Изобретение относится к сварочной технике, в частности к контактной злектросварке и может быть использовано в оборудовании для многопостовой или многоэлектродной контактной сварки. Известны устройства для контактной сварки, включающие посты со сварочными электродами, источник электроэнергии переменного тока, соединен ный с силовым преобразователем элект роэнергии, выполненньш в виде нег скольких, по числу постов, сварочных трансформаторов, счетчик импульсов, переключатель постов, блок управления длительностью сварочного импульса и пусковые блоки ГИ и 23 . Недостатками известных устройств являются большие габариты и вес ввиду наличия нескольких, по числу постов , сварочных трансформаторов, а также узкий диапазон регулирования режимов сварки на каждом посту, обес печиваемый изменением индуктивности сварочного трансформатора. Наиболее близким техническим решением к изобретению является устрой ство, содержащее посты со сварочными электродами, переключатель постов общий для всех постов сварочный трансформатор, вторичная обмотка которого подключена параллельно сварочным электродам, управляемые вентили, фазовращатель, источник постоянного напряжения, разделительные диоды 3}. Недостатком известного устройства является низкое качество одновременной сварки разнотипных деталей. Цель изобретения - повышение качества сварки разнотипных деталей и упрощение устройства. Поставленная цель достигается тем, что в устройство для многопостовой контактной сварки, содержащее посты со сварочными электродами, переключатель постов, общий для всех постов сварочный трансформатор, вторичная обмотка которого подключена параллельно сварочным электродам, управляемые вентили, фазовращатель, источник постоянного напряжения, разделительные диоды, введено несколько,по числу постов, параллельно соединенных между собой переменных резисторов, крайние точки которых подключены к источнику постоянного напряжения, а средние - через разделительные диоды ко входу фазовращателя, при этом управляемые вентили установлены между
каждым постом и соответствующим сварочным электродом.
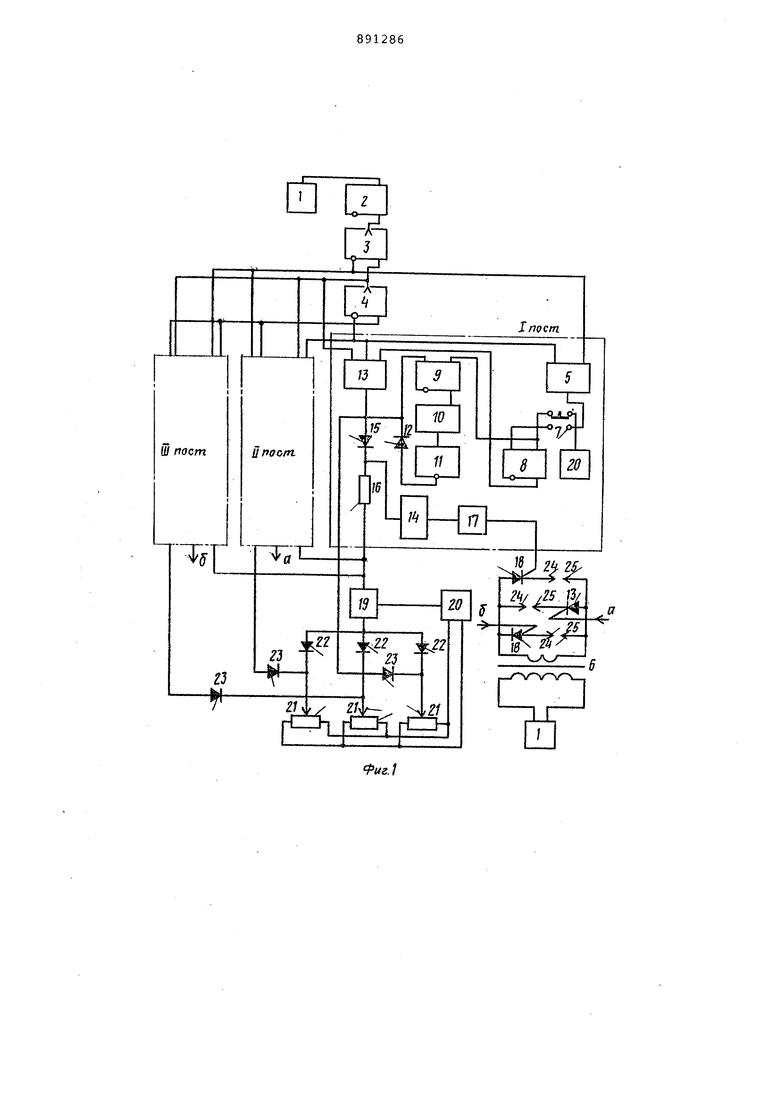
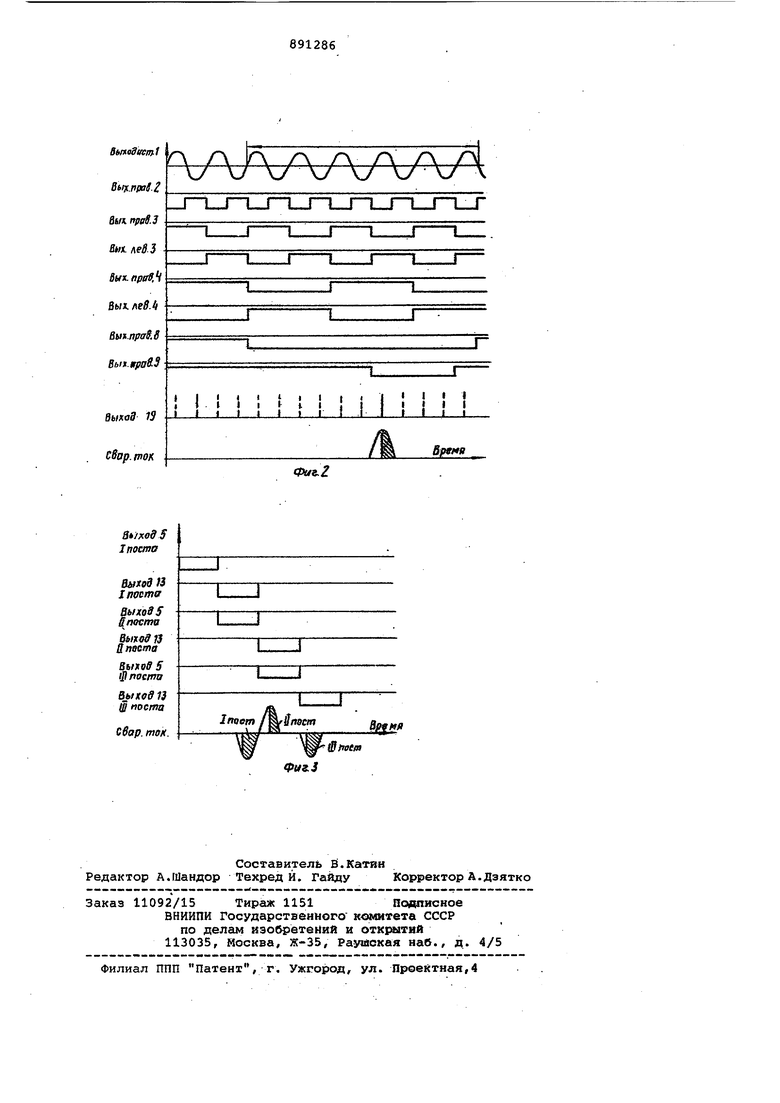
На фиг. 1 изображена принципиальная электрическая схема устройства на фиг. 2 - диаграмма работы одного поста-; на фиг. 3 - диаграмма работы многопостового устройства.
Устройство состоит из источника
Iэлектроэнергии переменного тока, двоичного последовательного кольцевого счетчика импульсов на триггерах 2-4, переключателя 5 постов на логических элементах (по одному элементу на каждый пост), сварочного трансформатора 6, первичная обмотка которого подсоединена к источнику 1, пусковых блоков, содержащих (каждый) педаль 7 включения поста, схему установки в исходное положение на триггере 8, инвертор на триггере 9 с элементом задержки 10 элементом ИЛИ-НЕ
IIи диодом 12, схему 13 совпадения, блок усиления, включающий усилитель 14 MoiuHOCTH, диод 15, резистор 16, импульсный трансформатор 17 и управляемый вентиль 18. В устройство входит также блок управления длительностью импульса сварочного тока с фазовращателем 19, источником 20 постоянного напряжения и несколькими, по числу постов, параллельно соединенными переменными резисторами 21, подключенными своими неподвижными кле1 влами к полюсам источника 20 постоянного напряжения, а подвижными клеммами через диоды 22 развязки ко входу фазовращателя 19 и через дополнительные диоды 23 развязки к выходу схемы 13 совпадения. Параллельно вторичной обмотке трансформатора 6 подключены сварочные электроды 24
и 25 каждого поста, причем электрод 24 соединен со вторичной обмоткой через управляемый вентиль 1В. Выход фазовращателя 19 через резисторы 16 и диоды 15 соединен с выходами схемы 13 совпадения.
Устройство работает следующим образом.
На вход триггера 2 через понижающий трансформатор (не указан) поступают импульсы напряжения от источника 1 частотой 50 Гц. На выходах триггера 3 формируются прямоугольные импульсы напряжения длительностью ,0,02 с и периодом 0,04 с, а на выходах триггера 4 - длительность 0,04 с и периодом 0,08 с, поступающие на входы переключателя 5 постов и схемы 13 совпадения. Совпадение импульсов на входах переключателя 5 постов вызывает появление импульса длительностью 0,02 с и периодом 0,08 с на его выходе.
Соединение электрических цепей обеспечивает поочередное появление этого импульса на входе лишь одного из пусковых блоков, т.е. поочередное переключение этих блоков. Совпадение импульсов с выходов триггеров 3 и 4 на двух из трех входов схемы 13 совпадения происходит с длительностью 0,02 с, периодом 0,08 с и задержкой на 0,02 с относительно появления импульса на выходе переключателя 5 постов. В исходном положении перед сваркой через верхние замкнутые контакты педали 7 источник 20 постоянного напряжения соединяют со входом правых половин триггеров 8 и 9, в результате чего эти триггера находятся в одном устойчивом состоянии, при котором триод левого плеча закрыт . Через открытый триод правого плеча триггера 8 шунтируется вход схе.мы 13 совпадения, через схему 13 совпадения и диод 15 шунтируется вход схемы усиления 14, а через диод 23 и схему 13 совпадения - подвижная клемма резистора 21. Управляемый вентиль 18 при этом закрыт, сварка не производится.
При нажатии педали 7 одного из . постов замыкаются ее нижние контакты соединяя вход левой половины триггера 8 с выходом переключателя постов и разъединяя вход правой половины триггера 8 и источник 20 постоянного напряжения. Появление первого же импульса на выходе переключателя 5 постов приводит к изменению состояния триггера 8 и появлению импульса на выходе правого плеча триггера 8 и на входе схемы 13 совпадения. Через 0,02 с после появления импульса на выходе переключателя 5 постов появляется импульс на выходе схемы 13 совпадения, который прекращает шунтирование входа усилителя 14 мощности и подвижной клеммы резистора 21. Этот же импульс, поступая на вход левой половины триггера 9, изменяет его состояние. На вход усилителя 14 мощности поступает сигнал разрешения на сварку с выхода схемы 13 совпадения и сигнал запуска с выхода фазовращателя 19. С выхода усилителя 14 мощности усиленный сигнал через трансформатор 17 поступает на управляющий электрод вентиля 18. Вентиль 18 открывается, и через электроды 24 и 25 проходит сварочный ток, величина которого определяется (при прочих равных УСЛОВИЯХ) фазой сигнала на выход фазовращателя 19. В качестве фазовращателя 19 используется схема, выдающая на своем выходе сигнал, фаза которого сдвигается относительно фазы синусоидального напряжения питающей сети при изменении потенциала на входе схемы. Управляющий потенциал подается на вход фазовращателя 19 от источника 20 постоянного напряжения через переменные резисторы 21. Регулирование тока на каждом посту осуществляется изменением положения подвижной клемлил резистора 21. При работе одного из постов управляющий потенциал на вход фазовращателя 19 подается тотпько через один резистор 21, а именно через тот, на подвижную клемм которого через диод развязки 23 проходит сигнал разрешения на сварку с выхода схемы 13 совпадения. Сигналы с подвижных клемм других резисторов 21 в этот момент шунтируются через остальные диоды 23. Диоды 22 развязки предотвращают шунтирование сигнала с подвижной клеммы работающего резистора 21 через клеммы других резисторов 21, в зтот момент зашу.нтированных.
При одновременном нажатии педалей 1 на нескольких постах происходит поочередное включение сварочного тока на каждом из этих постов, при этом задержка сварки на одном посту составляет 0,02 с от момента запуска соседнего поста, а максимальная задержка при 10-ти постовом устройстве составляет 0,2 с, что практически несвдутимо сварщиком. При длительисми нажатии педали 7 сигнал с выхода правой половины триггера 9, сформированный при изменении состояния этого триггера, поступает на вход элемента 10 задержки, через 0,04 с (время задержки) появляется на выходе этого элемента и поступает на вход элемента ИЛИ-НЕ 11, в результате чего через выход элемента ИЛИ-НЕ 11 и диод 12 открывается шунтирование выхода схемы 13 совпадения. Тем сгшклм ликвидируется опасность повторного срабатывания устройства при однократном нажатии педали 7, что могло бы привести к браку сварного соединения Повторение цикла сварки возможно лишь после того, как будут разомкнуты и вновь замкнуты нижние контакты педали 7. При увеличении количества постов свыше четырех необходимо увеличивать количество триггеров счетчика: для 5-8 постового устройства - на один триггер со счетным входе, для 9-16 постового - на два триггера и т .д.
Введение в устройство переменных резисторов, установленных для каждого сварочного поста, позволяет производить настройку оптимального режима при сварке разнотипных деталей.
Кроме того, предлагаемое многопостовое устройство позволяет за счет уменьшенияего габаритов достигнуть сокращения потребной производственной площади и веса устройства (для трехпостового устройства на 3
0 снижение веса на 770 кг).
Формула изобретения
Устройство для многопостовой кон5тактной сварки, содержащее посты со сварочными электродами, переключатель постов, общий для всех постов сварочный трансформатор, вторичная обмотка которого подключена парал0лельно сварочным электродам, управляемые вентили, фазовращатель, источник постоянного напряжения, разделительные диоды, отличайте ес я тем, что, с целью повьаиения качества сварки разнотипных деталей
5 и упрощения устройства, в устройство введено несколько, по числу постой, параллельно соединенных между собой переменных резисторов, крайние точки которых подключены к источнику по0стоянного напряжения, а средние через разделительные диоды ко входу фазовращателя, при этом управляемые вентили установлены между каждым постом и соответствующим сварочным элек5тродом. I
Источники информации,
принятые во.внимание при экспертизе
1,Авторское свидетельство СССР № 182806, кл. В 23 К 11/24, 1966.
0
2. Гельман А.С. Технология контактной электросварки. М., Госнаучтехиздат,1952, с.141-142.
З.Аксельрод Ф.А., Миркин A.M. Оборудрвание для сварки давлением. М., Высшая школа, 1975, с. 113, 1365138,164 (прототип).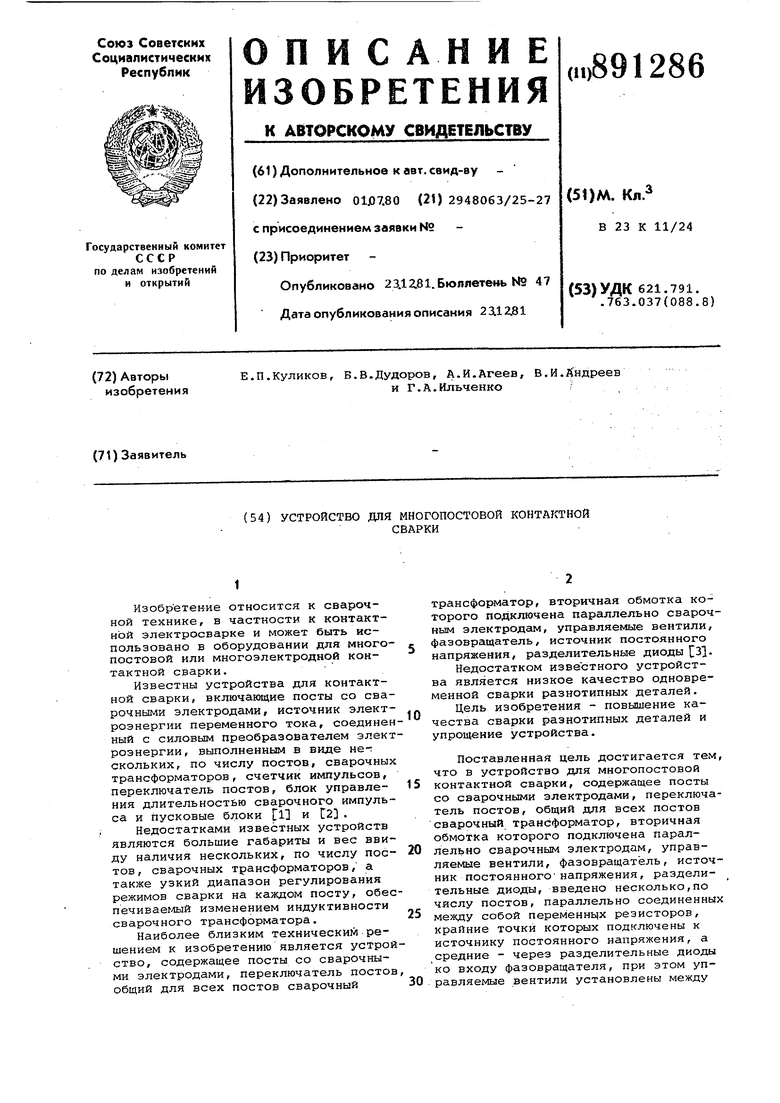
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для многопостовой контактной сварки | 1981 |
|
SU998053A1 |
| Многопостовая система питания | 1989 |
|
SU1692782A1 |
| Многопостовая система питания | 1986 |
|
SU1389959A2 |
| Способ управления системой многопостовых сварочных выпрямителей и устройство для его осуществления | 1988 |
|
SU1637970A1 |
| Устройство для многопостовой сварки | 1983 |
|
SU1165537A1 |
| Задатчик сварочного тока | 1989 |
|
SU1697997A1 |
| УСТРОЙСТВО для ТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ | 1972 |
|
SU329979A1 |
| Устройство для контактной сварки | 1973 |
|
SU485842A1 |
| Многопостовая система для электродуговой сварки | 1983 |
|
SU1118495A1 |
| Устройство для регулирования сварочного тока | 1988 |
|
SU1618543A1 |