Предлагаемое изобретение относится к регуляторам времени протекания сварочного тока в машинах для контактной сварки, имеющим две счетные линейки на холодных тиратронах, запускающее устройство и реле для сбрасывания счета.
Новизна предлагаемого регулятора заключается в применении в запускающем устройстве полупроводникового триода, управляемого от индукционного датчика, который расположен непосредственно в сварочном контуре. Кроме того, реле для автоматического сбрасывания счета включено через контакты клапана давления на электродах.
Такое выполнение регулятора позволяет повысить точность регулирования.
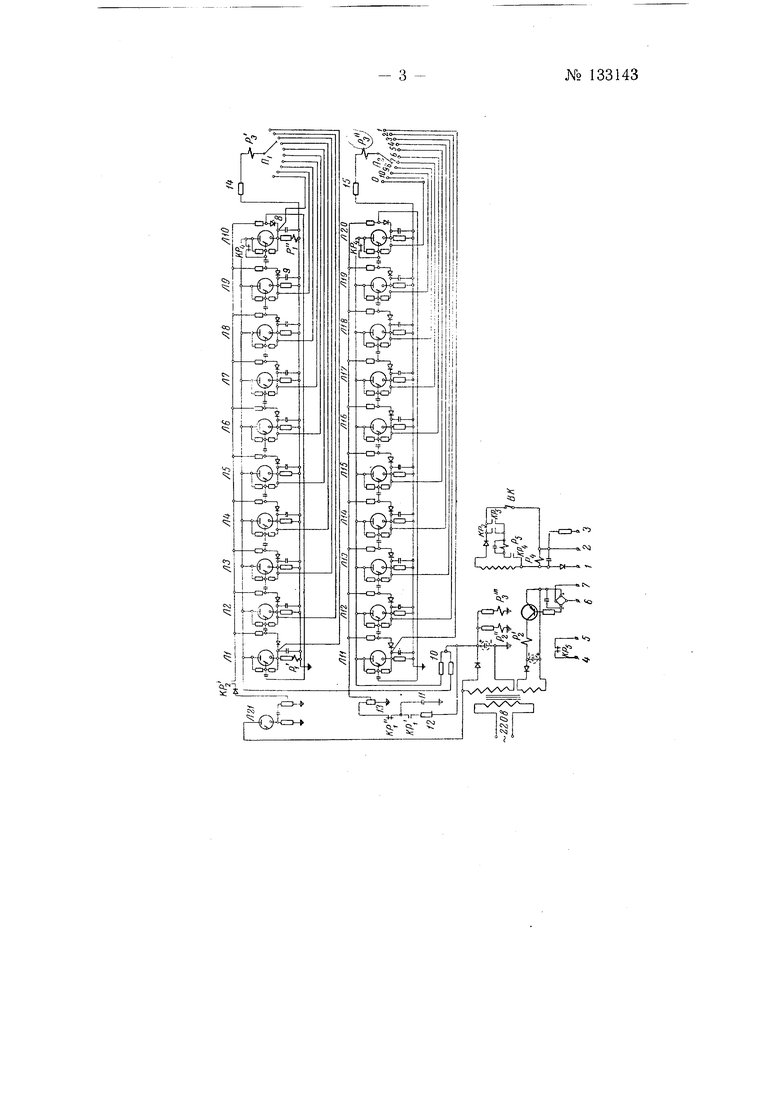
На чертеже изображена принципиальная схема регулятора.
Диапазон регулирования предлагаемого регулятора составляет от 1 до 99 периодов технической частоты 50 гц. В регуляторе имеются две счетные линейки единиц и десятков, собранные на 21 холодных тиратронах типа «МТХ-90, обозначенных на чертеже пуске регулятора горят лампы Лго и Лю, так как их управляющие электроды через нормально замкнутые контакты К.Р включены на анодное питаниеРегулятор может работать в автоматическом и неавтоматическом режимах. В первом случае на зажимы 1 к 2 или / и 5 подается напряжение с клапана, включающего давление, во втором случае на указанные зажимы напряжение не подается. При автоматическом режиме выключатель В/С разомкнут. При своем срабатывании реле Р подготовляет к работе счетные линейки и цепь питания реле PS. Нормально замкнутые контакты через зажимы 4 vi 5 включены последовательно с обмоткой Реле, управляющего сварочным током. Щуп регулятора, представляющий собой небольшую катушку, помещен в магнитном поле машины. На зажимы б и 7 со щупа может быть подано напряжение любой формы
№ 133143- 2 -не менее /в; при этом срабатывает реле Ра и включает генератор тактовых имнульсов на счетную линейку единиц- При первом тактовом импульсе загорается лампа Л, так как выпрямитель 8 заперт вследствие падения напряжения на сопротивлении 9 и импульс поступает на управляющий электрод лампы Ль В остальных ячейках импульс шунтируется на землю через открытые вентили и конденсаторы в катодных цепях. Лампа Лю гаснет вследствие падения напряжения на сопротивлении 10. При загорании лампы Л срабатывает реле и включает конденсатор // на заряд через сопротивление 12.
Затем лампа Л гаснет, а лампа Лу зажигается. Этот процесс продолжается по кольцу, пока не снимется тактовый импульс. При зажигании лампы Лю срабатывает вторая обмотка реле Р}, а конденсатор 11 разряжается через сопротивление 13, образуя тактовый импульс с частотой 5 гц. Счетная линейка десятков делает шаг через одну ячейку и зажигается лампа Ли, а лампа гаснет. Работа этой линейки протекает аналогично предыдущему.
Предлагаемый регулятор времени протекания сварочного тока позволяет одновременно производить контроль времени сварки- Если регулятор работает только как измеритель времени (зажимы 4 и 5 не соединены с машиной), то по окончании прохождения сварочного тока контакты КРу. размыкаются, тактовые импульсы не поступают и по горящим лампочкам можно судить о времени сварки. Когда дается команда на подъем электрода и напряжение на клапане становится равным нулю, контакты /СР4 размыкаются и счет сбрасывается.
Если же регулятором пользуются для регулирования времени и, на переключателях /7i и Пч набрано соответствующее время, то при одновременном горении соответственных лампочек срабатывает реле РЗ. имеющее три обмотки РЗ, РЗ и РЗ. Обмотка РЗ оттягивает якорь реле, а две другие притягивают его. Сопротивления 14 н 15 выбираются такими, чтобы противодействовать обмотке могли две другие обмотки этого реле (Рз и РЗ) только одновременно. После срабатывания реле РЗ срабатывает реле PS. Последнее самоблокируется и разрывает цепь питания реле, управляющего сварочным током. Протекание тока заканчивается. По окончании сварки электрод поднимается вверх, действие реле P/i прекращается и счет сбрасывается- Затем прекращается действие реле РБ и РЗ и схема возвращается в исходное состояние.
При неавтоматической работе регулятора, т. е. когда на зажимы 1, 2 и 5 не подано внешнее напряжение, выключатель ВК. служит для подготовки схемы и последующего сброса. В этом режиме во избежание ощибок необходимо сбрасывать счет вручную.
Предмет изобретен.и я
Регулятор времени протекания сварочного тока в машинах для контактной сварки, содержащий счетные линейки на холоднь1х тиратронах, запускающее устройство и релейное устройство для сбрасывания , отличающийся тем, что, с целью повышения точности регулирования, запускаюшее устройство содержит полупроводниковый триод, управляемый от индукционного датчика, расположенного непосредственно в сварочном контуре, а реле сбрасывания счета включено через контакты клапана давления на электродах.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления сварочным током при пульсирующей контактной сварке | 1960 |
|
SU140509A1 |
| Прибор для отсчета импульсов сварочного тока | 1958 |
|
SU119635A1 |
| Устройство для стабилизации тока при контактной сварке | 1958 |
|
SU117938A1 |
| Программный регулятор для управления циклической работой станков | 1961 |
|
SU145809A1 |
| Устройство для управления газоразрядными вентилями преобразователя трехфазного тока в чередующиеся по направлению импульсы электрического тока | 1955 |
|
SU104668A1 |
| Устройство для контроля режима электрической сварки | 1938 |
|
SU55759A1 |
| Устройство для автоматической дуговой сварки | 1941 |
|
SU62076A1 |
| Электронный регулятор времени | 1959 |
|
SU132349A1 |
| Универсальный игнитронный прерыватель | 1950 |
|
SU94552A1 |
| УСТРОЙСТВО для КОНТРОЛЯ РАБОТЫ | 1965 |
|
SU175157A1 |