Известно устройство для сварки, содержащее сварочную головку, силовой источник питания, стабилизатор напряжения дуги и схему управления с путевым выключателем для ограничения величины проплавления, установленным на неподвижном основании на пути вертикального перемещения сварочной головки. Режим работы в таких устройствах выбирается заранее и не зависит от состояния металла сварочной ванны.
Предложенное устройство предназначено для импульсной сварки и отличается от известного тем, что в схему управления введен симметричный триггер, управляемый по первому входу от реле, подключенного к выходу блока сравнения, а по второму - от путевого выключателя, при этом второй вход триггера через катодный повторитель соединен с блоком регулирования тока, электрически связанным с блоком управления прерывателем. Такое выполнение устройства позволяет повысить качество сварки за счет согласования режима сварки с состоянием металла сварочной ванны при питании силового источника от сети через управляемый бесконтактный прерыватель.
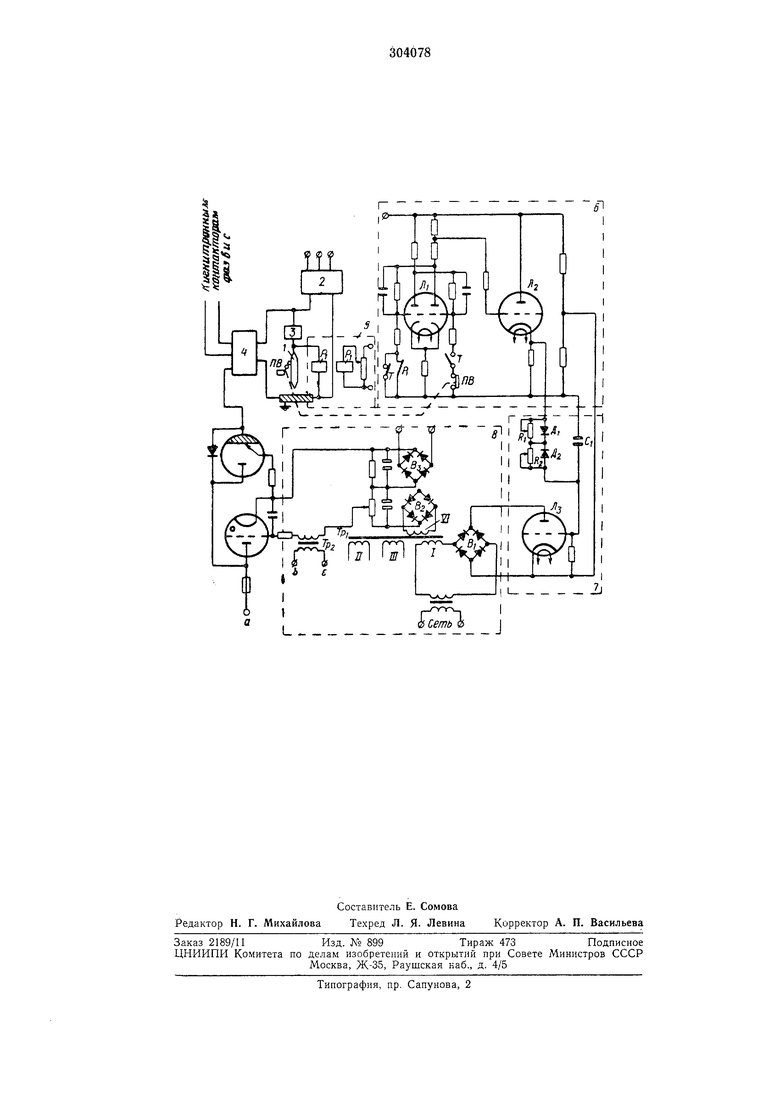
На чертеже представлена схема предлагаемого устройства.
источника 4 рабочей дуги, блока 5 сравнения, симметричного триггера с катодным повторителем 6, блока 7 регулирования скорости нарастания и убывания тока, блока 8 управ.аеНИН игнитронными контакторами и игнитронного контактора (на чертеже изображена только одна фаза трехфазного контактора).
Запуск прерывателя производится В1с.1ючением выключателя Т. При этом в триггере
открывается левая половина лампы Л, а правая, закрываясь, подает через катодный повторитель--лампу Л положительный сигнал на сетку лампы Лу, блока 7. Последняя является переменным сопротивлением, включенным через выпря.мительный мост Б в цепь первичной обмотки управляющего трансформатора Тр блока 8. При подаче сигнала ее сопротивление падает, и на вторичных обмотках //, /// и IV трансформатора Tpi напряжение растет. Оно выпрямляется выпрямителем 2 и вычитается из запирающего напряжения выпрямителя Вз. Теперь уровень поджигающего напряжения с трансформатора Тр2, сдвинутого относительно
анодного напряжения тиратрона на 90°, становится достаточным для поджигания тиратрона игнитронного контактора, причем угол горения от 0° до установленного значения меняется плавно со скоростью, определяемой
CiDiDoRiRz- С ростом угла горения игнитронов в каждой из трех фаз прерывателя растет сварочный ток, и электрод по мере проплавления опускается вглубь ванны. Когда погружение достигает величины, соответствующей заданной глубине проплавления, нажимается путевой выключатель ПВ, триггер перебрасывается в другую сторону, и весь процесс происходит в обратном нап-равлении. При этом угол горения тиратронных контакторов уменьшается до 0°, и ток от рабочего источника исчезает. Продолжает гореть лишь дежурная дуга. При этом напряжение на дуговом промежутке постепенно возрастает вследствие изменения состояния газового и плазменного шнура дуги.
Время его нарастания в известной степени определяется температурой поверхности сварочной ванны. Величина напряжения контролируется двухобмоточным поляризованным реле PI блока 5 сравнения, в одну из обмоток которого подается задаюш,ее напряжение сравнения, а другая включена на напряжение дугового промежутка. Реле PI служит измерителем напряжения, нуль-органом и унравляющим элементом.
Блок 5 сравнения не участвует в стабилизации напряжения сварочной или дежурной дуги, эту роль выполняет отдельная система, не указанная на схеме.
При увеличении напряжения на дуговом промелчутке до установленной величины реле PI срабатывает и размыкает свой контакт в цепи запуска триггера. При этом пауза кончается, и начинается новый импульс.
Таким образом, благодаря наличию реле Pi и выключателя ПВ в цепях управления прерывателем длительности импульсов и пауз определяются глубиной проплавления и температурой поверхности сварочной ванны и автоматически корректируются при изменении внешних условий. Это позволяет повысить качество сварных соединений.
Предмет изобретения
Устройство для сварки, содержаш,ее сварочную головку, силовой источник питания, стабилизатор иапряжения на дуге и схему управления с путевым выключателем, установленным на неподвижном основании на пути вертикального перемеш ения сварочной головки для ограничения глубины проплавления, отличающееся тем, что, с целью повышения качества сварного соединения при импульсной
сварке с использованием симметричного триггер а путем согласования длительности импульса и паузы с состоянием металла сварочной ванны при питании силового источника от сети через управляемый бесконтактный прерыватель, в схему управления введен блок сравнения действительиого напрял ения на дуге с заданным зпачением, величина которого больше напряжения сварочной дуги и меньше величины установившегося значения напряжения дежурной дуги, при этом выход блока сравнения электрически связан с одним из входов симметричного триггера, второй вход которого связан с путевым выключателем, а выход через катодный повторитель соединен с блоком регулирования тока, электрически соединенным с блоком управления прерывателем.