Изобретение относится к станкам для нарезания зубьев напильников и надфилей профильными дисковыми режущими инструментами методом обкатки.
Известны стайки ДоТя получения режущей поверхности напильников и надфилей тем же методом.
В известном станке заготовки закрепляют колгплектами в радиальном направлении на круглом етоле, которому сообщают вращение, а нрофильным дисковым режущи:, инструментам оообндают вращение, переменгение в радиальном направлетн- и относительно стола и возврат о-по упательное движение в перпендик -лярном направлении к плоскости стола.
Недостатком этого станка является то, что смбну изделий на заготовки производят после обработки всех заготовок, расположенных на столе. При закреплении новой партии заготовок станок не работает, увеличивая таким образом, вспог-тога ельное время обработки.
Предложенный станок отличается ст известного станка тем, что столу с зя.готовками напильников и надгЬилей. расположенными на нем комплектами, coo6m.aiOT поступательное движение, в то время как суппорту, несущему вращающиеся режуп ие инструменты, сообпдают посредством кулиспого механ1зма возвратно-поступательное движение.
При нарезании плоскпх поверх11о:гей напильников и надЛитей на описываем :, станке производят смеку готовых изделий иа заготовки во зремя работы станка, т еличивагт тем самым маилиикое время обработки.
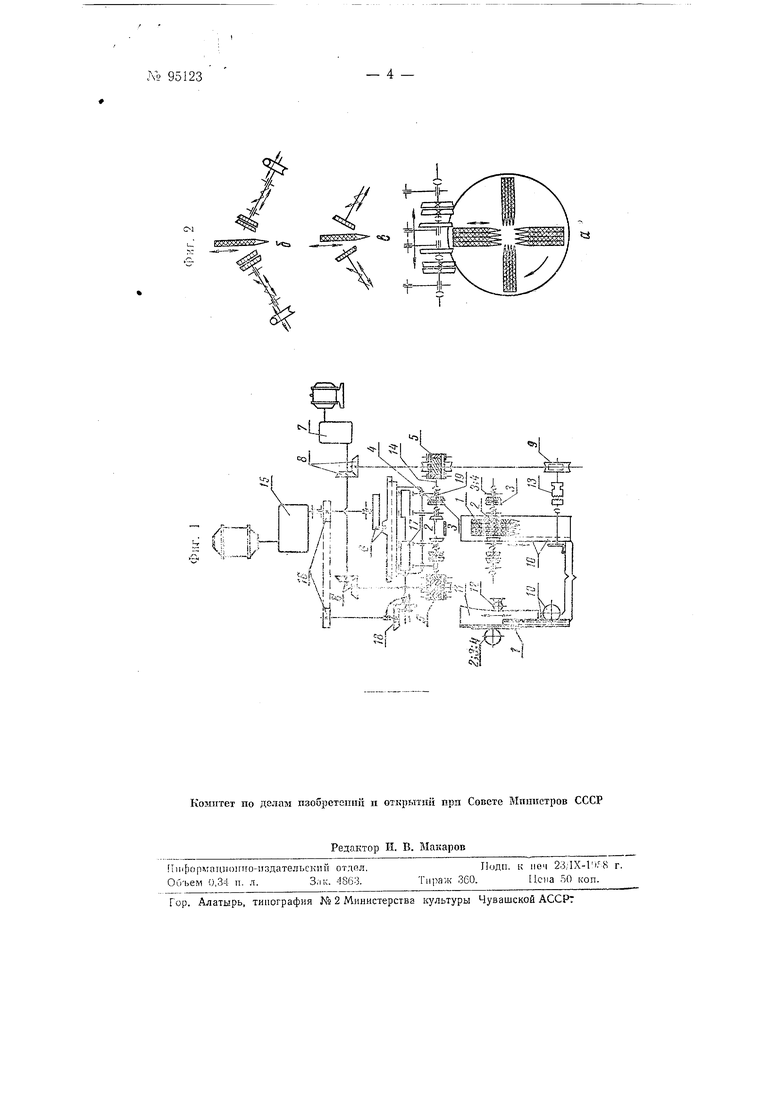
На фиг. 1 лана кинематическая схема станка; на (. 2-сх°мы нарезания напильников и налфтлей: на крчглом поворотном станка (а, группами нрямозубых профильных дисковых режмцих инструментов (б) к одной парой прямозубых профильных дисковых режуниьх инструментов (в).
Нарезание комплекта напильников / (фиг. I), движущихся поступательно, производится двумя грунпами дисковых режущих инструментов 2, 3 и 4, которые, .вращаясь от червячных пар 5 и копира, расположенного в червячном колесе пары, одновременно Совершают возвратно-постуиательное движение посредством кулисного механизма 6, С целью упрощения изготовления необходимого профиля режущих зубьев профильных дисковых режущих инструментов, шаг зубьев их по окружности выполняется в два раза большим шага насечки зубьев напильников или надфилей; при этом профильные дисковые режущие инструменты смещены один относительно другого на половину своего шага зубьев по окружности. Каждая группа дпсковь: режущих инструментов состоит из нескольких инструментов: один служит для чиетовой обработки заготовок напильников и надфилей; другие-один или два (в зависимости от шага зубьев профильных дисковых релсущих инструментов)--нроизводят нарезание рабочей поверхности напильников или надфилей. Поступательное движение напильников или надфилей 1 (фиг. 1) обеспечивается от электродвигате.ля через коробку подач 7, коническую пару 5, червячную пару 9 и шестерню с зубчатой рейкой 0. В связи с тем, что напильники или надфили в продольном направлении имеют переменное сечение, столу сообщается движение в перпендикулярном направлении к его плоскости посредством копира //с роликом 12. Копир // имеет форму и размеры готовых напильников или надфилей. Копир совеошает такие же движения, то -и иа11езйемье напильникн или надфили.. Кулачковая муфта 13 позволяет отсоеди 1ять стол с напильниками и.гш надфитямИ, что дает возможность перемещать стол пручкгю в исходное положение. Вращение дисковых рсжунщх инструментов 2, 3 II 4 осунгествляется от электродвигател робку подач 7, конические пары 8 и червячные пары 5. Для получения наклонной насечки напильников и надфилей инструментам необходимо сообщить дополнительное враиштельное движение. Дополнительное вращательное движение дисковые режущие инструл енты получают от копиров, встроенных в червячные колеса червячных пар 5. Копиры работают по принципу винта и гайки. Внутренняя пюверхноеть етупицы червячного колеса имеет винтовой паз с большим углом подъема, а шпиндель 14, каждого комплекта инструментов, на Своем р:онце имеет шлюнку соответствуощего винтового шага. При перемещении суппорта с инструмеитами (это перемеихение о-беспечивается кулисньм механизмом 6 перемснгается шпинде.гь 14 с закрепленной на нем шпонкой, которая перемещается по винтовому пазу ступицы червячного колеса, сообпхая при этом ннетрументам дополнительное врандательное движение. Возвратно-поступательиое движение кулисного механизма 6 обеспечивается от электродвигателя через коробку скоростей 15 и шестерни 16. Для ввода и вывода режущих инструментов из соприкосновения с обрабатываемой поверхностью соответственно во время рабочего и холостого Х010В суппорт снабжен кулачками /7, получаюитими враИ1,ение от пестерен 16 и конической пары 18. Возвратно-поступательное дви}кен«е кулачков обеспечивается кулисным механизмом 6. Каждый кулачок соединен тягой с оправкой /9 соответствуюн1.ей дисковых режущих инструментов, причем оправка /9 каждой группы инструментов соединена шчрнирно со ишинделем 14. это обеспечивает поочередное еопри|основе1- 1те каждой групьы инструментов с обрабатываемой поверхно.тью при иепрорь вно л вращении 1-тнструмептов. При каждом хол.е почзуна олин из кхлачков вводит в С прнкосновение грдппу )ументов с заготовками, а другой кулачок в это время выводит другую группу инструментов .из соприкосновения с заготовками. Станок снабжен круглым периолически поворачивающимся столом (фиг. 2, а}. По окончании проттеоса нарезания комплекта напильников или надфилей стол повертывают, подводя следующий комплект заготовок к профильным дисковым режущкм инструментам.
В то время, как производится обработка вновь подведенного комплекта заготовок, комплект готовых изделий заменя от на заготовки. Таким образом, замена изделий на заготовки на круглом столе производится в процессе работы станка.
В случае нарсзаиия напильников или надфилей прямозубыми профильными дисковыми режущимИ инструмеитами (фиг. 2, б), оси последн.их располагаются под углами направления насечки напильников или надфилей.
При совпадении niara насечки напильников ИЛИ надфилей с шагом зубьев профильных дисковых режу1ЛИХ инструментов (фиг. 2,8), нарезание рабочей поверхпости напильникоз или надфилей производится одной парой инструментов.
Предмет изобретения
1. Станок для нярезлния зубьев напильников и н- тФилей обкаткой по излелию группами профильных дисковых режупг.их тп-ютрументов с прим :11сние гсворотного стола для располоя-ения на пем изделий, со Еерпяюшего в пр;:иессс- заботы пост пателыюе лг-акенпе в перпендикуярном к его плоскости направлении в соответствии с продольным профилем заготовок, отличающийся тем, 1ТТО для возможности с.гены в процессе работы готовых комплектов излелтй новыми комгле та1 ги заготовок, стол выполнен совРП иаюп,и| возвратио-госту пательное движение вдоль обрабатыва мьтх заготовок, а режуптие инструменты смонтнровяны в две соогно расположенные одна против другой группы и выполнены одновременно вращающимися вокруг их общей оси и соверщающими возвратно-поступательное движение в поперечном, относительно заготовок, направлении.
2.Форма выполнения станка по и. 1, о т л и ч а 10 щ а я с я тем, что, с целью сообщения вращательного движения инструментам, применены червячные пары и, встроенные в червячные колеса копиры, при этом червячная пара получает вращение от системы подач, а копир получает
вращение от системы, сообщающей возвратно-поступательное движение режущим инструментам.
3.Форма выполнения станка по п. 2, о т л и.ч а ю щ а я с я тем, что копиры, встроенные в червячные колеса, выполнены в виде винта, взаимодействующего с нарезкой на внутренней поверхности ступицы червячного колеса.
4.Форма выполнения станка по пп. 1 и 2, Отличающаяся тем, что, с целью сообщения возвратнопоступательного движения инструменту, суппорт, несущий инструменты, выполнен соверщаюншм возвратно-поступательпоепосредством кулисного механизма.
5.Форма выполнения ст.анка по пп. 1 и 4, о т л и ч а ю HI а я с я тем, что, с. целью ввода и вывода инстпумептоз из соприкосновения с обрабатываемой поверхностью соответственно во время рабочего и холостого ходов, суппорт снабжен кулачками, взаимодействующими с оправ .амн инструментов.
6.Станок по гтп. -5. отличающийся тем, что, с целью обеспечения смены готовых изделий на заготовки во время нареза1И п напильников и надфилей, стол выполнен перИоднчегки поворотным, а заготовки расположены на нем 1-пмплсктами.
«.i
«З