Способы обработки объемных поверхностей со снятием стружки, применяемые для изготовления и восстановления фасонных инструментов из графитированного материала при абразивной и злектроэрозионной обработке штампов, прессформ и других изделий сложной формы, известны. Однако обработка объемных поверхностей производится в основном вручную и является малопроизводительной.
По предлагаемому способу обработку производят при движении всех точек поверхности изделия относительно снабженной режущей насечкой поверхности инструмента, рабочую форму которого выбирают в зависимости от траектории движения. Благодаря этому получают изделия с объемным профилем такой же формы, как после штамповки или чеканки.
Для осуществления предлагаемого способа применяется фасонный многолезвийный инструмент с распределенными по его поверхности режущими элементами. Рабочую поверхность инструмента шаржируют абразивом либо снабжают насечкой типа напильника, либо, при электроэрозионной обработке, инструмент используют в качестве одного из электродов.
По предлагаемому способу для резания и формообразования используется непрямолинейное поступательное движение, при котором все точки инструмента или изделия движутся с одинаковой скоростью по одинаковым параллельно расположенным траекториям.
Кинематической особенностью способа копирования, позволяющего получить заданный профиль, является отсутствие вращательного движения инструмента относительно изделия, что обеспечивается шарнирным механизмом ограничителя поворота, выполненным в виде двойного параллелограмма.
Резание при обработке поверхностей, не совпадающих с плоскостями движения, происходит поочередно всеми элементами инструмента в моменты их соприкосновения с изделием.
По предлагаемому способу копирования наряду с круговым поступательным движением используются и другие виды движения, при которых траектории движущихся точек очерчивают различные фигуры. Получение движения с различными траекториями осуществляется с помощью кулачковых механизмов.
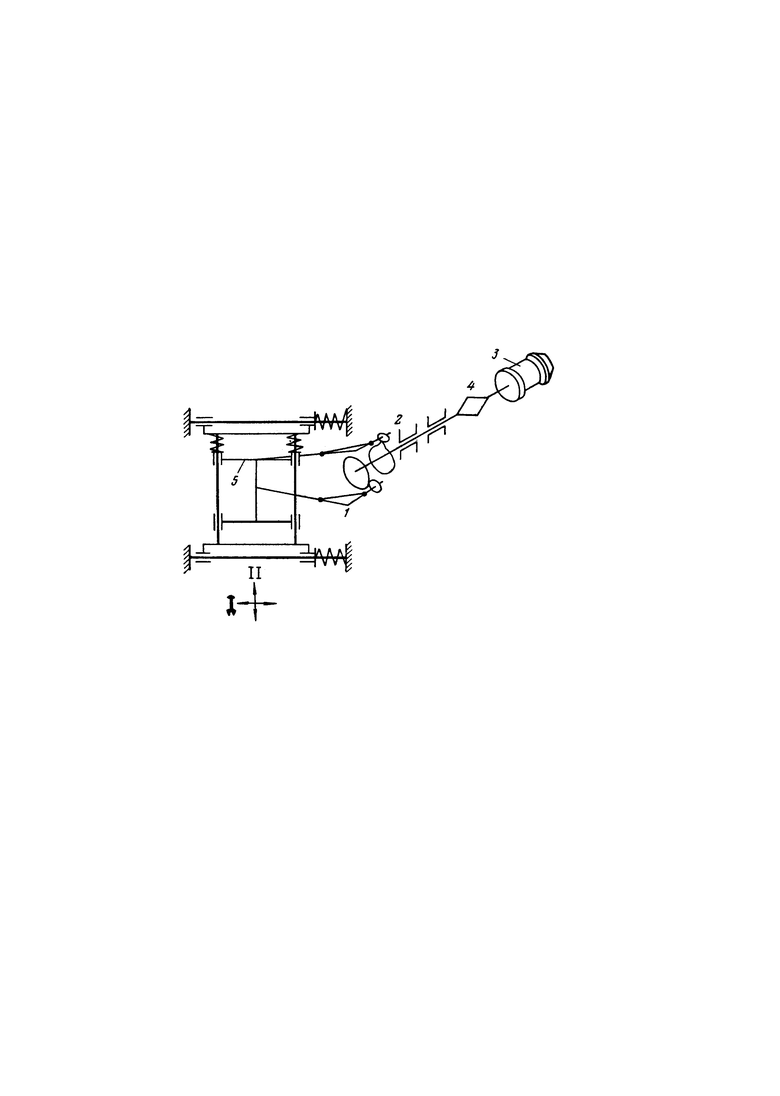
На чертеже изображена кинематическая схема установки для получения поступательного движения с различными траекториями.
Кулачки 1 и 2, приводимые в движение от двигателя 3 через коробку скоростей 4, определяют движение во взаимно-перпендикулярных направлениях, результирующее суммарное движение в зависимости от профиля кулачков может происходить по любому закону. Планшайба 5 инструмента при этом не должна поворачиваться.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШЛИФОВАНИЯ И ПОЛИРОВАНИЯ ОТВЕРСТИЙ | 2002 |
|
RU2237567C2 |
| Станок для нарезания зубьев напильников и надфилей | 1951 |
|
SU95123A1 |
| СПОСОБ ШЛИФОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2010 |
|
RU2432239C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙ ВЫСОКОСКОРОСТНЫМ ФРЕЗЕРОВАНИЕМ | 2012 |
|
RU2544710C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТОДОВ ДЛЯ УСТАНОВОК МАГНЕТРОННОГО РАСПЫЛЕНИЯ ИЗ ТУГОПЛАВКИХ МЕТАЛЛОВ | 2021 |
|
RU2763719C1 |
| Способ изготовления круглых напильников | 1969 |
|
SU319416A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННОГО РЕЗЦА | 2012 |
|
RU2491156C1 |
| СПОСОБ ВЫСОКОТОЧНОЙ СВОБОДНООБКАТНОЙ ОБРАБОТКИ СФЕРИЧЕСКОЙ ПОВЕРХНОСТИ | 2004 |
|
RU2311991C2 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |
| СПОСОБ ФОРМИРОВАНИЯ ЭЛЕКТРОМАГНИТНОГО ИЗЛУЧЕНИЯ ДЕФОРМИРУЕМОГО ТВЕРДОГО ТЕЛА, НАПРИМЕР, ИЗ КОНСТРУКЦИОННОГО МАТЕРИАЛА | 2011 |
|
RU2472131C1 |
1. Способ обработки объемных поверхностей со снятием стружки, отличающийся тем, что, с целью повышения производительности, обработку производят при движении всех точек поверхности изделия относительно поверхности инструмента, форму которого выбирают в зависимости от траектории этого движения.
2. Способ по п. 1, отличающийся тем, что рабочую поверхность инструмента шаржируют абразивом либо снабжают насечкой типа напильника, либо, при электроэрозионной обработке, инструмент используют в качестве одного из электродов.
