Известны пресс-формы для горячей вулканизации резинового низа обуви, состоящие из обогреваемой матрицы, уиора для ранта, формовой колодки и обогреваемого пуансона. Однако применение известных пресс-форм для горячей вулканизации низа обуви требует дополнительных отделочных операций - фрезеровки, стекления, нанесения воска и горячей полировки уреза ранта, что резко снижает эффективность технологии.
Предлагаемые пресс-формы для горячей вулканизации низа обуви этого недостатка не имеют. Это достигается тем, что пресс-форма снабжена перемещающимися по матрице подвижными пластинами, взаимодействующими с торцом ранта.
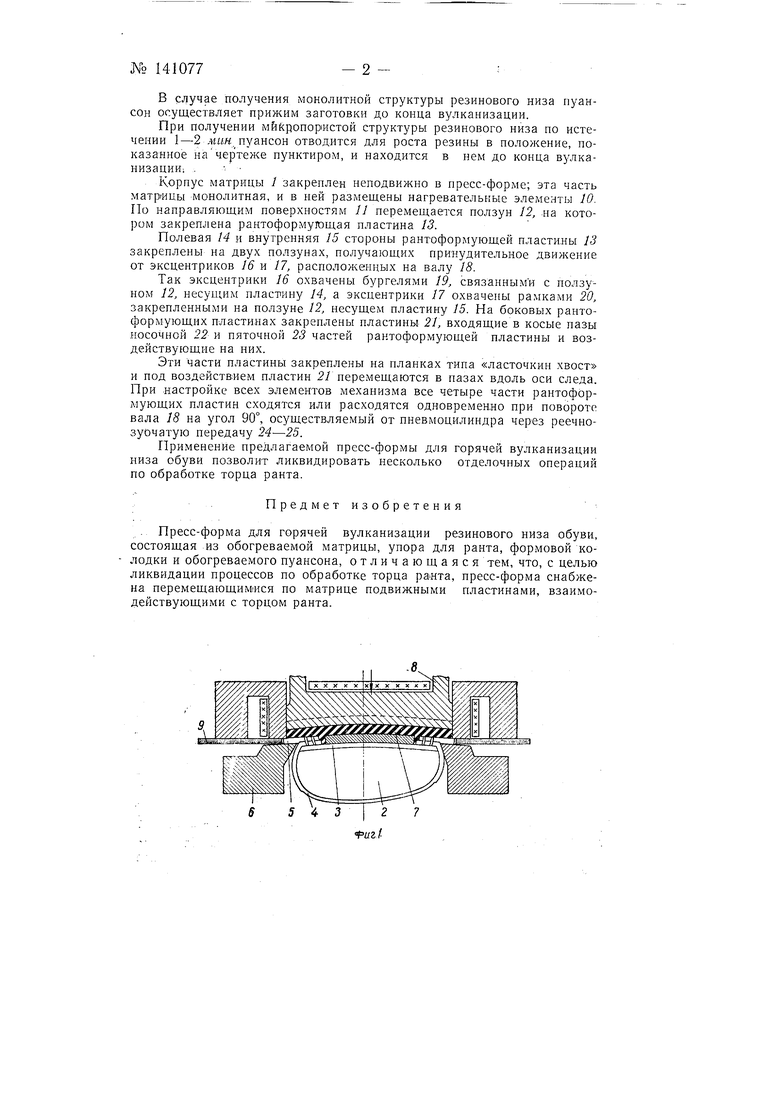
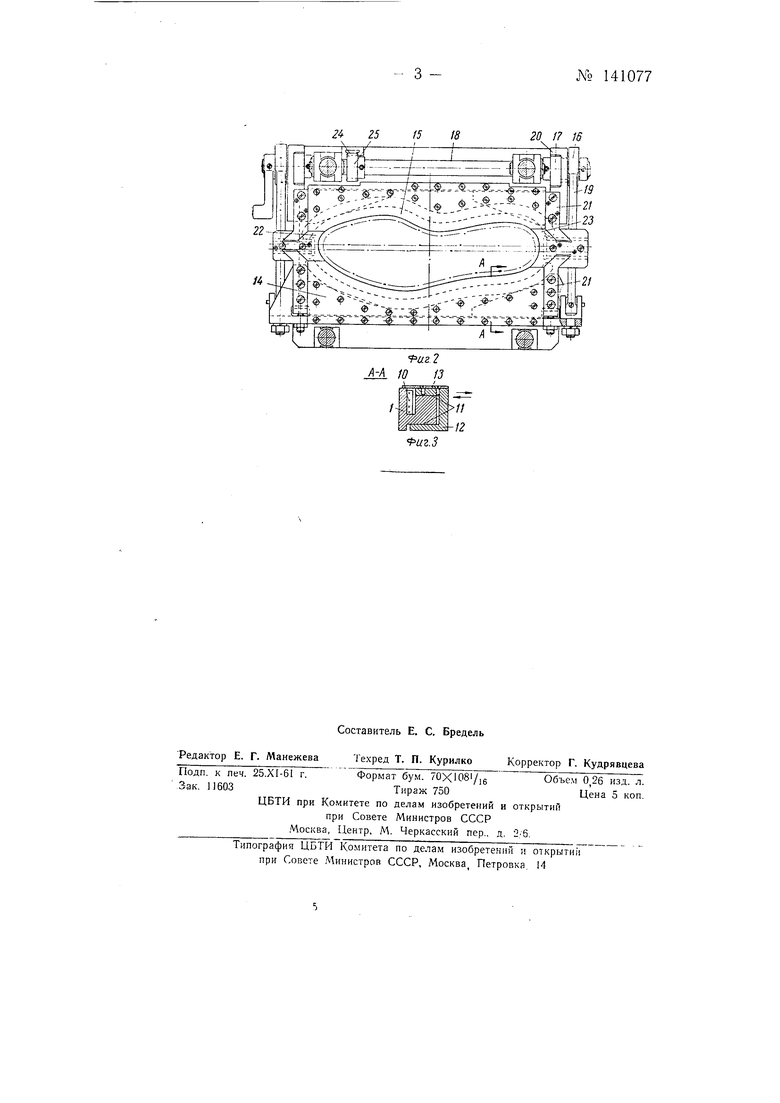
На фиг. 1 изображена схема взаимодействия основных элементов пресс-формы; на фиг. 2 - схема узла матрицы и механизма управления движением узла; на фиг. 3-то же, с разрезе по А-А на фиг. 2.
Матрица / неподвижно закреплена на прессекции. На формовую колодку 2 укладывают стельку 3 с промосткой. Затем на колодку надевают предварительно отформованную заготовку 4 с пристроенным рантом 5. При помощи центрирующих щтифтов (на чертеже не показано) и рамки упора 6 правильно устанавливают заготовку на колодке 2. На обращенную следом вверх колодку укладывают все элементы заготовки сырой резиновой смеси 7, смоченной эмульсией, и вводят в прессформу. Колодка 2 вместе с рамкой-упором 6 ранта 5 поднимаются и прижимаются через рант 5 к матрице /. Затем пуансон 8 опускается, сдавливает заготовку сырой резиновой смеси 7, создавая чеоез резину давление на след обуви и на рант. Подвижные пластины 9 получают движение к центру пресс-формы и сдавливают рант с торца. При этом рант сдавливается и происходит упрессовка ранта в торец и части-гное его перемещение во внутрь.
В случае получения монолитной структуры резинового низа пуансон осуществляет прижим заготовки до конца вулканизации.
При получении мййропор истой структуры резинового низа по истечении 1-2 лиш пуансон отводится для роста резины в положение, показанное начертеже пунктиром, и находится в нем до конца вулканизации .
Корпус матрицы / закреплен неподвижно в пресс-форме; эта часть матрицы монолитная, и в ней размещены нагревательные элементы 10. По направляющим поверхпостям // перемещается ползун 12, .на котором закреплена рантоформующая пластина 13.
Полевая 14 и внутренняя 15 стороны рантоформующей пластины 13 закреплены на двух ползунах, получающих принудительное движение от эксцентриков 16 и 17, расположенных на валу 18.
Так эксцентрики 16 охвачены бургелями 19, связанными с ползуном 12, несущим пластину 14, а эксцентрики /7 охвачены рамками 20, закрепленными на ползуне 12, несущем пластину /5. На боковых рантоформующих пластинах закреплены пластины 21, входящие в косые пазы носочной 22 и пяточной 23 частей рантоформующей пластины и воздействующие на них.
Эти части пластины закреплены на планках типа «ласточкин хвост и под воздейств:ием пластин 21 перемещаются в пазах вдоль оси следа. При настройке всех элементов механизма все четыре части рантоформующих пластин сходятся или расходятся одновременно при повороте вала 18 на угол 90°, осуществляемый от пневмоцилиндра через реечнозуочатую передачу 24-25.
Применение предлагаемой пресс-формы для горячей вулканизации низа обуви позволит ликвидировать несколько отделочных операций по обработке торца ранта.
Предметизобретения
. Пресс-форма для горячей вулканизации резинового низа обуви, состоящая из обогреваемой матрицы, упора для ранта, формовой колодки и обогреваемого пуансона, отличающаяся тем, что, с целью ликвидации процессов по обработке торца ра«та, пресс-форма снабжена перемещающим1ися по матрице подвижными пластинами, взаимодействующи.ми с торцом ранта.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-секция для формования заготовки обуви | 1961 |
|
SU141768A1 |
| Машина для прикрепления ушек к голенищам сапог методом горячей вулканизации | 1961 |
|
SU147945A1 |
| Пресс-форма для горячей вулканизации низа обуви | 1949 |
|
SU87794A1 |
| Устройство для горячей вулканизации резинового низа обуви | 1944 |
|
SU68544A1 |
543
2 2515 18
r: ; -::---T f:: .,ж-..- a.J 4 -Ж-гф- - ;
у-- ---у-- -f-b--:g°-yI-C5ft5J-1IЛ
faz2 /1-Л // /J
