1C
00
Изобретение относится к сварочному производству и может быть использовано для автоматического контроля процесса контактной сварки.
Цель изобретения - повышение надеж- ости работы сварочной машины.
На фиг. 1 представлена структурная схе- ла устройства; на фиг. 2 - схема блока уп- авления вентилями; на фиг. 3 - схема формирователя задержки сигнала управления; а фиг. 4 - схема задаюш,его блока; на фиг. 5 - схема блока индикации; на фиг. 6- - временные диаграммы, поясняющие ра- оту устройства.
Устройство (фиг. 1) содержит встречно- |}1араллельно включенные управляемые вен- или 1, служащие для коммутации сва- очного тока, датчики 2 и 3 сварочного тока, выполненные в виде укрепленных на магнитных концентраторах герконов и соеди- (енные с входами формирователей 4 и 5
10
15
держки сигнала управления, а выход - с блоком 20 коммутации вентилей, в качестве которого может быть использован, например, серийно выпускаемый блок.
Формирователь 7 задержки сигнала управления (фиг. 3) содержит последовательно соединенные элементы 21 задержки и формирователь 22 импульсов, выход которого соединен с третьим входом элемента И 8 и с дополнительным входом блока 6 управления вентилями, выход которого соединен с входом элемента 21 задержки.
Задающий блок 9 (фиг. 4) содержит фа- зосдвигающую цепь, состоящую из катушки 23 индуктивности и резистора 24, величины которых подбираются так, чтобы параметры фазосдвигающей цепи (индуктивность, сопротивление) соответствовали параметрам обмотки сварочного трансформатора в холодном состоянии.
Блок 12 индикации (фиг. 5) содержит
сигнала наличия тока, блок 6 управления 20 триггер 25, счетный вход которого соединен Еентилями, формирователь 7 задержки сиг-с пороговым элементом 11, а вход установки
нуля через дифференцирующий блок 26 -
ь|ала управления, вход которого подключен выходу блока 6 управления вентилями,
рехвходовый элемент И 8, первый вход ijoToporo подключен к прямому выходу форирователя 5 сигнала наличия тока, второй |ход - к инверсному выходу формироваеля 4 сигнала наличия тока, а третий вход - к выходу формирователя 7 задержки сигнала управления, который соединен с дополнительным входом блока 6 управления
нтилями.
25
с выходом блока 6 управления вентилями. Выход триггера 27 может быть подключен, например, к светодиоду.
Устройство работает следующим образом.
В исходном состоянии при включенном напряжении питания к клапану 16 механизма подъема сварочного электрода приложено напряжение Ui (фиг. 7а), клапан включен, сварочный электрод поднят. При нажатии в
Устройство также содержит задающий )лок 9, подключенный параллельно первич- 10Й обмотке сварочного трансформатора, ин- егрирующий блок 10, пороговый элемент-1 1 1 блок 12 индикации. Выход элемента И 8 1ерез последовательно соединенные интегрирующий блок 10 и пороговый элемент 11 свя- с одним входом блока 12 индикации, дру- |ой вход которого соединен с входом фор- 1| ирователя 7 задержки сигнала управления. Датчик 2 сварочного тока установлен в цепи 1(1ервичной обмотки сварочного трансфор1ма- topa, а датчик 3 - в цепи задающего блока 9.
Блок 6 управления вентиляции (фиг. 2) ({одержит ключ 13 управления с замыкаю- 1(цими 14 и размыкающими 15 контактами, Фдни выводы которых объединены и подклю- 1ены к источнику питания, другой вывод раз- :иыкающего контакта 15 ключа 13 управле- 1вия соединен с клапаном 16 механизма Подъема сварочного электрода, с входом фор- . Иирователя 7, задержки сигнала управления 18 с вторым входом блока 12 индикации, а другой вывод замыкающего контакта 14 клю- 1)а 13 управ пения соединен с клапаном 17 | еханизма спуска сварочного электрода и че- {|)ез элемент 18 задержки - с первым вхо- Дом элемента ИЛИ 19, второй вход которого Соединен с вь ходом формирователя 7 за
держки сигнала управления, а выход - с блоком 20 коммутации вентилей, в качестве которого может быть использован, например, серийно выпускаемый блок.
Формирователь 7 задержки сигнала управления (фиг. 3) содержит последовательно соединенные элементы 21 задержки и формирователь 22 импульсов, выход которого соединен с третьим входом элемента И 8 и с дополнительным входом блока 6 управления вентилями, выход которого соединен с входом элемента 21 задержки.
Задающий блок 9 (фиг. 4) содержит фа- зосдвигающую цепь, состоящую из катушки 23 индуктивности и резистора 24, величины которых подбираются так, чтобы параметры фазосдвигающей цепи (индуктивность, сопротивление) соответствовали параметрам обмотки сварочного трансформатора в холодном состоянии.
Блок 12 индикации (фиг. 5) содержит
нуля через дифференцирующий блок 26 -
5
с выходом блока 6 управления вентилями. Выход триггера 27 может быть подключен, например, к светодиоду.
Устройство работает следующим образом.
В исходном состоянии при включенном напряжении питания к клапану 16 механизма подъема сварочного электрода приложено напряжение Ui (фиг. 7а), клапан включен, сварочный электрод поднят. При нажатии в
5
0
0
5
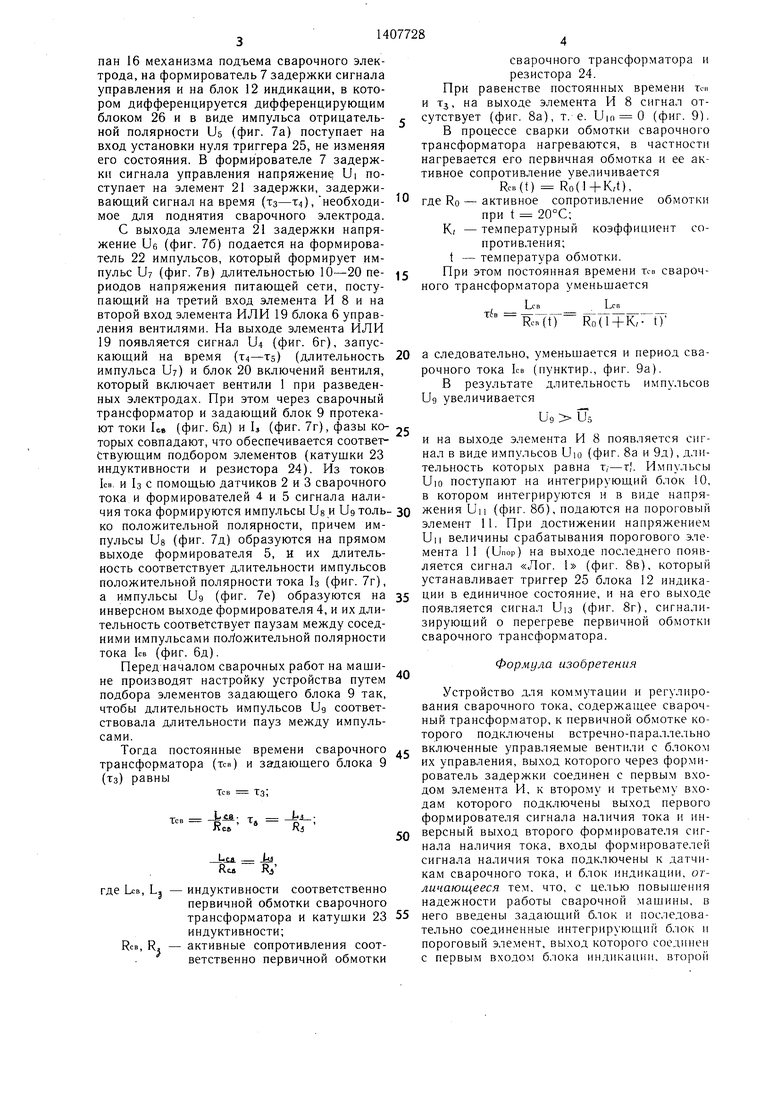
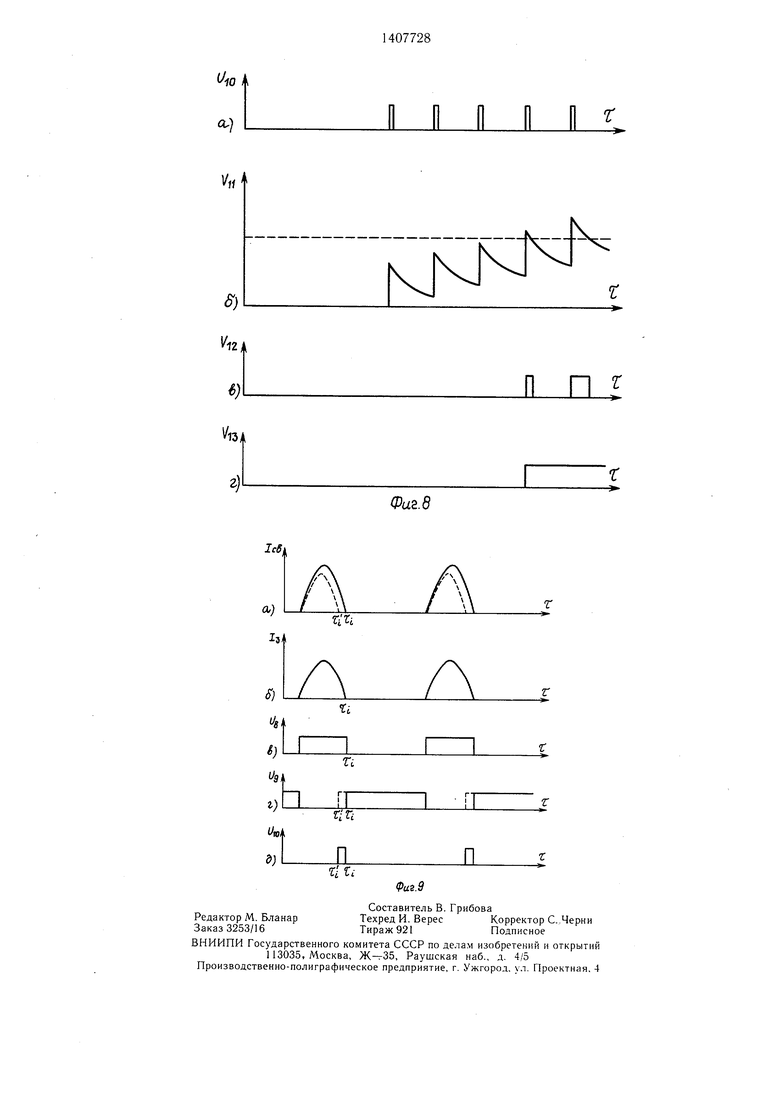
момент времени TI на ключ 13 управления (например, педаль) разомкнется его контакт 14 и замкнется контакт 15. С клапана 16 и блока 12 индикации снимается напряжение Ui (фиг. 6а), а напряжение U2 (фиг. 66) поступает на клапан 17 механизма спуска сварочного электрода и на вход элемента 18 задержки, который задерживает сигнал на время (ti-Tg), необходимое для опускания сварочного электрода, после чего на выходе элемента 18 задержки появляется сигнал Ь з «Лог. 1 (фиг. 6в). Этот сигнал через элемент ИЛИ 19 в виде сигнала U4 (фиг. 6г) поступает на вход блока 20 включения вентилей, в результате чего по цепи протекает сварочный ток 1св. (фиг. 6д) и производиться сварка изделия.
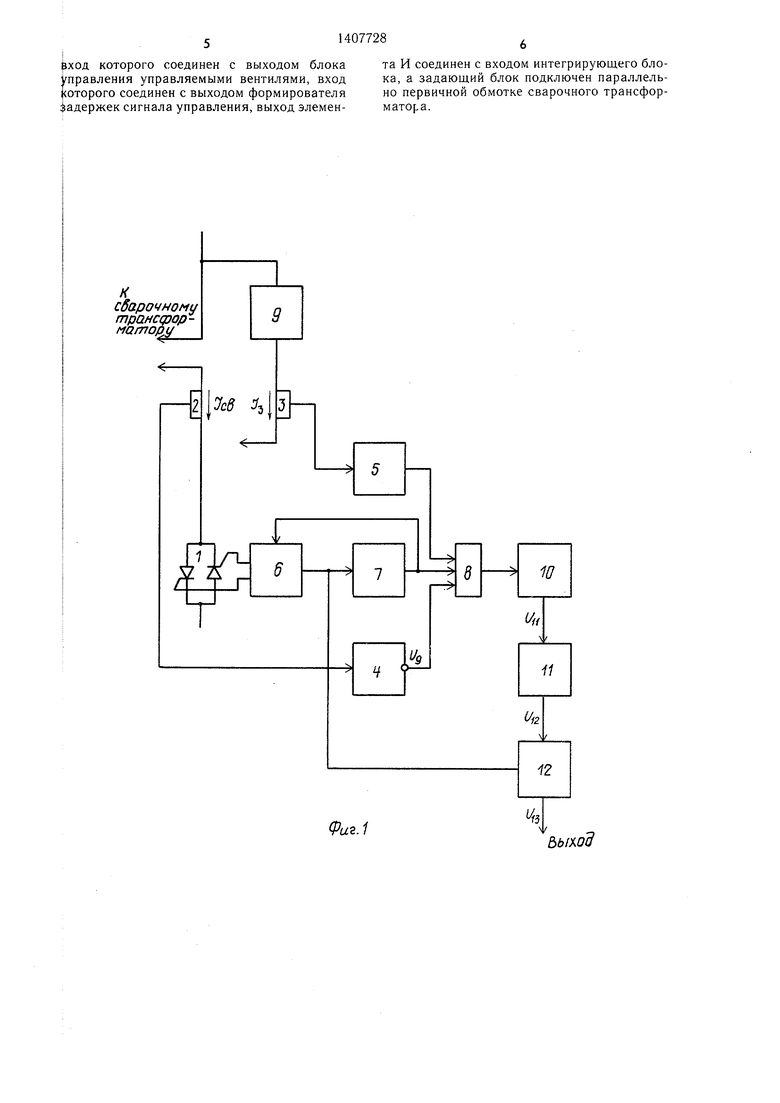
В момент времени TI при снятии напряжения Ui на выходе дифференцирующего блока 26 блока 12 индикации образуется импульс положительной полярности Us (фиг. 7 а), который поступает на вход установки нуля триггера 25, устанавливая его в нулевое состояние. По окончании сварки в момент времени тз ключ 13 управления возвращают в исходное положение, при этом размыкается контакт 15 и замыкается контакт 14, с клапана 17 снимется напряжение Ь а (фиг. 66), а напряжение U| (фиг. 6а) поступает на клапан 16 механизма подъема сварочного электрода, на формирователь 7 задержки сигнала управления и на блок 12 индикации, в котором дифференцируется дифференцирующим блоком 26 и в виде импульса отрицатель- г ной полярности Us (фиг. 7а) поступает на вход установки нуля триггера 25, не изменяя его состояния. В формирователе 7 задержки сигнала управления напряжение Ui поступает на элемент 21 задержки, задерживающий сигнал на время (тз-Т4), необходи- мое для поднятия сварочного электрода. С выхода элемента 21 задержки напряжение Ue (фиг. 76) подается на формирователь 22 импульсов, который формирует импульс и (фиг. 7в) длительностью 10-20 пе- 5 риодов напряжения питающей сети, поступающий на третий вход элемента И 8 и на второй вход элемента ИЛИ 19 блока 6 управления вентилями. На выходе элемента ИЛИ 19 появляется сигнал U4 (фиг. 6г), запускающий на время (т4-тз) (длительность 20 импульса и) и блок 20 включений вентиля, который включает вентили 1 при разведенных электродах. При этом через сварочный трансформатор и задающий блок 9 протекают токи Ice (фиг. 6д) и Ij (фиг. 7г), фазы ко- 25 торых совпадают, что обеспечивается соответствующим подбором элементов (катущки 23 индуктивности и резистора 24). Из токов 1св. и 1з с помощью датчиков 2 и 3 сварочного тока и формирователей 4 и 5 сигнала налисварочного трансформатора и резистора 24.
При равенстве постоянных времени TCI. и Тз, на выходе элемента И 8 сигнал отсутствует (фиг. 8а), т. е. Uin 0 (фиг. 9). В процессе сварки обмотки сварочного трансформатора нагреваются, в частности нагревается его первичная обмотка и ее активное сопротивление увеличивается
RcB(t) Ro(l+K,t),
где Ro - активное сопротивление обмотки
при t 20°С;
К; - температурный коэффициент сопротивления;
t - температура обмотки. При этом постоянная времени тсв сварочного трансформатора уменьщается
LC вLC в
° жч1у
а следовательно, уменьщается и период сварочного тока 1св (пунктир., фиг. 9а).
В результате длительность импульсов Ug увеличивается
Us tTs
и на выходе элемента И 8 появляется сигнал в виде импульсов Uio (фиг. 8а и 9д), длительность которых равна т,--т . Импульсы Uio поступают на интегрирующий блок 10, в котором интегрируются н в виде напрячия тока формируются импульсы Us и идтоль- 30 жения Un (фиг. 86), подаются на пороговый
элемент 11. При достижении напряжением Un величины срабатывания порогового элемента 11 (Unop) на выходе последнего появляется сигнал «Лог. 1 (фиг. 8в), который устанавливает триггер 25 блока 12 индикако положительной полярности, причем импульсы Us (фиг. 7д) образуются на прямом выходе формирователя 5, и их длительность соответствует длительности импульсов положительной полярности тока Ь (фиг. 7г),
элемент 11. При достижении напряжением Un величины срабатывания порогового элемента 11 (Unop) на выходе последнего появляется сигнал «Лог. 1 (фиг. 8в), который устанавливает триггер 25 блока 12 индикаа импульсы Ug (фиг. 7е) образуются на 35 единичное состояние, и на его выходе
40
инверсном выходе формирователя 4, и их длительность соответствует паузам между соседними импульсами пол ожительной полярности тока 1св (фиг. 6д).
Перед началом сварочных работ на мащи- не производят настройку устройства путем подбора элементов задающего блока 9 так, чтобы длительность импульсов Ug соответствовала длительности пауз между импульсами.
Тогда постоянные времени сварочного ,c трансформатора (тсв) и за-дающего блока 9 (тз) равны
Тсв Тз;
появляется сигнал Uia (фиг. 8г), сигнализирующий о перегреве первичной обмотки сварочного трансформатора.
Формула изобретения
Устройство для коммутации и регулирования сварочного тока, содержащее сварочный трансформатор, к первичной обмотке которого подключены встречно-параллельно включенные управляемые вентили с блоком их управления, выход которого через формирователь задержки соединен с первым входом элемента И, к второму и третьему входам которого подключены выход первого формирователя сигнала наличия тока и инверсный выход второго формирователя сигнала наличия тока, входы формирователей сигнала наличия тока подключены к датчикам сварочного тока, и блок индикации, отличающееся тем, что, с целью повышения надежности работь сварочной машины, в
ТС1
- LieRc.K
- 1а Rt Kj
где LCB, Lj - индуктивности соответственно первичной обмотки сварочного
Устройство для коммутации и регулирования сварочного тока, содержащее сварочный трансформатор, к первичной обмотке которого подключены встречно-параллельно включенные управляемые вентили с блоком их управления, выход которого через формирователь задержки соединен с первым входом элемента И, к второму и третьему входам которого подключены выход первого формирователя сигнала наличия тока и инверсный выход второго формирователя сигнала наличия тока, входы формирователей сигнала наличия тока подключены к датчикам сварочного тока, и блок индикации, отличающееся тем, что, с целью повышения надежности работь сварочной машины, в
трансформатора и катущки 23 55 него введены задающий блок и последовасварочного трансформатора и резистора 24.
При равенстве постоянных времени TCI. и Тз, на выходе элемента И 8 сигнал отсутствует (фиг. 8а), т. е. Uin 0 (фиг. 9). В процессе сварки обмотки сварочного трансформатора нагреваются, в частности нагревается его первичная обмотка и ее активное сопротивление увеличивается
RcB(t) Ro(l+K,t),
где Ro - активное сопротивление обмотки
при t 20°С;
К; - температурный коэффициент сопротивления;
t - температура обмотки. При этом постоянная времени тсв сварочного трансформатора уменьщается
LC вLC в
° жч1у
а следовательно, уменьщается и период сварочного тока 1св (пунктир., фиг. 9а).
В результате длительность импульсов Ug увеличивается
Us tTs
и на выходе элемента И 8 появляется сигнал в виде импульсов Uio (фиг. 8а и 9д), длительность которых равна т,--т . Импульсы Uio поступают на интегрирующий блок 10, в котором интегрируются н в виде напря жения Un (фиг. 86), подаются на пороговый
элемент 11. При достижении напряжением Un величины срабатывания порогового элемента 11 (Unop) на выходе последнего появляется сигнал «Лог. 1 (фиг. 8в), который устанавливает триггер 25 блока 12 индика единичное состояние, и на его выходе
появляется сигнал Uia (фиг. 8г), сигнализирующий о перегреве первичной обмотки сварочного трансформатора.
Формула изобретения
Устройство для коммутации и регулирования сварочного тока, содержащее сварочный трансформатор, к первичной обмотке которого подключены встречно-параллельно включенные управляемые вентили с блоком их управления, выход которого через формирователь задержки соединен с первым входом элемента И, к второму и третьему входам которого подключены выход первого формирователя сигнала наличия тока и инверсный выход второго формирователя сигнала наличия тока, входы формирователей сигнала наличия тока подключены к датчикам сварочного тока, и блок индикации, отличающееся тем, что, с целью повышения надежности работь сварочной машины, в
него введены задающий блок и последова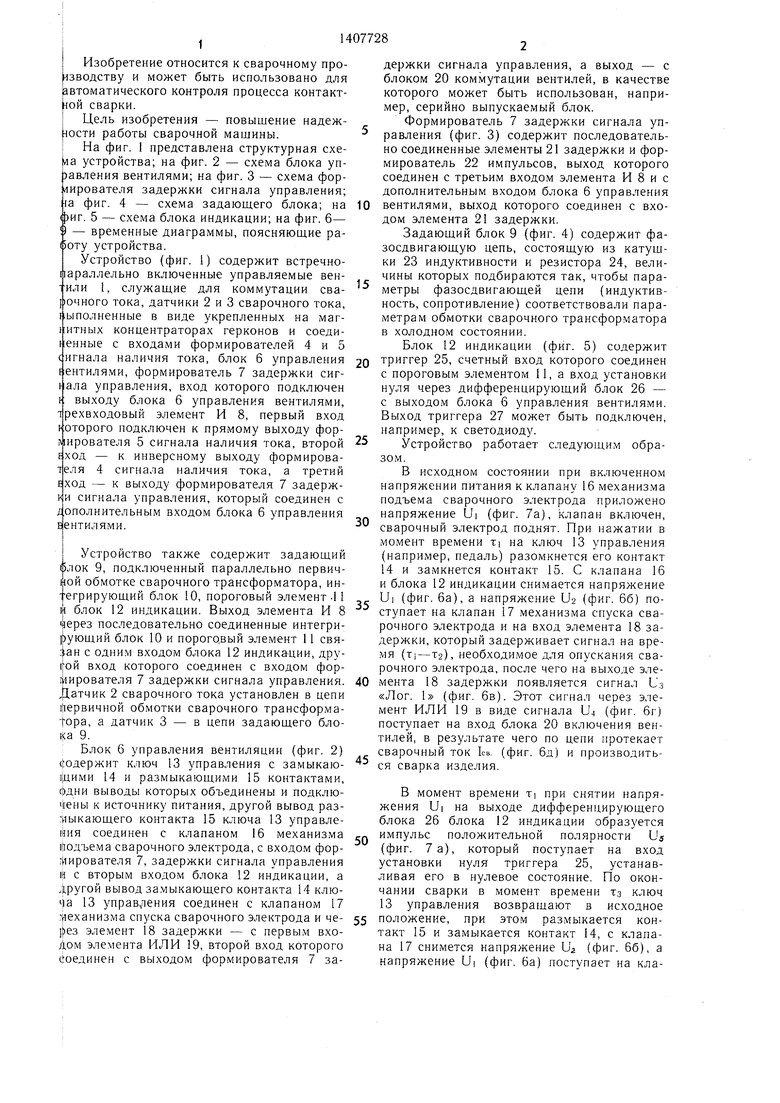
| название | год | авторы | номер документа |
|---|---|---|---|
| Инверторный сварочный источник | 1988 |
|
SU1542722A1 |
| Тиристорный регулятор | 1990 |
|
SU1753555A1 |
| Источник питания для дуговой сварки | 1981 |
|
SU998037A1 |
| Автоматический регулятор режима роликовой сварки | 1986 |
|
SU1377173A1 |
| Устройство для ограничения напряженияХОлОСТОгО ХОдА иСТОчНиКА пиТАНияСВАРОчНОй дуги | 1979 |
|
SU835677A1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ ЭЛЕКТРОСВАРКИ НА ПОСТОЯННОМ ТОКЕ | 1996 |
|
RU2094196C1 |
| Источник питания для дуговой сварки | 1990 |
|
SU1738521A1 |
| СПОСОБ ВОЗБУЖДЕНИЯ СВАРОЧНОЙ ДУГИ ПЕРЕМЕННОГО ТОКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2065344C1 |
| Источник питания сварочной дуги переменного тока | 1987 |
|
SU1547988A1 |
| Устройство для многопостовой контактной сварки | 1980 |
|
SU891286A1 |

Изобретение относится к сварочному производству и может быть использовано для автоматического контроля процесса контактной сварки. Цель - повышение надежности работы сварочной машины. Устройство содержит управляемые вентили с 6vio- ком управления, датчики тока, формирователи сигнала наличия тока, формирователь задержки сигнала управления, элемент И и блок индикации. В устройство дополнительно введены задающий блок, интегрирующий блок и пороговый элемент. При перегреве первичной обмотки сварочного трансформатора устройство обеспечивает защиту этой обмотки, повышая надежность работы сварочной машины. 9 ил.
индуктивности;
RCB, R, - активные сопротивления соответственно первичной обмотки
тельно соединенные интегрирующий олок и пороговый элемент, выход которого соединен с первым входом блока индикации, второй
I
ход которого соединен с выходом блока
Управления управляемыми вентилями, вход оторого соединен с выходом формирователя адержек сигнала управления, выход элеменсбарочиомцт ран с фор- мотору
(Puz.l
та И соединен с входом интегрирующего блока, а задающий блок подключен параллельно первичной обмотке сварочного трансформатора.
Ьым д
UnumlS
1
0
иФаг. 2
I
Г
25
.
L..
I
17
CnijCH
Подъем
4 иг. 5
i
Tl
- ,
..J
РйгЛ
Ь
т k
t.
г)
t/я
Lif
Э)
п п п п п п п
п
i4
ej
tv
n
5
и
(10 l(
a,
S)
;
13
г
rill
Ci
n П П ,
П П J
Фиа.б
Г
| КОНТАКТОР ДЛЯ КОММУТАЦИИ И РЕГУЛИРОВАНИЯ ТОКА | 1967 |
|
SU214687A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Авторское свидетельство СССР № 916184, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
