CD 4;
Изобретение относится к области квантовой электроники и может быть использовано при изготовлении кювет для преобразователей лазерного излу- чения на эффекте вынужденного злект ройного комбинационного рассеяния.
Цель изобретения - упрощение изготовления и увеличение срока службы - достигается за счет изготовле- ш я оболочки кюветы из монокристалла корунда при одновременном формировании канала переизлучения и дополнительного канала, которьй соединяют с откачным штенгелем.
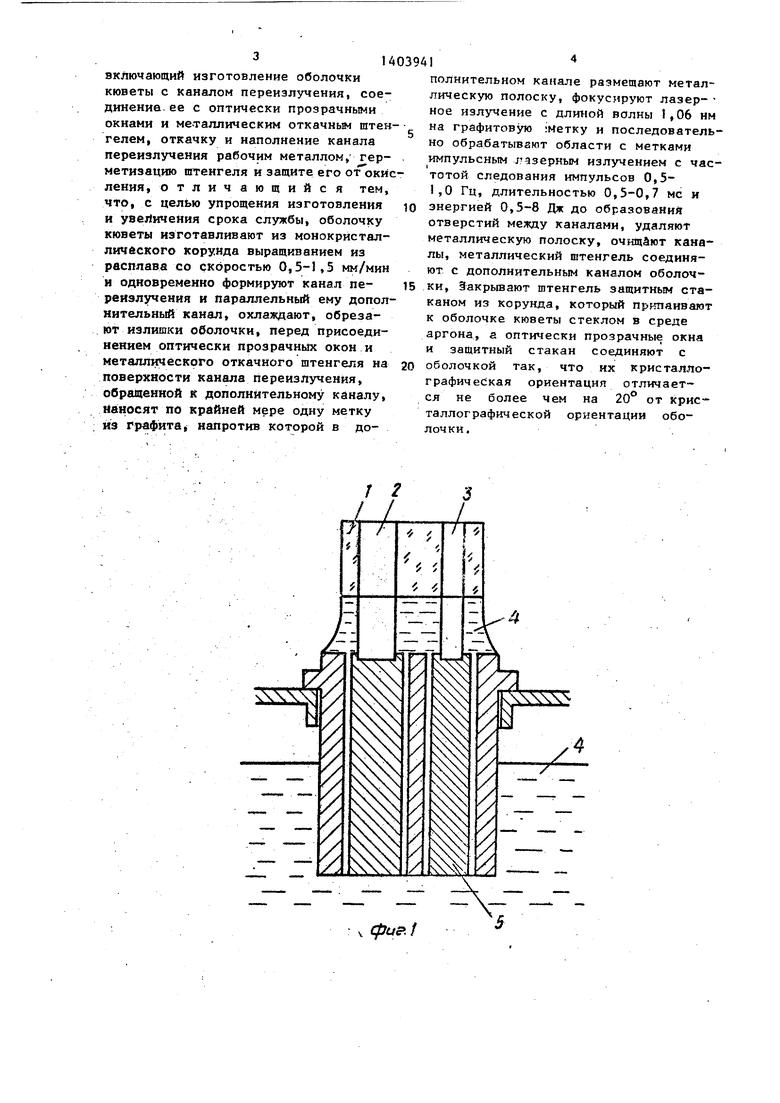
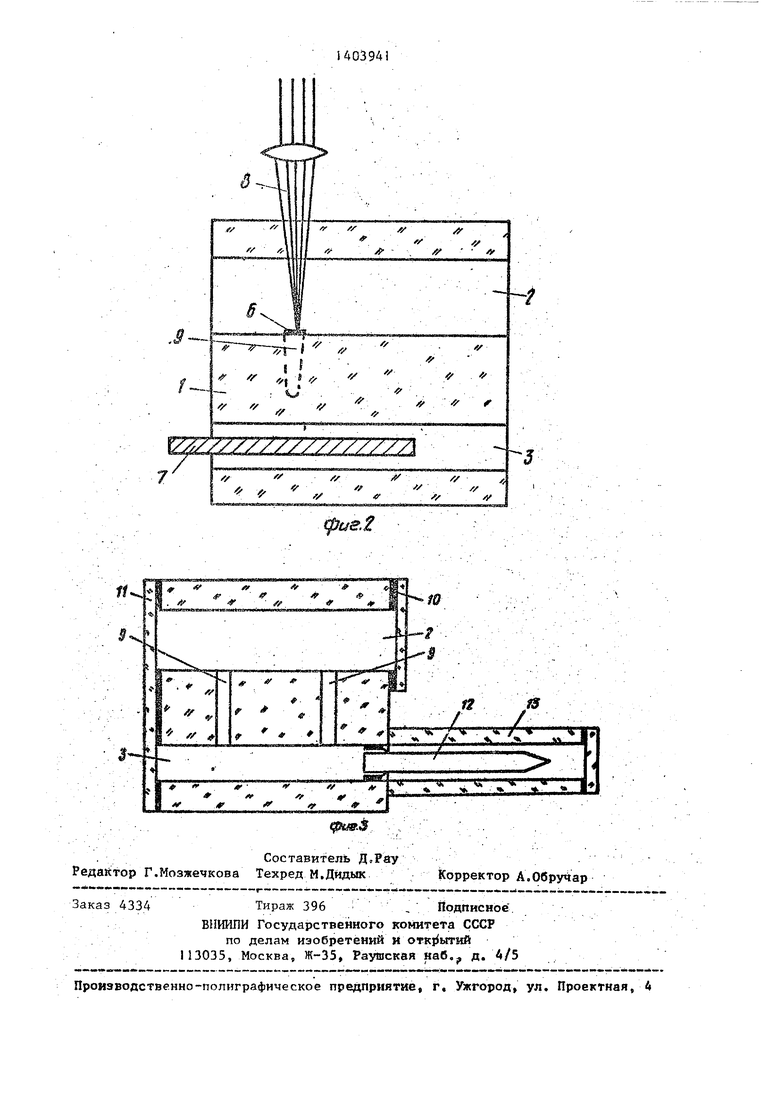
На фиг,I показана оболочка кювет 3 процессе изготовления; на фиг.2 - отверстия, соединяющие канал пере- излучения с допо 1ительным каналом, выполняющим Р.ОЛЬ балластной полости, в процессе изготовления; на фиг.З -. кювета з сборе.
Оболочка изготавливается из профилированного монокристаллического корунда, выращенного в виде моноблока 1, имеющего канал 2 переизлучения и дополнительный канал 3. Моноблок пол5гчается непосредственной кристаллизацией из расплава 4 со скоростью 1,О мм/мин после прохождения формообразователя 5. После окончания выращивания моноблока он охлаждается, проводится его отжиг и обрезка по тооцам до необходимого размера. После этого на внутреннюю поверх- , ность перемычки моноблока I в канале 2 переизлучения наносят графитсзую метку 6. В дополнительный канал 3 вставляют металлическую пластину 7.
5
0
0 5
5
луча. После окончания прошивки сквозного отверстия пластину 7 вынимают . Таким же способом делают второе oTBei cTHe в перемычке. Кювета / промьшается от остатков испарившегося при прошивке отверстия материала, высушивается и с помощью стеклоцемен: та IО производят пайку в среде аргона с давлением 1,2 атм п-ри 1380 С оптически прозрачных полированных окон П из лейкосапфира. Одновремен- но можно производить пайку тем же цементом откачного штенгеля I2 из сплава ниобия. После этого через штейгель 12 производят откач|су канала 2 переизлучения и дополнительно-то канала 3, заполняют кювету щелочным металлом, производят герметизацию штенгеля 12. Дальше с помощью стекла С-67 производят пайку при 1000°С стакана 13 из корунда в атмосфере аргона с давлением 1,2 атм. При изготовлении кюветы необходимо следить, чтобы все соединяемые монокристаллические части (оболочка кюветы, окна и стакан ) имели одну и ту же кристаллическую ориентацию, так как у корунда коэффициент линейного термического расширения в направлениях поперек и вдоль основной оси сильно различается. Чтобы предотвратить треск монокристаллических деталей при пайке, необходимо соблюдать условия, когда отклонения в ориентации кристаллографических осей всех элементов не превышают 20. Способ несложен для промышленного освоения. С помощью описанного способа мож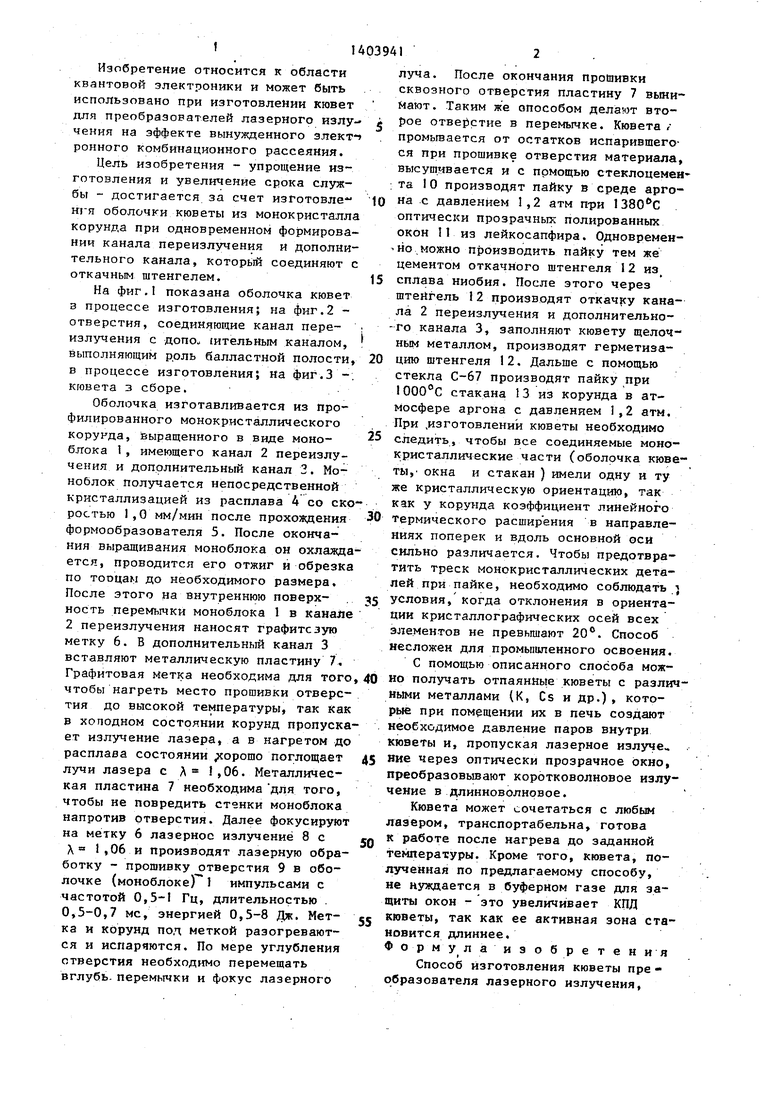
| название | год | авторы | номер документа |
|---|---|---|---|
| Активный элемент лазера на парах металлов и способ его изготовления | 2016 |
|
RU2644985C1 |
| Мощный лазер | 2015 |
|
RU2608309C1 |
| Способ изготовления газоразрядной лампы | 1982 |
|
SU1056305A1 |
| Кювета для получения спектров вынужденного электронного комбинационного рассеяния | 1990 |
|
SU1800322A1 |
| ГАЗОВЫЙ ЛАЗЕР С ПРОДОЛЬНЫМ РАЗРЯДОМ | 1993 |
|
RU2054770C1 |
| Высокоресурсная металлокерамическая рентгеновская трубка | 2019 |
|
RU2716261C1 |
| Активный элемент лазера на парах металлов | 2022 |
|
RU2787554C1 |
| Кювета для получения спектров вынужденного электронного комбинационного рассеяния | 1985 |
|
SU1387638A1 |
| ГЕРМЕТИЧНЫЙ КОРПУС ВЫСОКОВАКУУМНОГО ПРЕЦИЗИОННОГО ПРИБОРА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2356126C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАЛОГАБАРИТНЫХ АТОМНЫХ ЯЧЕЕК С ПАРАМИ АТОМОВ ЩЕЛОЧНЫХ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2554358C1 |
Графитовая Метка необходима для того, 40 но получать отпаянные кюветы с различ- чтобы нагреть место прошивки отверс- ными металлами (К, Cs и др.), кото- тия до высокой температуры, так как в холодном состоянии корунд пропуска- ет излучение лазера, а в нагретом до
45
расплава состоянии орошо поглощает лучи лазера с Д 1,06. Металлическая пластина 7 необходима для того, чтобы не повредить стенки моноблока напротив отверстия. Далее фокусируют на метку 6 лазерное излучение 8 с Л 1,06 и производят лазерную обработку - прошивку отверстия 9 в оболочке (моноблоке) 1 импульсами с частотой 0,5-1 Гц, длительностью . Оу5-0,7 мс, энергией 0,5-8 Дж. Метка и корунд пол меткой разогреваются и испаряются. По мере углубления отверстия необходимо перемещать вглубь, перемычки и фокус лазерного
50
55
рые при помещении их в печь создают необходимое давление паров внутри кюветы и, пропуская лазерное излучение через оптически прозрачное окно, преобразовывают коротковолновое излучение в длинноволновое.
Кювета может сочетаться с любым лазером, транспортабельна, готова к работе после нагрева до заданной температуры. Кроме того, кювета, полученная по предлагаемому способу, не нуждается в буферном газе для защиты окон - это увеличивает КПД кюветы, так как ее активная зона становится длиннее.
Формулаиз обре тения Способ изготовления кюветы пре- образователя лазерного излучения.
но получать отпаянные кюветы с различ- ными металлами (К, Cs и др.), кото-
рые при помещении их в печь создают необходимое давление паров внутри кюветы и, пропуская лазерное излучение через оптически прозрачное окно, преобразовывают коротковолновое излучение в длинноволновое.
Кювета может сочетаться с любым лазером, транспортабельна, готова к работе после нагрева до заданной температуры. Кроме того, кювета, полученная по предлагаемому способу, не нуждается в буферном газе для защиты окон - это увеличивает КПД кюветы, так как ее активная зона становится длиннее.
Формулаиз обре тения Способ изготовления кюветы пре- образователя лазерного излучения.
включающий изготовление оболочки кюветы с каналом переизлучения, соединение, ее с оптически прозрачными окнами и ме-таллическим откачным штен гелем, откачку и наполнение канала переизлучения рабочим металлом, гер- метизацию штенгеля и защите его о-Гокйс ления, отличающийся тем, что, с целью упрощения изготовления и увеличения срока службы, оболочку кюветы изготавливают из монокристаллического корунда выращиванием из расплава со скоростью 0,5-1,5 мм/мин и одновременно формируют канал переизлучения и параллельный ему дополнительный канал, охлазкдают, обрезают излишки оболочки, перед присоединением оптически прозрачных окон и металлического откачного штенгеля на поверхности канала переизлучения, обращенной к дополнительному каналу, наносят по крайней мере одну метку КЗ графитаj напротив которой в до
-
39AI
полннтельном канале размещают металлическую полоску, фокусируют лазер- нее излучение с длтюй волны 1,06 нм на графитовую -Метку и последовательно обрабатывают области с метками импульсным лазерным излучением с частотой следования импульсов 0,5- 1,0 Гц, длительностью 0,5-0,7 мс и
10 энергией 0,5-8 Дж до образования отверстий между каналами, удаляют металлическую полоску, очмдйют каналы, металлический штенгель соединяют с дополнительным каналом оболоч15 ки, Закрьшают штенгель защитным стаканом из корунда, который припаивают к оболочке кюветы стеклом в среде аргона, а оптически прозрачные окна и защитный стакан соединяют с
20 оболочкой так, что их кристаллографическая ориентация отличается не более чем на 20 от кристаллографической ориентации оболочки.
/ г
I I
V (ри.
| Дэюмондзи М., Кобаяси 1.., Инаба X | |||
| Нелинейные резонансные.эф-- факты в атомных газах, Квантовая | |||
| электроника, т.З, 4, 1976, с.79СЬ797 | |||
| -; - V - -; D.Catter, D.C.Hanni Stimulated electronic Raman Scattering fn Cs , Vapour: о - simple tunable laser s I stem for the 2,7-3,5 jumreglon | |||
| Optical and Quantum Electronics, fr 9,.1977, p.p 509-518 |
