертикальном направлении посредством ползунов, установленных в прорезях стоек. В ползунах установлены мотовила, на концах которых установлены пустотелые оси барабанов, причем в мотовилах размещен привод вращения барабанов.
Известна также линия для химической обработки мелких деталей в насыпном виде во вращающихся барабанах и предназначенная для использования, в частности, в гальванотехнике в линиях обезжиривания и мойки (авторское свидетельство СССР SU 1636473, 1991 г.). Линия содержит установленные по ходу технологического процесса гальванохимические и промывочные ванны, барабаны, на осях которых установлены опорные и опорные направляющие катки с пазами по поверхности качения. Барабаны соединены с приводом реверсивного поворота барабанов. Когда один барабан опущен на технологическую позицию, включается привод реверсивного поворота барабанов, и они осуществляют «качающееся» движение в ванне на угол примерно 150°. В процессе реверсивного движения барабана происходит интенсивное перемешивание обрабатываемых деталей. Для переноса барабанов из одной ванны в другую используют автооператор.
В процессе работы описанные выше аналоги должны обеспечивать сложное механическое движение барабанов, что усложняет как конструкцию приводов, так и управление ими, кроме того, такие технологические линии не удобны в эксплуатации вследствие сложности чистки и промывки барабанов и ванн, а также необходимости снабжения линии средствами перемещения деталей с одной технологической операции на другую.
Ближайшим аналогом изобретения является линия для нанесения покрытия на мелкие изделия (авторское свидетельство СССР SU 1401077, 1988 г.), которая состоит из ванн, расположенных в технологической последовательности. В ваннах установлены барабаны, которые крепятся к раме. Барабаны приводятся во вращение от реверсивного привода. Обечайка барабана выполнена в виде призмы, на внутренних гранях которой закреплены ребра, имеющие с одной стороны скосы, а с другой стороны эти ребра не имеют скосов, чтобы обеспечить при обратном движении перемещение деталей вдоль оси барабана к запирающему элементу. Запирающий элемент выполнен в виде двух параллельных дисков с соосными отверстиями, противоположные стороны которых соединены между собой перегородками. Запирающий элемент позволяет производить обработку изделий при прямом направлении вращения барабана и их выгрузку при обратном вращении. Барабан через бункер загружают изделиями и приводят во вращение от реверсивного привода, ребра скошенной поверхностью находят на изделия, а запирающий элемент отбрасывает изделия внутрь барабана. По окончании процесса обработки изделий барабан автоматически останавливается, после чего включается его обратное вращение для выгрузки изделий. Одновременно по сигналу от командоаппарата включается в работу второй по ходу технологического процесса барабан. Изделия из первого барабана после смены направления его вращения захватываются ребрами без скоса, переносятся к запирающему элементу, который своими перегородками захватывает их и перемещает в загрузочное колесо-элеватор, далее изделия по лотку попадают в загрузочный бункер и оттуда во второй барабан, размещенный во второй ванне.
К недостаткам ближайшего аналога относится его сложность, связанная с тем, что каждый барабан должен быть оснащен собственным реверсивным приводом, при этом требуются повышенные затраты энергии и времени, обусловленные периодической остановкой барабанов для смены направления вращения.
Задача, на решение которой направлено заявленное изобретение, заключается в создании линии химической обработки, работающей в непрерывном потоке обработки деталей, например элементов и полуфабрикатов патронного производства, отвечающей требованиям простоты конструкции, ее компактности, высокой производительности, долговечности, удобства монтажа и эксплуатации, а также энергосбережения.
Поставленная задача для линии решается созданием устройства, обеспечивающего непрерывный поток обрабатываемых деталей, перемещающихся с одной технологической операции на другую по всей протяженности линии химической обработки деталей, т.е. из одного барабана в другой, без промежуточных остановок и выгрузок и без использования дополнительных средств перегрузки деталей из ванны в ванну.
Поставленная задача для изобретения - барабан для химической обработки деталей, решается за счет выполнения перфорированного барабана по форме цилиндра или призмы и состоящим из двух секций, образованных внутренней перегородкой, в частном случае параллельной его основаниям, имеющей пересыпное окно для перехода обрабатываемых деталей из одной секции в другую в зоне большего диаметра барабана вблизи боковой стенки барабана. Входное и выходное окна для прохода (входа-выхода) обрабатываемых деталей расположены вблизи оси вращения барабана на противоположных его основаниях, внутренние каналы секций образованы спиралевидными и разнонаправленными (закрутка спирали по часовой стрелке и против часовой стрелки), каждый спиралевидный канал ограничен поверхностью основания барабана и поверхностью внутренней перегородки и лентой, уложенной между основанием и перегородкой по форме плоской спирали и соединенной с ними боковыми сторонами, при этом наружным торцевым концом лента прикреплена к боковой стенке барабана вблизи пересыпного окна.
Технический результат от использования изобретения - линии для химической обработки деталей, заключается в упрощении конструкции линии, уменьшении ее габаритов, а также в снижении затрат энергии, используемой при работе линии, и автоматической выдержке заданного времени нахождения деталей в каждой ванне.
Технический результат достигается за счет обеспечения обработки деталей в непрерывном потоке при постоянном вращении последовательно расположенных барабанов в одном направлении с одной угловой скоростью. Вследствие создания непрерывного потока деталей, перемещающихся из одного барабана в другой, и, соответственно, из одной ванны в другую, хаотично перемешивающихся внутри каждого барабана, при постоянной одинаковой угловой скорости его вращения от одного общего для всех барабанов привода, переходу обрабатываемых деталей с одной технологической позиции на другую (из одного барабана и ванны в другой барабан и ванну) без использования каких-либо вспомогательных устройств. Боковая стенка и основания барабана перфорированы, т.е. имеют необходимое количество отверстий для протекания раствора к деталям или для доступа воздуха, если осуществляется процесс сушки. Создание непрерывного потока деталей осуществляется благодаря предложенной конструкции барабанов, установленных на одной оси каждый в своей ванне и приводимых во вращение от одного привода с одинаковой угловой скоростью. Каждый барабан имеет входное и выходное окна, расположенные на одном уровне (вблизи оси вращения барабана) на противоположных основаниях барабана так, что входное и выходное окна смежных барабанов жестко соединены между собой переходным каналом, предпочтительно имеющим внутри спиральную форму (винтовую поверхность). Входное окно первого барабана линии может иметь средство регулировки количества пропускаемых изделий в поток, а выходное окно последнего барабана может соединяться с приемным бункером для обработанных деталей или каким-либо другим устройством (средством, агрегатом и т.п.). Каждый барабан выполнен из двух секций, образованных внутренней перегородкой, в частном случае параллельной основаниям барабана, имеющей пересыпное окно. Секции барабана выполнены с разнонаправленными спиралевидными каналами (закрученными в первой секции по часовой стрелке, во второй секции против часовой стрелки), расположенными между основанием барабана и перегородкой, разделяющей секции, причем каждый канал образован металлической лентой, уложенной по форме плоской спирали и соединенной боковыми сторонами с основанием барабана и внутренней перегородкой, а наружный и внутренний концы ленты прикреплены соответственно к наружной стенке барабана вблизи пересыпного окна и к барабану вблизи переходного канала. При движении по каналам секций барабанов обрабатываемые детали за счет вращения барабана активно «ворошатся», т.е. хаотично перемещаются в потоке друг относительно друга, что обеспечивает равномерную их обработку в растворах. Компактность линии обусловлена уменьшением габаритов барабанов в осевом направлении, а также уменьшением длины ванны за счет той же совокупности существенных признаков, которые перечислены выше вследствие уменьшенного осевого габарита барабанов и расположения оси вращения барабанов вдоль оси линии. Время нахождения обрабатываемых деталей в каждой ванне определяется диаметром барабана (угловая скорость вращения барабанов одинакова), а именно, чем больше диаметр, тем больше путь, который должны пройти детали в секциях барабана по спирали от центра к периферии и от периферии барабана к центру, соответственно детали дольше находятся в обработке на данном технологическом этапе обработки. При уменьшении диаметра барабана время обработки деталей уменьшается. Такое выполнение последовательно расположенных барабанов обеспечивает расположение деталей на нескольких уровнях одного барабана в одном растворе и, как следствие, необходимое время нахождения деталей в растворах при минимальных габаритах ванны и при непрерывном движении от входного окна первого барабана до выходного окна последнего барабана. Выдержка заданного времени нахождения деталей в каждой ванне на каждом технологическом этапе задается при сборке линии выбором барабана соответствующего диаметра или количеством витков спиралевидной ленты внутри каждой секции барабана
По всей длине прохождения потока деталей площадь сечения каналов, по которым они движутся, должна быть достаточно свободной для перемещения деталей
Все перечисленные выше свойства и эффекты достигаются за счет новой конструкции барабанов с секциями, которые имеют разнонаправленные спиралевидные каналы, ось которых по форме приближена к форме спирали Архимеда (плоская спираль), что позволяет задавать непрерывный поток деталей, движущийся в каждом барабане по спирали вначале радиально от центра к периферии барабана (к большему диаметру), затем после перехода во вторую секцию радиально от периферии барабана к центру (к меньшему диаметру) до выходного окна, далее по переходному каналу в следующий барабан или в приемный бункер, при этом боковая стенка барабана может быть как цилиндрической, так и призматической (например, восьмигранной) формы. Обработка производится в условиях хорошего и безопасного барботажа растворов самим барабаном и воздухом из полостей деталей, что устраняет снижение и неравномерность концентрации растворов в активной зоне ванны. Постоянное переворачивание деталей обусловливает полную химическую обработку наружных и внутренних поверхностей. Линия получается компактной и универсальной для различных сочетаний этапов химической обработки. Заявленная линия химической обработки деталей требует меньших затрат энергии для работы, так как не требуется осуществлять остановку барабанов, например, для создания реверсивного движения, не требуются дополнительные перегружающие устройства.
Достигаемый эффект усиливается, если спиралевидная поверхность канала имеет форму не плавно изменяющейся кривой, а ломаную многогранную форму.
Кроме того, заявленная конструкция линии позволяет создавать набор унифицированных барабанов и ванн, устанавливаемых на универсальном основании, из которых можно собирать любые узкоспециализированные линии различного назначения. Ремонтоспособность линии связана с тем, что при выходе из строя по какой-либо причине одного из барабанов его легко можно заменить на другой такого же размера, поскольку всегда можно выбрать и приобрести барабан нужного диаметра из производимых унифицированных барабанов. При этом унифицированные барабаны и ванны при автономных системах нагрева растворов, выполненные из композитных материалов, повышают ремонтоспособность линии и обеспечивают легкость чистки и промывки от осадков, которые имеют низкую адгезию с композитными материалами.
Технический результат для барабана заключается в снижении его габаритов, а также в снижении энергозатрат при работе, а также возможности автоматической выдержке заданного времени обработки деталей. Причинно-следственная связь признаков барабана с достижением технического результата подробно описана выше в части раскрытия технического результата для линии, обеспечиваемого конструкцией барабана.
Изобретение поясняется чертежами, на которых изображено:
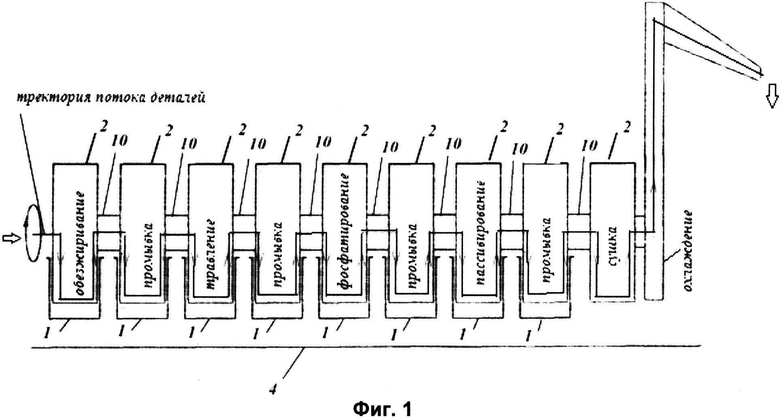
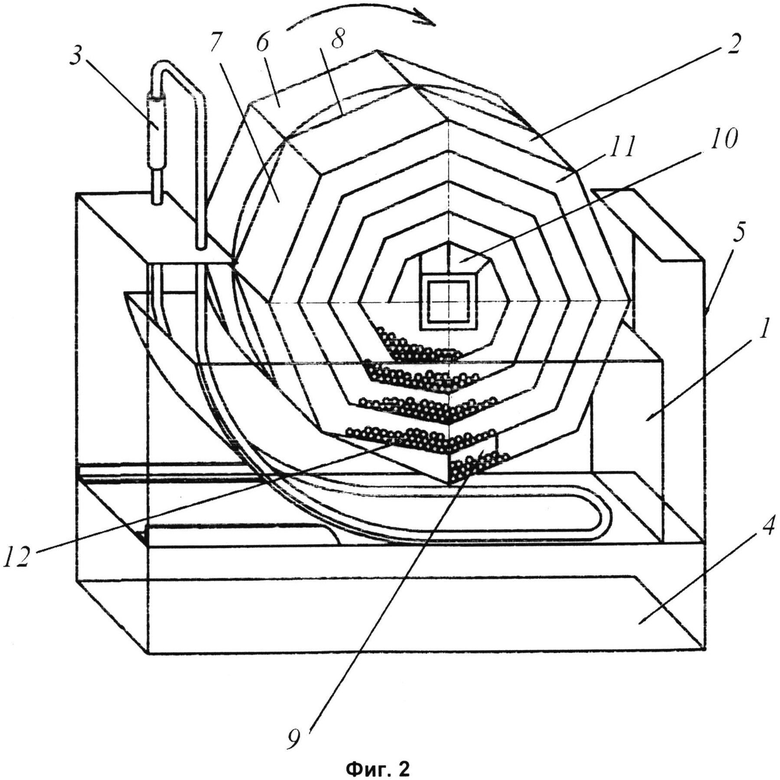
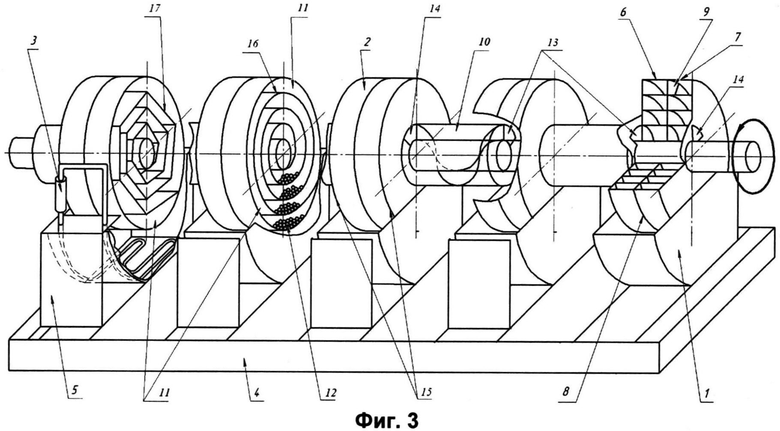
На фиг.1 - схема линии химической обработки деталей; на фиг.2 - барабан для химической обработки деталей, на фиг.3 - линия химической обработки деталей.
Линия химической обработки деталей содержит расположенные в технологической последовательности ванны 1, в которых установлены с возможностью вращения барабаны 2. Линия снабжена общим для всех барабанов приводом вращения (не показан), обеспечивающим вращение барабанов в одну сторону с одинаковой угловой скоростью. Нагрев растворов в ваннах осуществляется автономными нагревателями 3, при этом в процессе работы осуществляется автоматическое поддержание температуры растворов и контроль концентрации растворов в каждой ванне. Подвод всех коммуникаций линии осуществлен сверху, отвод воды и растворов производится вниз в пром. канализацию. Ванны установлены на поддоне 4 и имеют внешнее боковое ограждение 5.
Барабаны 2 выполнены перфорированными с отверстиями для доступа раствора к обрабатываемым деталям (или воздуха на технологическом этапе сушки деталей) и могут иметь форму кругового цилиндра или прямой призмы, например шестигранной или восьмигранной. По длине линии вдоль ее оси расположена общая ось для установки барабанов, связанная с приводом их вращения, который выполнен с возможностью регулирования числа оборотов. Все барабаны вращаются в одну сторону с одинаковой угловой скоростью.
Каждый барабан 2 выполнен состоящим из двух секций 6 и 7, образованных внутренней перегородкой 8, в частном случае параллельной основаниям барабана 2, и сообщенных пересыпным окном 9 для перехода обрабатываемых деталей из одной секции в другую в зоне большего диаметра барабана (на его периферии вблизи боковой стенки). Пересыпное окно 9 предпочтительно располагать на максимальном удалении от оси вращения барабана.
Барабан 2 имеет входное 13 и выходное 14 окна для прохода обрабатываемых деталей 12, расположенные вблизи оси вращения барабана на противоположных его основаниях 15 соосно входным 13 и выходным 14 окнам остальных барабанов 2. Входное и выходное окна смежных барабанов соединены между собой переходным каналом 10, внутренняя полость которого выполнена по винтовой поверхности. Входное окно первого барабана линии может быть снабжено средством регулировки количества пропускаемых деталей, а выходное окно последнего барабана - в частном случае с приемным бункером для обработанных деталей.
Секции 6 и 7 каждого барабана выполнены с разнонаправленными спиралевидными каналами 11 (на фиг.1 и 3 показаны обрабатываемые детали, находящиеся в одном из каналов). Движение обрабатываемых деталей в первой секции 6 производится от входного окна к пересыпному окну 9, а во второй секции 7 - от пересыпного окна 9 к выходному окну. Каждый спиралевидный канал 6, 7 ограничен по бокам основанием барабана 2 и внутренней перегородкой, а форма его задана лентой 16, уложенной по форме плоской спирали и соединенной боковыми сторонами с основанием барабана и внутренней перегородкой, при этом наружный и внутренний концы ленты прикреплены соответственно к наружной стенке барабана вблизи пересыпного окна и вблизи входного или выходного окна.
Ленты 16, задающие спиралевидную форму каналов 11 в секциях барабана 6 и 7, уложены по форме, приближенной к форме спирали Архимеда, в первой секции с закруткой по часовой стрелке, во второй секции против часовой стрелки. При этом как в цилиндрическом, так и в призматическом (многогранном) барабане лента может располагаться с образованием плавно изогнутой поверхности или по ломаной линии 17 с образованием граней и ребер в местах перегиба. В последнем случае касательная к граням, образованным лентой, приближена к форме спирали Архимеда.
В частном случае выполнения барабан 2 может иметь форму шестигранной или восьмигранной призмы, а форма спиралевидного канала соответствует форме боковой поверхности шестигранной или восьмигранной призмы и образуется гранями ленты 16, уложенной в виде ломаной линии 16, причем на каждом обороте спирали образовано по шесть или восемь граней. В другом частном случае лента, уложенная в виде ломаной линии с восемью гранями на каждом обороте спирали, может быть закреплена в цилиндрическом барабане (см. фиг.3).
Пример выполнения линии химической обработки деталей на примере обработки полуфабрикатов патронного производства.
Материал обрабатываемых деталей - сталь.
Материал всех агрегатов линии - кислотостойкие материалы или футеровка композитными материалами.
Поток деталей 12 по спиралевидному каналу первого барабана, расположенного, например, в ванне, в которой происходит обезжиривание деталей 12, продвигается по спиралевидному каналу 11 (по часовой стрелке) первой секции 6 барабана от оси вращения барабана в радиальном направлении к его боковой стенке, где во внутренней перегородке 8 выполнено пересыпное окно 9. Обрабатываемые детали 12 проходят через пересыпное окно 9 во вторую секцию 7 и двигаются по спиралевидному каналу второй секции (против часовой стрелки) в направлении оси вращения барабана 2, где в основании 15 барабана имеется выходное 14 окно, через которое детали попадают в переходный канал 10 с внутренней винтовой поверхностью, обеспечивающей направленное движение деталей 12 к входному отверстию 13 следующего барабана, или на выход из линии - в частном случае в приемный бункер для обработанных деталей.
Технологическая последовательность расположения ванн может быть следующей: обезжиривание - первая промывка - травление - вторая промывка - фосфатирование 1-я ванна - фосфатирование 2-я ванна - фосфатирование 3-я ванна - третья промывка - пассивирование - четвертая промывка - сушка.
Сушку производят любым способом: конвекционным, индуктивным, инфракрасным.
Длительность технологических этапов в последовательно расположенных ваннах не всегда одинакова, т.е. время нахождения деталей в каждой ванне должно быть различным.
В данном примере обезжиривание производится в течение 1 мин 30 сек, первая промывка в течение 1 мин, травление 1 мин 30 сек, вторая промывка в течение 1 мин, фосфатирование - по 2 мин в каждой ванне, третья промывка 30 сек, пассивирование 1 мин 30 сек, четвертая промывка 30 сек, сушка 2 мин.
Чтобы обеспечить требуемое время обработки полуфабрикатов на каждом технологическом этапе при постоянной скорости перемещения деталей через барабаны и при одинаковой угловой скорости барабанов, диаметр каждого барабана рассчитывают исходя из требуемого по технологии времени нахождения обрабатываемых деталей в ванне, в которой установлен данный барабан или делается различный шаг спиралевидной ленты в одних габаритах, барабана.
Охлаждение полуфабрикатов после сушки проводят на специальном вертикальном конвейере подачи полуфабрикатов на следующие операции.
| название | год | авторы | номер документа |
|---|---|---|---|
| БАРАБАННО-ВИНТОВОЙ АГРЕГАТ ДЛЯ ГРАНУЛИРОВАНИЯ ТЕХНОГЕННЫХ МАТЕРИАЛОВ И ИХ ОБРАБОТКИ | 2020 |
|
RU2748629C1 |
| БАРАБАННО-ВИНТОВОЙ СУШИЛЬНЫЙ АГРЕГАТ ДЛЯ СУШКИ ГРАНУЛИРОВАННЫХ И СЫПУЧИХ МАТЕРИАЛОВ | 2013 |
|
RU2545252C2 |
| Линия для нанесения покрытий на мелкие изделия | 1986 |
|
SU1401077A1 |
| ГАЛЬВАНИЧЕСКИЙ БАРАБАН ДЛЯ ОБРАБОТКИ КРУПНЫХ И МЕЛКИХ ДЕТАЛЕЙ И ПАРТИЙ | 1990 |
|
RU2029800C1 |
| СПОСОБ ОЧИСТКИ И КОНСЕРВАЦИИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2101384C1 |
| БАРАБАННО-ВИНТОВОЙ СУШИЛЬНЫЙ АГРЕГАТ | 2005 |
|
RU2301385C1 |
| ГАЛТОВОЧНЫЙ БАРАБАН | 2000 |
|
RU2181656C2 |
| Установка для выщелачивания остатков керамики и промывки отливок | 1980 |
|
SU1019021A1 |
| Смеситель и устройство для изготовления его обечайки | 1991 |
|
SU1837952A3 |
| Рыбозащитное устройство | 1987 |
|
SU1569376A1 |
Изобретение относится к химической жидкостной обработке деталей, помещенных в барабаны, и конструкции барабана. Линия включает расположенные в технологической последовательности ванны с барабанами, имеющими форму цилиндра или призмы, установленные соосно с возможностью вращения от общего привода в одну сторону с одинаковой угловой скоростью. Каждый барабан состоит из двух секций, образованных внутренней перегородкой и сообщенных пересыпным окном для перехода обрабатываемых деталей из одной секции в другую в зоне большего диаметра барабана. Также каждый барабан выполнен с входным и выходным окнами для прохода обрабатываемых деталей, которые у смежных барабанов соединены между собой переходным каналом, внутренняя полость которого выполнена с винтовой поверхностью, секции каждого барабана выполнены с разнонаправленными спиралевидными каналами, обеспечивающими движение деталей в первой секции от входного окна к пересыпному окну, а во второй секции - от пересыпного окна к выходному окну. Изобретение позволяет осуществить качественную обработку деталей в непрерывном потоке и обеспечить уменьшение габаритов линии и энергопотребления при обработке деталей. 2 н. и 10 з.п. ф-лы, 3 ил.
1. Линия для химической обработки деталей, содержащая расположенные в технологической последовательности ванны, в которых установлены с возможностью вращения барабаны с отверстиями для доступа раствора к деталям, и общий привод вращения барабанов, отличающаяся тем, что барабаны имеют форму цилиндра или призмы и установлены соосно с возможностью вращения от общего привода с одинаковой угловой скоростью, причем общая ось вращения барабанов ориентирована вдоль продольной оси линии, каждый барабан выполнен состоящим из двух секций, образованных внутренней перегородкой, и сообщенных пересыпным окном для перехода обрабатываемых деталей из одной секции в другую вблизи боковой стенки, при этом каждый барабан выполнен с входным и выходным окнами для прохода обрабатываемых деталей, расположенными вблизи оси вращения барабана на противоположных его основания соосно входным и выходным окнам остальных барабанов, причем выходное и входное окна смежных барабанов соединены между собой переходным каналом, внутренняя полость которого выполнена с винтовой поверхностью, секции каждого барабана выполнены с разнонаправленными спиралевидными каналами, обеспечивающими движение деталей в первой секции от входного окна к пересыпному окну, а во второй секции - от пересыпного окна к выходному окну, и каждый спиралевидный канал расположен между основанием барабана и внутренней перегородкой и образован лентой, уложенной по форме плоской спирали и соединенной боковыми сторонами с основанием барабана и внутренней перегородкой, а наружный конец ленты прикреплен к боковой стенке барабана вблизи пересыпного окна.
2. Линия по п.1, отличающаяся тем, что диаметр каждого барабана определен исходя из требуемого по технологии времени нахождения обрабатываемых деталей в ванне, в которой установлен данный барабан или количеством витков спиралевидной ленты.
3. Линия по п.1, отличающаяся тем, что каждый барабан выполнен по форме восьмигранной призмы.
4. Линия по п.1, отличающаяся тем, что входное окно первого барабана снабжено средством регулировки количества пропускаемых деталей.
5. Линия по п.1, отличающаяся тем, что ленты, образующие спиралевидные каналы в секциях барабана, уложены по форме, приближенной к форме спирали Архимеда.
6. Линия по п.1, отличающаяся тем, что каждый барабан выполнен в виде многогранной призмы, а форма спиралевидного канала выполнена соответствующей боковой поверхности многогранной призмы и образована гранями ленты, уложенной в виде ломаной линии, причем на каждом обороте спирали образовано одинаковое количество граней.
7. Линия по п.1, отличающаяся тем, что каждый барабан выполнен в виде цилиндра, а форма спиралевидного канала образована лентой, уложенной в виде ломаной линии, причем на каждом обороте спирали образовано одинаковое количество граней.
8. Линия по п.1, отличающаяся тем, что внутренняя перегородка каждого барабана выполнена параллельной основанию барабана.
9. Барабан линии для химической обработки деталей, выполненный по форме цилиндра или призмы с отверстиями для доступа раствора к деталям и образованный боковой стенкой и двумя основаниями с осевым проходом под ось вращения, отличающийся тем, что он выполнен состоящим из двух секций, образованных внутренней перегородкой, и сообщенных пересыпным окном для перехода обрабатываемых деталей из одной секции в другую в зоне большего диаметра барабана, при этом барабан выполнен с входным и выходным окнами для прохода обрабатываемых деталей, расположенными вблизи оси вращения барабана на противоположных его основаниях, при этом секции выполнены с разнонаправленными спиралевидными каналами, обеспечивающими движение деталей в первой секции от входного окна к пересыпному окну, а во второй секции - от пересыпного окна к выходному окну, каждый спиралевидный канал расположен между основанием барабана и внутренней перегородкой и образован лентой, уложенной по форме плоской спирали и соединенной боковыми сторонами с основанием барабана и внутренней перегородкой, наружным концом лента прикреплена к боковой стенке барабана вблизи пересыпного окна.
10. Барабан по п.9, отличающийся тем, что ленты, образующие спиралевидные каналы в секциях барабана, уложены по форме, приближенной к форме спирали Архимеда, а внутренняя перегородка барабана выполнена параллельной основанию барабана.
11. Барабан по п.9, отличающийся тем, что он выполнен в виде многогранной призмы, а форма спиралевидного канала выполнена соответствующей по числу граней боковой поверхности многогранной призмы и образована гранями ленты, уложенной в виде ломаной линии, причем на каждом обороте спирали образовано одинаковое количество граней, соответствующее числу граней боковой поверхности барабана.
12. Барабан по п.9, отличающийся тем, что он выполнен в виде цилиндра, а форма спиралевидного канала образована лентой, уложенной в виде ломаной линии, причем на каждом обороте спирали образовано одинаковое количество граней.
| Линия для нанесения покрытий на мелкие изделия | 1986 |
|
SU1401077A1 |
| Устройство для жидкостной обработки деталей | 1989 |
|
SU1678915A1 |
| Линия гальванохимической обработки мелких деталей в барабанах | 1989 |
|
SU1636473A1 |
| JPH 06116798 A, 26.04.1994 | |||
| JPS 59145789 A, 21.08.1984 | |||
| Устройство для жидкостной обработкиМЕлКиХ издЕлий | 1979 |
|
SU836221A1 |
| СПОСОБ ОЧИСТКИ И КОНСЕРВАЦИИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2101384C1 |
| Линия для порционной химической обработки мелкоштучных изделий | 1986 |
|
SU1388462A1 |

