гг 2 7 /4
I
Изобретение относится к технологическому оборудованию для намотки статоров электрических машин и может быть использовано в электротехнической промышленности.
Целью изобретения является повышение производительности при намотке концентрических последовательно наматываемых секций.
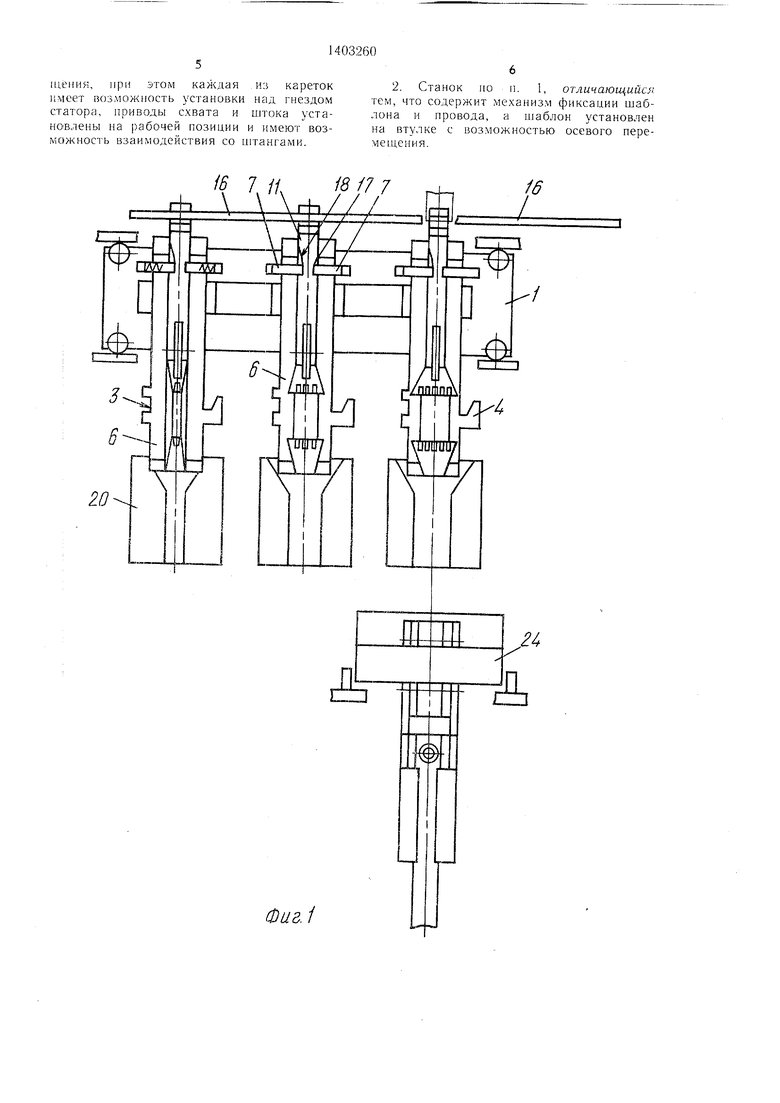
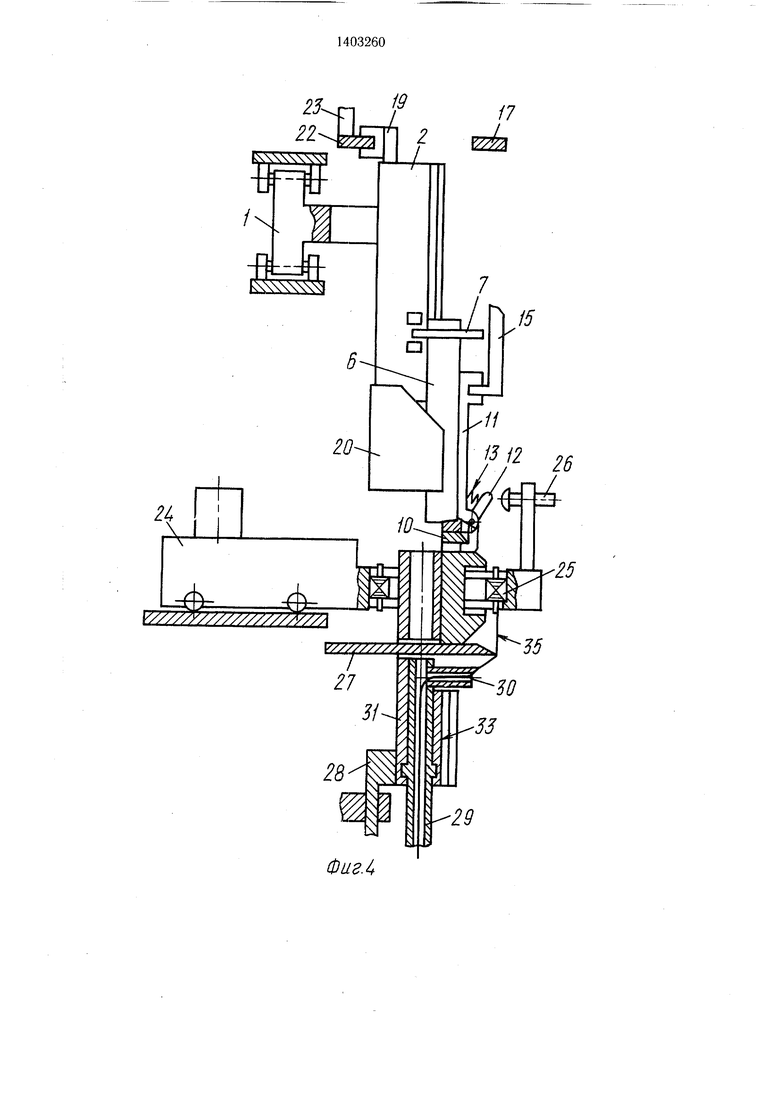
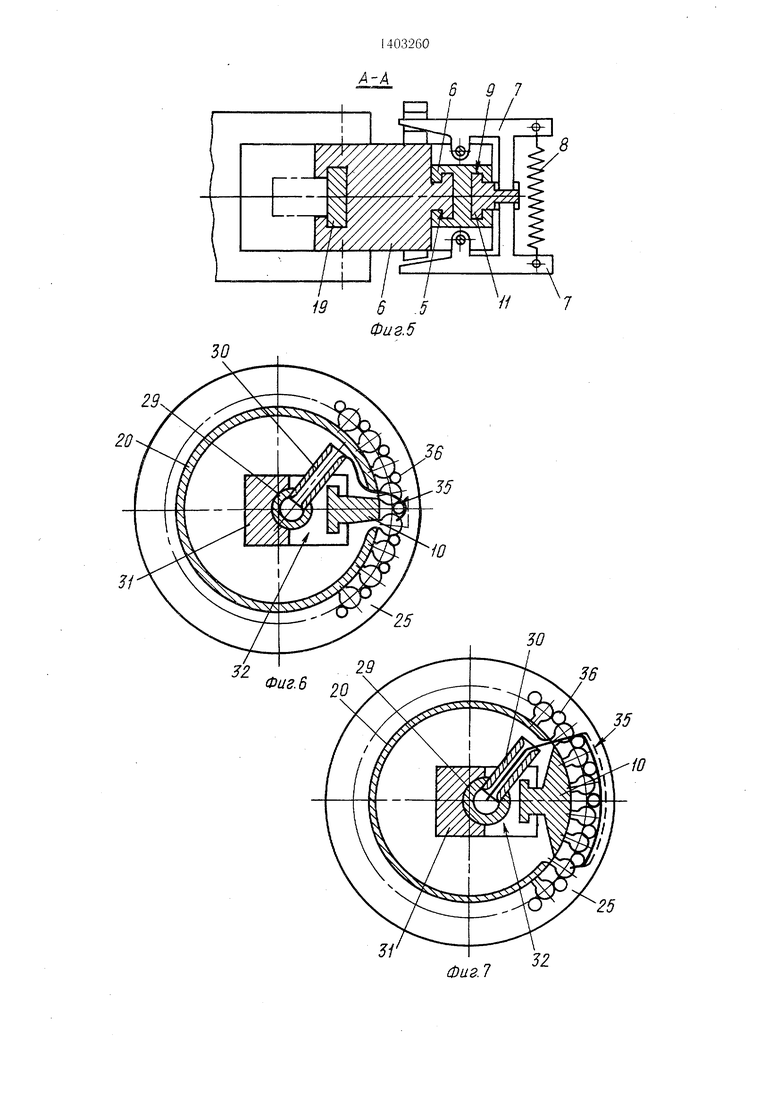
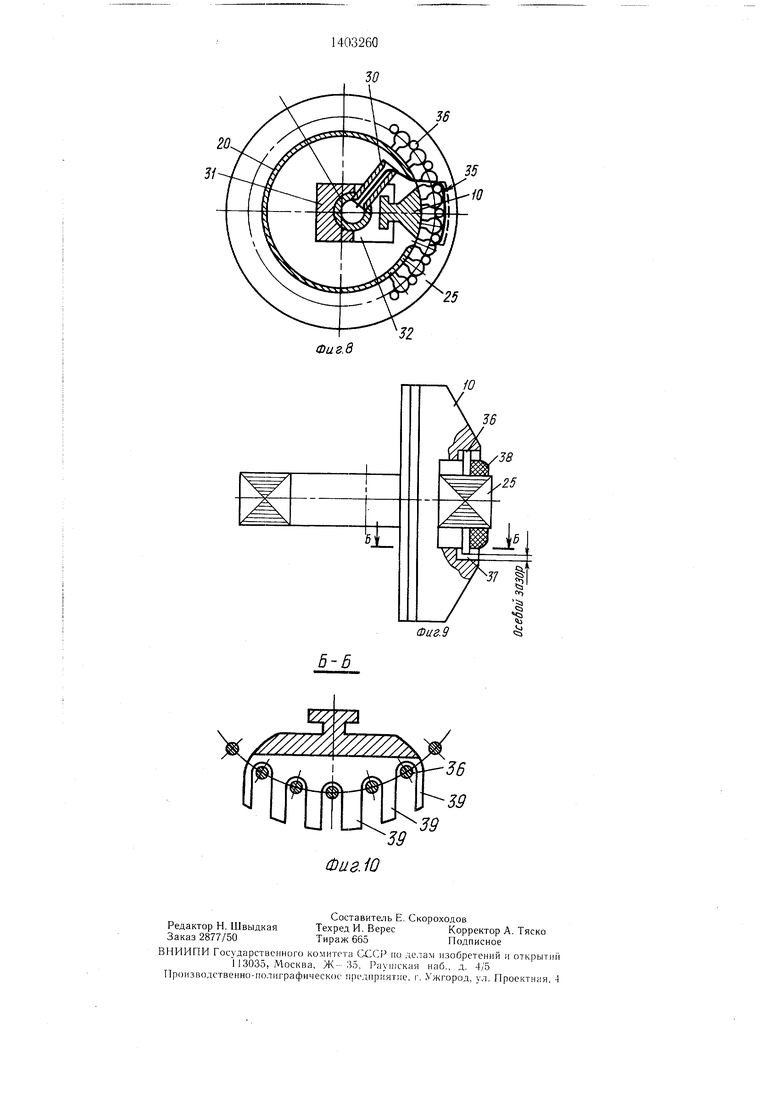
На фиг. 1 изображен станок с исходным положением всех его механизмов, общий вид; на фиг. 2 - то же, в положении, когда статор состыкован с шаблоном, до- сылатель экранов находится в верхнем положении, т. е. станок находится в исходном положении для намотки очередной секции; на фиг. 3 - шаблон состыкован со статором, упор каретки вывел крючок досылателя шаблонов из отверстия шаблона; на фиг. 4 - клин выстави- теля шаблонов выставил шаблон по высоте так, что крючок досылателя шаблонов беспрепятственно вошел в зацепление с шаблоном; на фиг. 5 - разрез А-А на фиг. 2; на фиг. 6-8 - положения комплектов экран-шаблон в статоре при HaiviOTKe соответствуюших секций, отличающихся друг от друга по шагу намотки; на фиг. 9 - расположение формообразующих элементов во впадинах шаблона; на фиг. 10 - разрез Б-Б на фиг. 9.
Станок содержит магазин комплектов экран-шаблон, каждый из которых соответствует намотке определенной секции. Он состоит из каретки 1 с приводом от системы числового программного управления (не показан) с установленными на ней штангами 2. С левой стороны на штангах имеются прямоугольные впадины 3, а с правой - клин 4. С лицевой стороны штанг в направляющих элементах 5 установлены ползушки б, в которых на осях закреплены двуплечие рычаги 7, стянутые пружиной 8. Правый двуплечий рычаг контактирует с клином штанги, а левый - с ее порямоугольной впадиной.
В пазу 9 ползушек установлены шаблоны 10 с досылателями 11, снабженными крючками 12 с пружинами 13. В работе крючки контактируют с шаблонами. В верхней части досылателя имеется поперечный паз 14, который контактирует с эле- менто.м 15 привода досылателей (не показан) а также с рельсом 16, удерживающим досылатели в их верхнем положении, когда они не зацеплены с их приводом. На боковой правой поверхности досылателей имеется впадина 17, а на левой боковой поверхности - клин 18, которые контактируют с двуплечими рычагами ползушки.
С противоположной стороны штанг в направляющих элементах с аксиальной подвижностью установлены досылатели 19 экранов 20, жестко соединенных между собой.
В верхней части этих досылателей имеется паз 21, контактирующий с рельсом 22 и элементом 23 привода досылателя (не показан). Каретка 24 с приводом (не показан),
перемещающая статор 25 в перпендикулярном его оси направлении вместе с механизмом поворота статора (не показан), несет на себе упор 26, который управляет крючком досылателей при перемещениях этой каретки.
Выставитель шаблонов состоит из клина 27 и привода его перемещения (не показан).
Механизм фиксации шаблонов, установленный на челноке 28, состоящем из
г проводоводителя 29 и фильеры 30, выполнен в виде втулки 31, охватывающей проводоводитель неподвижно в аксиальном направлении. Втулка имеет паз 32, в котором фильера соверщает качательные движения, и паз 33, направляющими по0 верхностями которого втулка скользит по шаблону, удерживая его в радиальном направлении. Окно 34 втулки служит для прохода клина выставителя шаблонов.
Обмоточный провод 35 проходит через проводоводитель, фильеру, паз статора, его начало закрепляется на каретке 24.
Формообразующие элементы 36 входят в конструкцию статора, они удерживают шаблон в осевом направлении после пере- мешения его на величину зазора 37 при
Q скольжении по нему втулки 31, а также формируют лобовую часть 38 обмотки статора . Выступы 39 шаблона не позволяют обмоточному проводу попасть в зазор 37, Станок работает следуюшим образом. Привод каретки I управляется от стой5 ки числового программного управления (не показана). Величина перемещения каретки программируется. Очередность срабатывания приводов всех механизмов также программируется и осуществляется от стойки числового программного управления.
0 Приводы досылателей 11 и 18, каретки 24, выставителя шаблонов 27 перемещают эти механизмы от одного крайнего положения до другого. Число двойных ходов челнока программируется согласно схе.ме на мотки.
Статор 25 устанавливается в гнездо механизма поворота в строго ориентированном положении, так чтобы в последующем направляющие кромки экранов и шаблонов совпали с кромками соответствующих
0 пазов статора.
Перед включением станка его .механизмы приводятся в исходное положение и соответствуют началу программы, вводимой в стойку числового программного управления.
5 При исходном положении станка челнок 28 находится в нижнем положении, все комплекты остастки экран-шаблон находится в каретке 1 в крайнем верхнем положении,
причем комплект оснастки, соответствующий намотке первой секции, находится над челноком, паз 9 ползушки б - строго над пазом 33 втулки 31 челнока, каретка 24 - в крайнем переднем положении, так что шаблон 10 может быть введен в расточку статора при его вертикальном перемещении. Ползушка 6 своим правым рычагом 7 сцеплена с досылателем 11.
При включении станка работа его механизмов происходит в следующей последовательности.
Клин 27 своим приводом вводится в окно 34, при этом он упирается в провод 35, предотвратив выпадание его из паза статора при перемещении каретки 24 в крайнее переднее положение. Далее досыла- тель 11 от своего привода, перемещаясь в крайнее нижнее положение, сближает ползушку 6 с втулкой 31 челнока. При этом клин 4, воздействуя на правый рычаг 7, выводит его из зацепления с досылателем 11, который, перемещаясь в крайнее нижнее положение, сближает пол- зущку 6 с втулкой 31 челнока. При этом клин 4, воздействуя на правый рычаг 7, выводит его из зацепления с досылателем 11, который, перемещаясь вниз относительно ползущки 6, своим клином 18 вводит левый рычаг 7 в зацепление со штангой 2 и выталкивает щаблон 10 из паза 9 ползушки в паз 33 втулки 31 до упора в клин 27.
Сцепление ползушки 6 с штангой 2 необходимо для того, чтобы ползушка не перемещалась вверх при втягивании в нее шаблона до тех пор, пока шаблон не будет полностью в нее втянут. Такая операция необходима при возвращении шаблона из паза 33 втулки 31 в паз 9 ползушки 6.
После досылки шаблона в расточку статора каретка 24, перемещаясь в крайнее заднее положение, вводит статор с его формообразующими элементами 36 в зев шаблона 10 так, что его направляющие кромки примыкают к кромкам соответствующих пазов статора, а центр его расточки совмесщается с центром экрана 20. При этом упор 26, контактируя с крючком 12, выводит его из зацепления с шаблоном 10. Затем досылатель 19 вводит в расточку статора экран 20, направляющие кромки которого прим151кают к соответствующим кромкам статора, с противоположной стороны от направляющих кромок шаблона. Освобожденный от шаблона досылатель 11 перемещается вверх, увлекая вместе с собой и ползушку 6, воздействуя на левый рычаг 7 клином 8 и расцепляя ее таким образом со штангой 2. Челнок 28, совершая возвратно-поступательные и качатель- ные движения фильерой 30, выполняет намотку первой секции. При этом обмоточный провод 35, соскальзывая с наклонных поверхностей шаблона, направляется в пазы статора соответствующими кромками шаблона и экрана. Выполнив заданное число
витков, челнок останавливается в нижнем положении. Клин 27 входит в окно 34 и выставляет шаблон 10 в прежнее положение по высоте, которое могдо быть нарушено из-за зазоров между формооб- разуюшими элементами 36 и поверхностями
шаблона. После этого досылатель 19 с экраном 20 уходит в крайнее верхнее положение, досылатель 11 с крючком 12 и ползушкой 6 аналогичным образом перемещается в крайнее нижнее положение,
при этом зацеп крючка 12 устанавливается напротив отверстия в шаблоне 10. Упор 26,при перемещении каретки в крайнее переднее положение отходит от крючка 12 и позволяет пружине 13 ввести крючок 12 в зацепление с шаблоном 10,
а формообразующие элементы выходят из зева шаблона 10. После этого досылатель 11, перемещаясь в крайнее верхнее положение, сначала втягивает шаблон 10 в паз 9 ползушки 6, а затем, расцепив ползушку со штангой 2, досылает ее и вместе с нею шаблон в крайнее верхнее положение.
Для намотки второй секции обмотки каретка 1 перемещается так, что комплект
оснастки экран-шаблон, соответствующий намотке этой секции, занимает положение над челноком. Кроме того, при этом перемещении каретки досылатели 11 и 19 выходят из зацепления с элементами 15 и 23 и входят в зацепление с рельсами 16
и 22, что предупреждает их произвольное перемещение в нижнее положение.
Последовательность движений механизмов станка при введении в статор комплекта оснастки для намотки второй секции аналогична для случая намотки первой секции.
Формула изобретения
1. Станок для намотки статоров элект- рических машин, содержащий челнок с про- водоводителем и фильерой, формообразующую оснастку и механизм поворота статора, отличающийся тем, что, с целью повышения производительности при намотке концентрических последовательно .наматы- ваемых секций, станок содержит устройство для подачи втулок и шаблонов, выполненное в виде каретки со штангами, каждая из которых снабжена схватом, несущим шаблон и шток с закрепленной на конце разрезной втулкой, соответствую- щие размеру наматываемой секции, механизм для установки и поворота статора выполнен в виде каретки с гнездом для статора, снабженной приводом ее переметения, при этом каждая из кареток имеет возможность установки над гнездом статора, приводы схвата и штока уста- HOiB.aeHbi на рабочей позиции и имеют возможность взаимодействия со штангами.
2. Станок но и, 1, отличающийся тем, что содержит механизм фиксации шаблона и провода, а шаблон установлен на втулке с возможностью осевого перемещения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для намотки статора электрической машины | 1981 |
|
SU1010702A1 |
| Станок для намотки статора электрической машины | 1978 |
|
SU765941A1 |
| Станок для намотки статоров | 1983 |
|
SU1156200A1 |
| Станок для намотки якорей коллекторных электрических машин | 1980 |
|
SU877718A1 |
| Станок для намотки статоров | 1986 |
|
SU1379892A1 |
| Станок для намотки статоров электрических машин | 1977 |
|
SU644014A1 |
| Устройство для намотки статоров электрических машин | 1984 |
|
SU1239792A1 |
| СТАНОК ДЛЯ НАМОТКИ МАГНИТОПРОВОДОВ | 1965 |
|
SU170104A1 |
| Станок для изготовления обмотки статоров электрических машин | 1983 |
|
SU1103327A1 |
| Станок для намотки статоров электрических машин | 1982 |
|
SU1163428A1 |

Изобретение относится к технологическому оборудованию для намотки статоров электрических машин и может быть использовано в электротехнической промышленности. Целью изобретения является повышение производительности труда при намот i ке концентричных последовательно наматываемых секций. Станок содержит челночное устройство с проводоводителем 29 и фнльс- рой 30, магазин с комплектом оснастки экран-шаблон, каждый из которых соответствует размеру наматываемой секции, каретку 24 для перемещения статора 25, а вместе с ним и устройства для его поворота в направлении, перпендикулярном оси челнока, выставитель шаблонов 27 и фиксируюшее устройство 31 для шаблонов, установленное на челноке 28. Все указанные механизмы снабжены электрическими приводами, а сам станок снабжен электрошкафом и стойкой числового программного управления, что позволяет производить в автоматическом режиме смену оснастки и последовательную намотку концентрически расположенных секций с любым числом витков в каждой секции. 1 з.п. ф-лы, 10 ил. «р
Фиа/
а
f
Фиг. 2
Фиг4
25
ФИ2.7
36
25
Фиг. 9
| Станок для намотки статоров электрических машин | 1983 |
|
SU1156199A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
