Предлагаемое изобретение относится к области радио- и электротехники и может быть использовано в приборостроении, авиакосмической и радиотехнической отраслях.
Известен герметичный корпус вибрационного резонансного датчика [1], принятый в качестве аналога.
Известный герметичный корпус содержит металлические кожух, крышку, встроенные в крышку через межслойные соединения металлические однопроводниковые (одиночные) и коаксиальные гермовыводы. В крышке с отверстием для обезгаживания внутренней полости расположена герметизирующая заглушка и геттер, поддерживающий вакуум после окончательной герметизации полости корпуса. Соединения элементов конструкции герметичного корпуса между собой выполнены пайкой.
Недостаток известной конструкции состоит в том, что она не содержит штенгеля (так называемый бесштенгельный датчик) и спроектирована под герметизацию пайкой. Это не позволяет использовать известную конструкцию для высоковакуумных прецизионных приборов, т.к., во-первых, отсутствие штенгеля ухудшает условия и снижает качество обезгаживания внутренней полости герметичного корпуса, что ограничивает ресурс работы гироскопического прибора, и, во-вторых, наличие паяных швов с остаточной пористостью отрицательно сказывается и на вакуумировании и на надежности работы гироскопического изделия в целом.
Известен герметичный корпус микросхемы [2], принятый в качестве аналога. Известный герметичный корпус содержит изготовленные из металла основание и крышку, герметично соединенные между собой пайкой с образованием полого кожуха. В боковых стенках основания сформированы окна, в которых размещены электрические гермовыводы. Последние электрически изолированы от стенок окон посредством диэлектрического материала и загерметизированы герметиком.
Основным недостатком конструкции известного корпуса является наличие паяных швов, обуславливающих необходимость использования флюсов, и применение в его конструкции низкотемпературных материалов (герметика), с температурой нагрева, не превышающей ~150-200°С, что, с одной стороны, снижает надежность работы приборы вследствие повышенного газовыделения из применяемых материалов и паяных швов, а с другой стороны, ограничивает области его применения, в частности корпус не может быть использован для высоковакуумных приборов с температурами обезгаживания более 300°С и рабочим вакуумом <10-7 мм рт.ст.
Известен герметичный контейнер для радиоактивных отходов, принятый в качестве прототипа [3].
Известный герметичный контейнер содержит корпус с кольцевой ванной для припоя, крышку с двумя обечайками и штуцером (штенгелем) для подсоединения к вакуумной (газовой) магистрали. Крышка и корпус между собой загерметизированы пайкой.
Основной недостаток конструкции известного корпуса заключается в том, что он спроектирован под герметизацию пайкой и содержит паяные швы. Герметизация пайкой требует применения флюсов, удаление которых из внутренних полостей и зазоров существенно затруднена, т.к. усложняется обезгаживание и поддержание необходимого разрежения внутри прибора (вакуум-плотности), а сами паяные швы содержат поры, что в итоге приводит к отказам, снижает надежность работы высоковакуумного прибора и ограничивает области возможного применения известного корпуса. Использование известной конструкции корпуса под сварку невозможно, т.к. вследствие несогласованности смежных деталей по физико-механическим свойствам сварные швы будут с низким качеством из-за наличия дефектов и деформации конструкции.
Известен способ изготовления корпусов гибридных интегральных схем, принятый в качестве аналога [4].
Известный способ заключается в изготовлении входящих элементов конструкции (деталей, узлов, сборочных единиц) и формировании на деталях, подлежащих герметизации, специального профиля по всему периметру герметизации, сборке входящих элементов с креплением микросхемы через изолятор (керамическую подложку) и обеспечением электрической связи через гермовыводы. Герметизацию корпуса осуществляют сваркой, при этом плотно прижимают профиль и нагревают, пропуская по периметру импульс электрического тока.
Основной недостаток аналога состоит в том, что для нагрева под сварку используют импульс электрического тока, что недопустимо для целого ряда приборов, у которых многие элементы конструкции электрически связаны со свариваемыми деталями, т.к. при пропускании импульса электрического тока происходит разрушение электрических соединений и проводников. Кроме того отсутствует операция по обезгаживанию деталей и корпуса микросхемы.
Известен способ изготовления герметичного контейнера для радиоактивных отходов [3], заключающийся в изготовлении входящих элементов конструкции (деталей, сборочных единиц, узлов), сборке под пайку, пайку крышки и контейнера с одновременным заполнением внутренней полости контейнера гелием и повторным нагревом и охлаждением и проверке на герметичность с помощью гелиевого течеискателя. Данный способ принят в качестве прототипа способа.
Основной недостаток известного способа состоит в том, что он не может быть использован для изготовления прецизионных высоковакуумных приборов, т.к. во-первых, герметичные соединения элементов конструкции получают пайкой, а герметизация пайкой требует применения флюса, что недопустимо для внутренних полостей прецизионного прибора вследствие повышенного газовыделения, во-вторых, отсутствуют операции по обезгаживанию элементов конструкции и внутреннего объема контейнера перед окончательной герметизацией.
Основная задача предлагаемого изобретения заключается в создании конструкции герметичного корпуса для высоковакуумного прецизионного прибора и способа его изготовления.
Техническим результатом предлагаемого изобретения является повышение качества изготовления и обеспечение высоких технологических и эксплуатационных свойств герметичного корпуса, расширение областей применения.
Указанный технический результат достигается тем, что в герметичном корпусе высоковакуумного прецизионного прибора, содержащем кожух, кольцевую керамическую колодку с одиночными и коаксиальными гермовыводами, герметично соединенную по периметру с кожухом, и откачной штенгель, герметично соединенный с колодкой, колодка по внешнему диаметру содержит компенсационное кольцо из сплава 68НХВКТЮ-ВИ, прихваченное точечной лазерной сваркой и герметично соединенное с кожухом и колодкой, откачной штенгель содержит две компенсационные втулки из сплава 68НХВКТЮ-ВИ и нержавеющей стали 12Х18Н10Т-ИД, установленные на его торцах, прихваченные точечной лазерной сваркой и герметично соединенные со штенгелем, причем компенсационная втулка из сплава 68НХВКТЮ-ВИ установлена в колодке, а на компенсационную втулку из стали 12Х18Н10Т-МД установлен технологический фланец, которые прихвачены точечной лазерной сваркой и герметично соединены с колодкой и технологическим фланцем, при этом прихватка компенсационного кольца с кожухом и колодкой, откачного штенгеля с двумя компенсационными втулками и компенсационных втулок штенгеля с колодкой и технологическим фланцем выполнена с шагом между точками в диапазоне 6÷8 мм, а герметичное соединение компенсационного кольца с кожухом и колодкой, откачного штенгеля с двумя компенсационными втулками и компенсационных втулок штенгеля с колодкой и технологическим фланцем выполнено электроннолучевой сваркой.
В части способа указанный технический результат достигается тем, что,
во-первых, в способе изготовления герметичного корпуса высоковакуумного прецизионного прибора, включающем изготовление и обезгаживание входящих деталей и сборочных единиц кожуха, керамической колодки с одиночными и коаксиальными гермовыводами, откачного штенгеля и технологического фланца с последующей сборкой, сваркой и проверкой на герметичность, при сборке под сварку детали и сборочные единицы центрируют друг относительно друга с равным зазором по стыку и фиксируют стыки механически в двух взаимно перпендикулярных направлениях, заземляют центральные стержни коаксиальных гермовыводов и штенгель, прихватывают стыки импульсной лазерной сваркой с шагом s между точками в диапазоне 6-8 мм, сваривают стыки электроннолучевой сваркой, при этом колодку сваривают с кожухом через компенсационное кольцо, которое изготавливают из сплава 68НХВКТЮ-ВИ, штенгель сваривают с колодкой через компенсационную втулку, которую изготавливают из сплава 68НХВКТЮ-ВИ, а с технологическим фланцем штенгель сваривают через компенсационную втулку, которую изготавливают из стали 12X18H10T-ИД;
во-вторых, при наличии сквозного дефекта в сварном шве для повторной герметизации определяют место и характер сквозного дефекта и продувают сквозной дефект смесью инертных газов, состоящей из аргона и гелия, под давлением смеси инертных газов в диапазоне 70 - 700 мм рт.ст. в течение 3-5 с, а затем переустанавливают корпус в сварочную установку и выполняют повторную герметизацию негерметичного сварного шва электроннолучевой сваркой.
На фиг.1 и 2 показан герметичный корпус высоковакуумного прецизионного прибора. Он содержит цилиндрический осесимметричный кожух 1, кольцевую герметичную керамическую колодку 2 с одиночными 3 и коаксиальными 12 гермовыводами и двумя втулками (манжетами): внешней 5 и внутренней 6. Между колодкой 2 и кожухом 1 расположено компенсационной кольцо 7, которое соединено герметичным сварным швом с внешней втулкой 5 колодки 2 и с кожухом 1. Герметичный корпус содержит откачной медный штенгель 8, на котором установлены две компенсационные втулки 9 и 10, герметично соединенные сварным швом со штенгелем 8. Втулка 10 штенгеля 8 соединена герметичным сварным швом с внутренней втулкой 6 колодки 2, а втулка 9 соединена герметичным сварным швом с технологическим фланцем 11. Все сварные швы выполнены электроннолучевой сваркой, а прихватка деталей и сборочных узлов перед электроннолучевой сваркой выполнена отдельными точками импульсной лазерной сваркой с шагом между точками s=6-8 мм. Величина шага s подобрана опытным путем. И для рассматриваемой конструкции и применяемых сочетаний материалов является оптимальной величиной, обеспечивающей минимальные деформации в процессе электроннолучевой сварки.
Герметичный корпус прибора собирают следующим образом.
Предварительно детали и сборочные единицы, составляющие конструкцию герметичного корпуса, промывают и обезгаживают. Затем собирают медный штенгель 8 с верхней 9 и нижней 10 компенсационными втулками, кромки прихватывают по периметру отдельными точками импульсной лазерной сваркой и сваривают герметичным швом электроннолучевой сваркой. Введение в конструкцию штенгеля 8 компенсационных втулок 9 и 10 позволило минимизировать деформацию конструкции самого штенгеля в процессе электроннолучевой сварки, так и деформацию колодки при сварке втулки 10 с внутренней манжетой 6 колодки 2. Далее герметичную керамическую колодку 2 собирают с компенсационным кольцом 7 и прихватывают кромки по периметру отдельными точками импульсной лазерной сваркой, затем сваривают электроннолучевой сваркой. Кольцо 7 предусмотрено в конструкции корпуса, чтобы снизить сварочные деформации и напряжения, возникающие в сварном шве и обусловленные малой деформационной способностью колодки 2.
Колодку 2 с приваренным кольцом 7 устанавливают в кожух 1, кромки прихватывают по периметру отдельными точками импульсной лазерной сваркой, затем сваривают электроннолучевой сваркой. Устанавливают откачной медный штенгель 8 компенсационной втулкой 10 в колодку 2, прихватывают кромки по периметру отдельными точками импульсной лазерной сваркой, затем сваривают электроннолучевой сваркой. После чего проверяют герметичность полученного корпуса. Далее на компенсационную втулку 9 штенгеля 8 устанавливают технологический фланец 11, прихватывают по периметру отдельными точками импульсной лазерной сваркой и сваривают герметичным швом электроннолучевой сваркой. И повторно корпус с приваренным технологическим фланцем 11 проверяют на герметичность. Герметичный корпус отправляют на операцию обезгаживания и вакуумирования внутренней полости и последующую герметизацию штенгеля 8 холодной сваркой.
В конструкции герметичного корпуса использованы малогазящие высокочистые материалы (керамика ВК 94-1, сталь двойного переплава 12Х18Н10Т-ИД, сплавы 68НХВКТЮ-ВИ, 29НК-ВИ, медь НД M1), сочетающиеся по коэффициенту линейного термического расширения α, который или близок<колодка 2 и манжеты 5 и 6) или составляет промежуточную величину (кожух 1, кольцо 7, манжета 5 и манжета 6, втулка 10, штенгель 8). Выбор указанных материалов позволил, во-первых, уменьшить вероятность образования внутренних дефектов в сварных швах и, во-вторых, снизить деформации и напряжения, возникающие в сварных швах.
Способ осуществляют следующим образом.
Герметичный корпус - сложная многофункциональная конструкция, содержащая механически изготовленные высокоточные детали и сборочные единицы, прошедшие неоднократную промывку и высокотемпературное обезгаживание. Керамическая колодка была изготовлена с использованием метода шликерного литья, процессов высокотемпературной пайки и проверки на герметичность.
Промытые и обезгаженные детали и сборочные единицы необходимо в определенной последовательности собрать, загерметизировать и проверить герметичность. Для герметизации предложена электроннолучевая сварка, позволяющая получить вакуумплотные швы, а герметичность проверяется методом обдува на гелиевом течеискателе.
При выборе материалов для деталей герметичного корпуса и режимов электроннолучевой сварки в качестве исходных величин были взяты физико-механические свойства керамической колодки и медного штенгеля. И, в частности, по величине температурного коэффициента линейного расширения α материалов керамики и меди были согласованы материалы смежных деталей.
Условная цепочка из смежных (т.е. свариваемых друг с другом) деталей и сборочных единиц, составляющих герметичный корпус и подвергающихся наибольшим деформациям, состоит из следующих материалов и имеет следующий вид:
- кожух 1 (12Х18Н10Т-ИД с α=16·10-6 К-1) + компенсационное кольцо 7 (68НХВКТЮ-ВИ с α=12·10-6 К-1);
- компенсационное кольцо 7 (68НХВКТЮ-ВИ с α=12·10-6 К-1) + внешняя манжета 5 (29НК-ВИ с α=5·10-6 К-1);
- внешняя манжета 5 (29НК-ВИ с α=5·10-6 К-1) + колодка 2 (керамика ВК 94-1 c α=5·10-6 K-1),
- колодка 2 (керамика ВК 94-1 с α=5·10-6 К-1) + внутренняя манжета 5 (29НК-ВИ с α=5·10-6 К-1);
- внутренняя манжета 5 (29НК-ВИ с α=5·10-6 К-1) + втулка 10(68НХВКТЮ-ВИ c α=12·10-6 K-1);
- втулка 10 (68НХВКТЮ-ВИ с α=12·10-6 К-1) + штенгель 8
(медь НД M1 с α=17·10-6 К-1);
- штенгель 8 (медь НД M1 с α=17·10-6 К-1) + втулка 9(12X18H10T-ИД c α=16·10-6 K-l);
- втулка 9 (12X18H10T-ИД c α=16·10-6 K-l) + фланец 11
(12Х18Н10Т-ИД с α=16·10-6 К-1).
Как видно, максимальная разница в коэффициентах термического линейного расширения подобранных материалов составляет величину Δα~7·10-6 К-1. Теперь, чтобы при электроннолучевой сварке обеспечить минимальные деформации свариваемых кромок, необходимо ограничить свободную длину (в рассматриваемом случае это отрезок дуги) свариваемого участка. С этой целью свариваемые кромки прихватывают точечной лазерной сваркой с заранее определенным шагом s между точками прихватки.
Для характерных размеров корпуса с диаметром и высотой менее 100 мм и зазорами δ в стыке между соединяемыми деталями и сборочными единицами менее 0,1 мм, как показывают простые оценки, уже при шаге прихватки s=15 мм и для изотермы Т, равной 800 К, удлинение Δl свариваемых кромок составит величину Δl=0,084 мм (т.к. удлинение Δl определяется формулой Δl=α·Т·s, то при разности коэффициентов Δα=7·10-6 К-1, численное значение удлинения составит величину Δl=7·10-6K-1·800K·15 мм=0,084 мм), что соизмеримо с величиной зазора δ в стыке между кромками. И поэтому в случае, если шаг прихватки превышал эту величину или прихватка отсутствовала вообще, то в процессе электроннолучевой сварки наблюдалось несплавление свариваемых кромок из-за увеличения зазора в стыке вследствие деформации кромок в осевом и радиальном направлениях.
Опытным путем было установлено, что прихватка свариваемых деталей с шагом s=6-8 мм для представленных сочетаний свариваемых материалов обеспечивает существенное снижение вероятности образования трещин и несплавлений в сварном шве и сводит к минимуму получение не вакуум-плотных сварных соединений.
Последовательность операций по подготовке, сборке и сварке деталей и сборочных единиц, составляющих герметичный корпус, выглядит следующим образом: промывка в спиртобензиновой смеси и кипячение в изопропиловом спирте с ультразвуком, обезгаживание при остаточном давлении 10-5 мм рт.ст. и температуре 300°С в течение 6 часов, сборка в сборочно-сварочной оснастке с относительной выставкой равных по стыку зазоров и фиксация струбцинами в двух взаимно перпендикулярных направлениях, прихватка импульсной лазерной сваркой сборочных единиц по всему периметру с шагом s=6-8 мм, заземление центральных стержней коаксиальных гермовыводов и штенгеля для исключения возможных пробоев, электроннолучевая сварка с проплавлением на глубину в пределах от 0,5 мм до 0,8 мм (ток луча Iл=4-12 мА, ускоряющее напряжение U=12-16 кВ), проверка сварных швов на герметичность методом обдува гелием. И две заключительные операции с герметичным корпусом: обезгаживание внутренней полости корпуса при остаточном давлении 10-7 мм рт.ст. и температуре 150°С в течение 240 ч и герметизация штенгеля холодной сваркой. Режимы обезгаживания деталей со сборочными единицами и внутренней полости корпуса подобраны экспериментально и позволяют для рассматриваемой конструкции корпуса обеспечить выполнение требований конструкторской документации, предъявляемых к высоковакуумным прецизионным приборам. В случае, если при проверке герметичности сварного шва установлена негерметичность, то для качественного выполнения повторной сварки проводят определение места и характера сквозного дефекта (в качестве последнего может быть несплавление, пора или микротрещина). После чего продувают это место смесью инертных газов из аргона и гелия для удаления воздуха из канала сквозного дефекта, для чего используют золотник, который соединяют с газовой магистралью и укладывают на участок сварного шва со сквозным дефектом. Затем в течение нескольких секунд золотник удерживают на участке сварного шва до момента, когда индикатор течеискателя зарегистрирует наличие гелия в спектрометре течеискателя. Как показали эксперименты, достаточно 3-5 с, чтобы течеискатель среагировал на наличие гелия. После чего подачу смеси газов прекращают, чтобы избежать попадания большого количества гелия в спектрометр и возможного "загрязнения" течеискателя с последующим его отключением и продолжительной дегазацией. Соотношение газов в смеси: гелий 20% + аргон 80%. Наличие гелия и его количество в смеси (20%) позволяет контролировать с помощью течеискателя процесс продувки сквозного дефекта и гарантировать наличие аргона в канале сквозного дефекта. При уменьшении содержания гелия в смеси для рассматриваемых условий изготовления герметичного корпуса затруднялось его обнаружение течеискателем из-за ограниченной чувствительности прибора.
Затем негерметичный узел повторно герметизируется электроннолучевой сваркой с последующей проверкой герметичности. Как установлено, применение смеси газов для продувки негерметичного места позволяет с большей вероятностью качественно заварить сквозной дефект при повторной сварке и получить герметичный сварной шов. По-видимому, это связано с тем, что достигается более эффективная очистка внутреннего канала сквозного дефекта от атмосферного воздуха, и, в первую очередь, от молекул кислорода, способствующих образованию оксидных пленок по границам зерен сварного шва. Кроме того, аргон как более тяжелый газ (по сравнению с воздухом: масса молекулы аргона MAr=66,3·10-24 г, а масса молекулы воздуха Мвозд= 48,1·10-24 г) задерживается внутри канала и закупоривает его, что способствует бездефектной сварке. Давление смеси газов для продувки сквозного дефекта подбирается экспериментально с учетом размеров дефекта и, в первую очередь, с учетом поперечного сечения дефекта: при уменьшении последнего давление смеси газов для продувки необходимо увеличивать. Чтобы оптимизировать процесс и определить предельные значения давления смеси газов, подаваемого в сквозной дефект, можно также использовать оценки, характеризующие течение газов в изделиях вакуумной техники.
Течение газа по каналу сквозного дефекта можно рассматривать как течение через капилляр под влиянием разности давлений по обе стороны стенки капилляра. Зная параметры капилляра (дефекта), можно оценить требуемое давление на его входе. При этом пренебрегаем искривленностью канала, упрощенно полагаем, что он прямолинейный, кроме того, не учитываем, что сечение его некруговое.
Поток газа Iг через капилляр описывается известным выражением [5]:

где Iг - поток газа в [мм рт.ст·л·с-1], D - диаметр капилляра (сечение сквозного дефекта) в [см], L - длина капилляра (условно принята равной глубине проплавления) в [см]. Для определения давления p, которое необходимо подать на вход в капилляр, чтобы продуть и заполнить его аргоном, используем формулу распределения давления вдоль капилляра

где p - давление смеси газов на входе в капилляр в [мм рт.ст.], остальные обозначения аналогичны (1).
Решение квадратного уравнения (2) запишется в виде

где x1,2 - корни квадратного уравнения (3), b - численный коэффициент при p1, a - численный коэффициент при р2, с - свободный член.
Анализ выражений (1, 2) показывает, что с уменьшением диаметра сквозного дефекта давление на входе необходимо увеличивать. Используя справочные данные, оценим требуемые величины, полагая, что в рассматриваемом случае сечение сквозного дефекта D может составить от 10 мкм до 0,01 мкм, а максимальная длина L не превысит 1 мм (максимальная глубина проплавления).
После подстановки справочных и экспериментальных данных и вычислений получим поток Iг для максимального (10 мкм) и минимального (0,01 мкм) сечений
Iг10мкм=9,1·103·((10-3)3/10-1)·(1+5700·10-3)=1,36·10-5 [мм рт.ст.·л·c-1], подставляем полученное значение в (2) и решаем квадратное уравнение относительно p:
L10мкм=(12D3/Iг)·p·(1+7,5Dp)=[{12·(10-3)3}/1,36·10-5]·р·(1+7,5·10-3·p)=8,82·10-4·p·(1+7,5·10-3·p),
т.е. имеем для L10мкм=10-1 см
10-1см=8,82·10-4·p(1+7,5·10-3·p)
или в окончательном виде
р+7,5·10-3·р2=110,
откуда по (3) найдем его корни:
p1 10мкм=72, р2 10мкм=-205.
Очевидно искомым значением является положительный корень р1 10мкм=72 в [мм рт.ст]. Аналогично для капилляра сечением D=0,01 мкм и длиной L0,01мкм=10-1 см получим поток газа Iг0,01мкм через капилляр и давление р0,01мкм газа на входе в капилляр соответственно
Iг0,01мкм=8,6·10-11 [мм рт.ст.·л·с-1, см3, см],
Р0,01мкм=700 мм рт.ст.
Таким образом, для рассматриваемых условий пределы изменения давления смеси газов на входе в капилляр (сквозной дефект) могут составить от 70 до 700 мм рт.ст. Эксперименты подтвердили приведенную закономерность и правильность выполненных оценок: при обнаружении негерметичности в сварном шве последующая продувка сквозного дефекта смесью газов в диапазоне давлений от 70 до 700 мм рт.ст. обеспечивала заполнение канала дефекта смесью газов и качественную повторную сварку. Данный технологический прием позволял в производственных условиях исправить возможный брак и повысить выход годных изделий без снижения качественных показателей.
Пример выполнения способа
Из прутка горячекатаной нержавеющей стали 12Х18НЮТ-ИД вытачивали цилиндрический кожух 1, компенсационную втулку 9 и технологический фланец 11, из медной трубки НД M1 вытачивали штенгель 8, а из прутка 68НХВКТЮ-ВИ вытачивали компенсационное кольцо 7 и вторую компенсационную втулку 10. Методом шликерного литья с последующей пайкой серебросодержащими припоями и стеклоцементом арматуры (манжеты 5 и 6, коаксиальные гермовывода 12, стержни одиночных гермовыводов 3), изготавливали керамическую кольцевую колодку 2. Детали и сборочные единицы промывали в спиртобензиновой смеси, кипятили в изопропиловом спирте с ультразвуком, обезгаживали при остаточном давлении 10-5 мм рт.ст. и температуре 300°С в течение 6 ч и собирали в соответствии с конструкторской документацией. Собирали сборочную единицу, выставляя равные зазоры по стыку и фиксировали механически в двух взаимно перпендикулярных направлениях струбцинами. Это позволяло оптимизировать условия нагрева при электроннолучевой сварке и тем самым снизить, а в большинстве случаев и избежать образования возможных дефектов в сварном шве.
Предварительно собирали в технологических оправках колодку 2 с компенсационным кольцом 7 и штенгель 8 с двумя компенсационными втулками 9 и 10. Выставляли зазоры, фиксировали струбцинами собранные детали и прихватывали лазерной сваркой стыки с шагом 6-8 мм (длина волны излучения импульсного лазера λ=1,06 мкм, длительность импульса τ=4 мс, энергия в импульсе Е=6 Дж), герметизацию выполняли электроннолучевой сваркой при токе луча Iл=5-12 мА, ускоряющем напряжении U=16 кВ. Проверяли герметичность методом обдува на гелиевом течеискателе при токе эмиссии Iэ=5 мА и чувствительности спектрометра на уровне uч=0,3 мВ.
Затем собирали герметичный корпус, для чего в кожух 1 вставляли колодку 2 с компенсационным кольцом 7, а в колодку 2 вставляли штенгель 8 с компенсационными втулками 9 и 10.
Поскольку штенгель 8 и центральные стержни 4 коаксиальных гермовыводов 12 не имеют электрической связи с кожухом 1, то для исключения возможных электрических пробоев при электроннолучевой сварке штенгель 8 и центральные стержни 4 коаксиальных гермовыводов 12 заземляли - соединяли проводником с компенсационным кольцом 7 и кожухом 1. Затем выполняли прихватку импульсной лазерной сваркой (длина волны излучения импульсного лазера λ=1,06 мкм, длительность импульса τ=4 мс, энергия в импульсе Е=6 Дж) кожуха 1 с кольцом 7, кольца 7 с манжетой 5 колодки 2, манжеты 6 колодки 2 с компенсационной втулкой 10 штенгеля 8 и заваривали стыки электроннолучевой сваркой при токе луча Iл=5-8 мА, ускоряющем напряжении U=16 кВ.
Далее проверяли герметичность (методом обдува на гелиевом течеискателе при токе эмиссии Iэ=5 мА и чувствительности uч=0,3 мВ) и при положительном результате проверки герметичный корпус допускался к сварке технологического фланца 11 со второй компенсационной втулкой 9 штенгеля 8. После чего корпус с помощью технологического фланца подсоединяли к откачному посту и выполняли обезгаживание внутренней полости герметичного корпуса при остаточном давлении 10-7 мм рт.ст. и температуре 150°С в течение 240 ч.
Окончательная операция изготовления герметичного корпуса состояла в холодной сварке штенгеля 8, которая выполнялась перекусыванием медного штенгеля сварочными клещами.
Разработанная конструкция герметичного корпуса и способ ее изготовления удовлетворяет требованиям, предъявляемым к высоковакуумным прецизионным приборам, т.к. обеспечивают получение и длительное поддержание внутри полости герметичного корпуса высокого вакуума с остаточным давлением <10-7мм рт.ст. и с натеканием 5·10-11 л·мм рт.ст./с, что позволяет ее использовать для высоковакуумных прецизионных приборов.
Конструкция герметичного корпуса технологична, характеризуется высоким качеством и относительно невысокой трудоемкостью изготовления.
Источники информации
1. Европейский патент №0141621 А2 от 25.10.84 г., G01C 19/56.
2. А.с. №1499418 H01L 23/02, заявка №4294832/24-21 от 03.08.87. Б.И. №29, 1989, с.240.
3. А.с. №1235389, заявка №3790728/24-25 от 132.09.84 г. G21F 5/00, Б.И. №20, 1990, с.276.
4. А.с. №1700640 H01L 21/48, заявка №4713636/21 от 04.07.89. Б.И. 1991, №47, c.211.
5. Я.Грошовский. Техника высокого вакуума. Пер. с польского. М., Мир, 1975 г. 622 c. стр.104.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГЕРМЕТИЧНАЯ КОЛОДКА ПРЕЦИЗИОННОГО ВЫСОКОВАКУУМНОГО ПРИБОРА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2344508C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАКУУМНОГО МИКРОГИРОСКОПА | 2012 |
|
RU2521678C1 |
| Высокоресурсная металлокерамическая рентгеновская трубка | 2019 |
|
RU2716261C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МИКРОГИРОСКОПА | 2019 |
|
RU2712927C1 |
| ТВЕРДОТЕЛЬНЫЙ ВОЛНОВОЙ ГИРОСКОП | 2013 |
|
RU2541711C1 |
| СПОСОБ ОТКАЧКИ И НАПОЛНЕНИЯ ПРИБОРА ГАЗОМ | 2012 |
|
RU2505883C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГЕРМЕТИЧНОГО КОРПУСА МИКРОЭЛЕКТРОННОГО УСТРОЙСТВА С КОНТРОЛИРУЕМОЙ СРЕДОЙ В ЕГО ВНУТРЕННЕМ ОБЪЕМЕ | 2017 |
|
RU2660799C1 |
| ВИБРАЦИОННЫЙ ВАКУУМНЫЙ МИКРОГИРОСКОП | 2012 |
|
RU2518379C1 |
| Способ сварки непрерывным лазерным излучением | 1990 |
|
SU1808588A1 |
| ГЕРМЕТИЧНАЯ КОЛОДКА ПРЕЦИЗИОННОГО ВЫСОКОТЕМПЕРАТУРНОГО ВИБРОУСТОЙЧИВОГО ПРИБОРА | 2015 |
|
RU2606212C1 |
Изобретение относится к области радио- и электротехники и может быть использовано при разработке и изготовлении прецизионных высоковакуумных приборов в авиакосмической и радиотехнической отраслях. Технический результат направлен на повышение качества изготовления и обеспечение высоких технологических и эксплуатационных свойств герметичного корпуса, расширение областей применения. Герметичный корпус высоковакуумного прецизионного прибора содержит кожух, кольцевую керамическую колодку с одиночными и коаксиальными гермовыводами, герметично соединенную по периметру с кожухом, и откачной штенгель, герметично соединенный с колодкой. Причем колодка по внешнему диаметру содержит компенсационное кольцо из сплава 68НХВКТЮ-ВИ, прихваченное точечной лазерной сваркой и герметично соединенное с кожухом и колодкой, откачной штенгель содержит две компенсационные втулки из сплава 68НХВКТЮ-ВИ и нержавеющей стали 12Х18Н10Т-ИД, установленные на его торцах, прихваченные точечной лазерной сваркой и герметично соединенные со штенгелем. Также предложен способ для реализации вышеуказанного устройства. 2 н. и 1 з.п. ф-лы, 2 ил.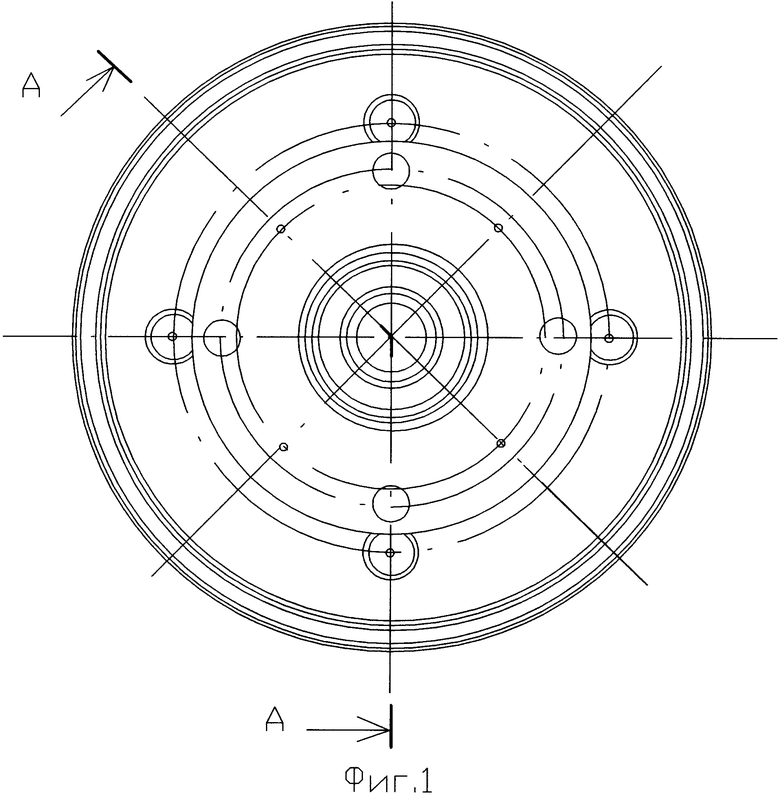
1. Герметичный корпус высоковакуумного прецизионного прибора, содержащий кожух, кольцевую керамическую колодку с одиночными и коаксиальными гермовыводами, герметично соединенную по периметру с кожухом, и откачной штенгель, герметично соединенный с колодкой, отличающийся тем, что колодка по внешнему диаметру содержит компенсационное кольцо из сплава 68НХВКТЮ-ВИ, прихваченное точечной лазерной сваркой и герметично соединенное с кожухом и колодкой, откачной штенгель содержит две компенсационные втулки из сплава 68НХВКТЮ-ВИ и нержавеющей стали 12Х18Н10Т-ИД, установленные на его торцах, прихваченные точечной лазерной сваркой и герметично соединенные со штенгелем, причем компенсационная втулка из сплава 68НХВКТЮ-ВИ установлена в колодке, а на компенсационную втулку из стали 12Х18Н10Т-ИД установлен технологический фланец, которые прихвачены точечной лазерной сваркой и герметично соединены с колодкой и технологическим фланцем, при этом прихватка компенсационного кольца с кожухом и колодкой, откачного штенгеля с двумя компенсационными втулками и компенсационных втулок штенгеля с колодкой и технологическим фланцем выполнена с шагом между точками в диапазоне 6-8 мм, а герметичное соединение компенсационного кольца с кожухом и колодкой, откачного штенгеля с двумя компенсационными втулками и компенсационных втулок штенгеля с колодкой и технологическим фланцем выполнено электронно-лучевой сваркой.
2. Способ изготовления герметичного корпуса высоковакуумного прецизионного прибора, включающий изготовление и обезгаживание входящих деталей и сборочных единиц: кожуха, керамической колодки с одиночными и коаксиальными гермовыводами, откачного штенгеля и технологического фланца с последующей сборкой, сваркой и проверкой на герметичность, отличающийся тем, что при сборке под сварку детали и сборочные единицы центрируют относительно друг друга с равным зазором по стыку и фиксируют стыки механически в 2-х взаимно перпендикулярных направлениях, заземляют центральные стержни коаксиальных гермовыводов и штенгель, прихватывают стыки импульсной лазерной сваркой с шагом s между точками в диапазоне 6-8 мм, сваривают стыки электронно-лучевой сваркой, при этом колодку сваривают с кожухом через компенсационное кольцо, которое изготавливают из сплава 68НХВКТЮ-ВИ, штенгель сваривают с колодкой через компенсационную втулку, которую изготавливают из сплава 68НХВКТЮ-ВИ, а с технологическим фланцем штенгель сваривают через компенсационную втулку, которую изготавливают из стали 12Х18Н10Т-ИД.
3. Способ по п.2, отличающийся тем, что при наличии сквозного дефекта в сварном шве для повторной герметизации определяют место и характер сквозного дефекта и продувают сквозной дефект смесью инертных газов, состоящей из аргона и гелия, под давлением смеси инертных газов в диапазоне 70-700 мм рт.ст. в течение 3-5 с, а затем переустанавливают корпус в сварочную установку и выполняют повторную герметизацию негерметичного сварного шва электронно-лучевой сваркой.
| Способ получения гомогенной полимерной мембраны | 1960 |
|
SU141621A1 |
| Герметичный корпус микросхемы | 1987 |
|
SU1499418A1 |
| Способ изготовления корпусов гибридных интегральных схем | 1989 |
|
SU1700640A1 |
| ГЕРМЕТИЧНЫЙ КОРПУС ДЛЯ ЗАЩИТЫ ЭЛЕКТРОПРИБОРА | 2005 |
|
RU2300178C1 |

