В ряде случаев возникает необходимость проведения пульсирующей контактной сварки с точно заданным числом пульсаций. Такая сварка позволяет получить качественное соединение и значительно повысить стойкость электродов.
Устройство, составляющее предмет настоящего изобретения, предназначается для управления сварочным током при пульсирующей контактной сварке на машинах с игнитронным прерывателем для шовной сварки и имеет для этого счетную схему, связанную с триггерной схемой прерывателя.
В соответствии с изобретением, указанная счетная схема выполняется на тиратронах с холодным катодом, а для связи с прерывателем применяется поляризованное реле. Этим обеспечивается повышепная надежность работы устройства и создаются условия для визуального контроля.
Повышение качества сварки в предлагаемом устройстве достигается применением тетрода для модуляции импульсов сварочного тока. Катодная цепь этого тетрода связана с катодной цепью лампы прерывателя, которая формирует управляющие импульсы, а сеточная цепь связана с конденсатором, включенны.м через разделительный полупроводниковый диод.
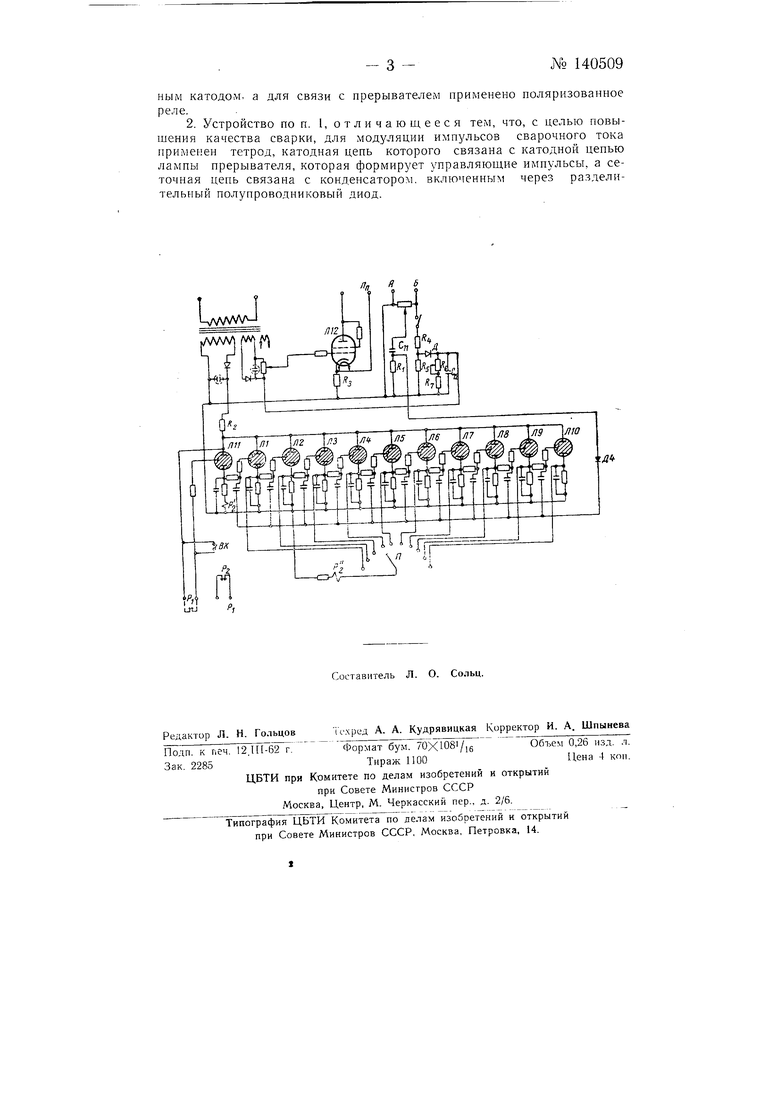
На чертеже представлена принципиальная схема предлагаемого устройства.
Основным элементом этого устройства является счетная схема, выполненная на тиратронах Ль 2, ...Лю с холодным катодом. В начальный момент горит подготовительная лампа Л и, так как ее управляющий электрод замкнут на анод через нормально замкнутые кон№ 140509- - 2 такты реле Pi шовного прерывателя. В катодную цепь лампы Лц включена обмотка Pz поляризованного реле, контакты которого включены в триггерную схему прерывателя последовательно с контактами реле PI. При горении лампы Л ц контакты реле PZ нормально замкнуты. После подачи команды срабатывает реле Р и одновременно с запуском прерывателя подготавливает счетную схему к работе. По прошествии первого сварочного импульса на зажимах Л-Б появляется напряжение. На конденсаторы Ci-Сш подается в виде тактового импульса напряжение с зажимов А-Б, продифференцированное цепочкой Сц-RI. Это приводит к зажиганию лампы Л, ранее подготовленной горением лампы Ли, которая гаснет за счет общего анодного сопротивления Загем по прошествии второго импульса зажигается лампа Л, а лампа Л- гаснет и т. д., до тех пор пока не пройдет установленное переключателем Я требуемое количество пульсаций. При этом иа вторую обмотку Р поляризованного реле подается напряжение, оно срабатывает и разрывает цепь лампы прерывателя. Прохождение сварочного тока не прекращается до тех пор, пока не будет снята команда. Таким образом, по горящей лампе можно установить прошедщее количество импульсов сварочного тока, т. е. одновременно осуществлять контроль над работой машины. При снятии команды и отпускании реле Р загорается лампа Лц (сброс счета), чем вновь подготовляется схема и прерыватель к работе. Замыканием выключателя ВК прерыватель переводится на работу в нормальном режиме.
Для плавного нарастания фронта сварочного импульса используется тетрод На его катодное сопротивление включен катод лампы Лп прерывателя, формирующей управляющие импульсы. При этом катод лампы Лп отсоединяется от зажима А схемы прерывателя. В зависимости от падения напряжения на сопротивлении Ri на лампу Лп прерывателя подается смещение, которое приводит к фазовому сдвигу управляющих и.мпульсов и тем самым уменьшает или увеличивает эффективное значение сварочного тока. В момент паузы конденсатор Ci2 заряжается с делителя напряжения . Это напряжение подается на сетку тетрода Л, что приводит к его отпиранию и установке соответствующего начального угла отсечки в горении игнитронов. В момент начала сварочного импульса конденсатор Cij разряжается па сопротивления R и , постепенно снимая смещение с лампы Л„ прерывателя, что приводит к плавному нарастанию тока. Германиевый диод Д установлен из следующих соображений. Время заряда конденсатора должно быть минил-гальным, так как пауза между импульсами может достигать одного периода (0,92 сек). В то же время разряд его должен быть более продолжительным. Такое сочетание требований получается только при установке промежуточного разделительного диода Д. Сопротивление R выполнено переменным д.ля 5егулировки угла наклона нарастания тока.
Предмет изобретения
1. Устройство для управления сварочным током при пульсирующей контактной сварке на машинах с игнитронным прерывателем для шовной сварки, содержащее счетную схему, связанную с триггерной схемой прерывателя, отличающееся тем, что, с целью по-выщения надежности работы устройства и создания условий для визулльного контроля, счетная схек(а выполнена на тиратронах с холодньш катодом, а для связи с прерывателем применено поляризованное
;;-а °--™- --- -Уь 1-°
а шы „р/ры те/я Г °™Р°™ « ОДИОЙ цепью точна SeS сЕ,я,а„я Управляющие и.шульсы. а се.е.ь„ „,;, ™-;„,7лг;°°