HaiicCTHbi уже пресс-формы для горяче вулканизации iii3i: (i6y;ii с применением нагревательной плиты п аг;сона, раздвижной, cocTOfiuieii из двух половинок матрицы и iiecymeii обх -;ь колодки, укрепленной г;а рамке пресс-формы.
Одним из недостатков лз1-;есГ1;ых пресс-(|к)|;М являете: vo, что пуанеон выполнен ;енодв ;жньгм.
Описываемая пресс-форА;а тгглнчается от 1 звестных тем, что в inii примене;: подвижной пуансон, а ст;.к половинок матрицы расположен под углом относительно продол.но11 оси с,1еда обуви с це.тыо пре,1,отвр; нгения повреждения задпего ремн.я и друп-;х ;1акладных деталей верха обуви.
Такое конструктивное выполнение нресс-формы повьпиает качество обуви, изготовляемой способом горяче; вулканизации.
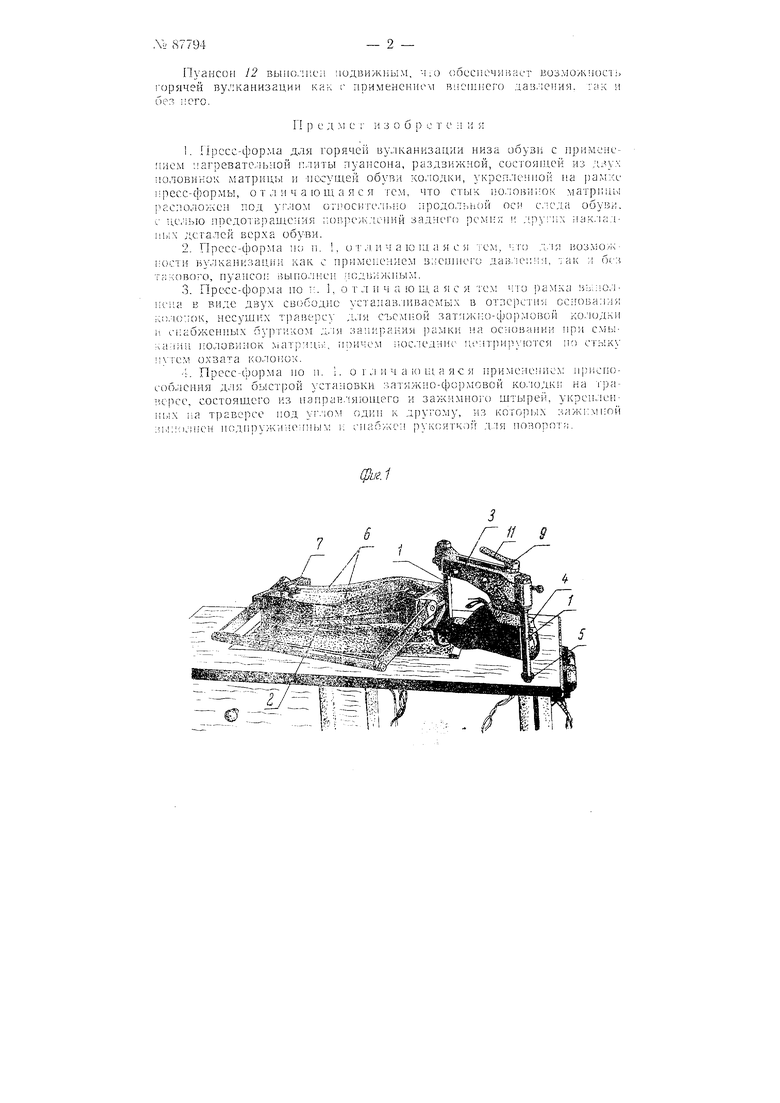
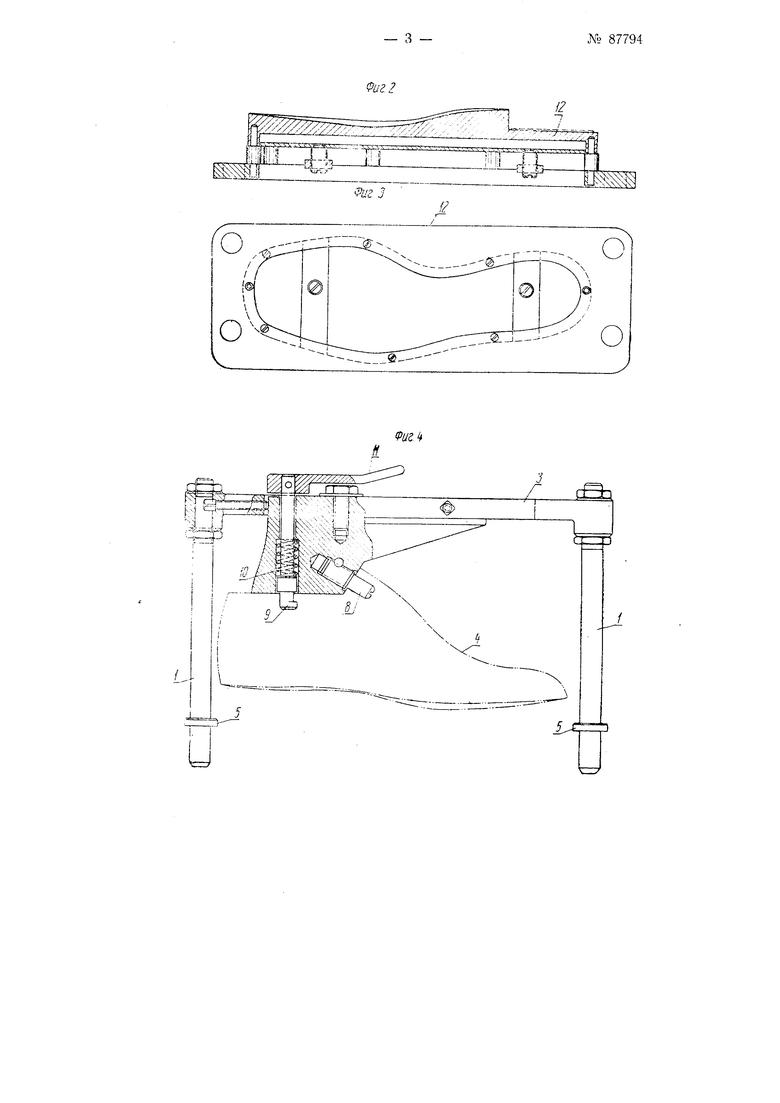
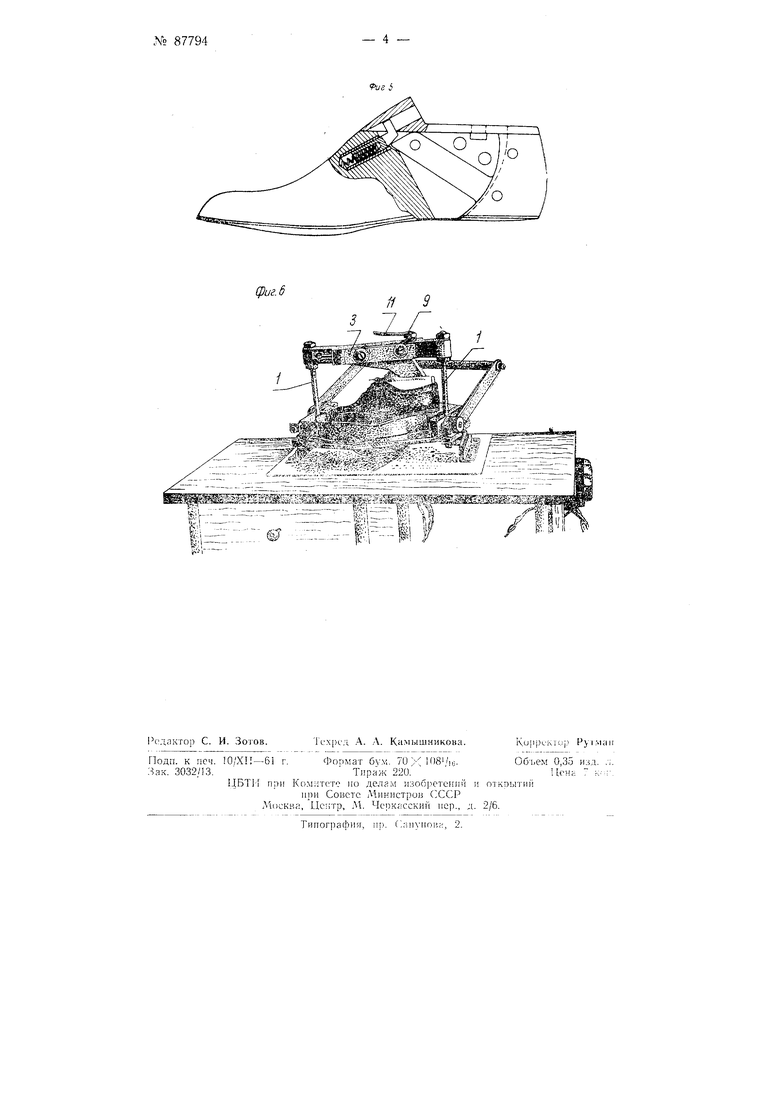
На фиг. 1 схематически изображе; а матрица; на фиг. 2 - вид п ансоиа сбоку; на фиг. 3 - наружнвп контур пуансона; на фиг. 4 - узлы кр:епления колодки; на фиг. 5 - съемная затяжно-формоная колодка: на фиг. 6 - пресс-форма в сборе.
Рамка пресс-формы выполнена в виде двух колонок /, свободно устанавливаемых в отверстиях основания матрицы 2. Ко.тонки несхт траверсу для крепления съемной затяжно-формовой колодки 4 и снабжены буртиками 5 для заиирания рамки на основании матрицы 2 при соединении ее половинок 6.
Половинки 6 матрицы центрируются но стыку 7 путем охвата колонок /, причем, с целью предотвраидения новрежде:1ий заднего ремня и други.ч иакладных деталей верха обуви, стык 7 половинок 6 матр5 цы расположен под углом относите, продо.тьной оси с.-:сда обуви.
Для обеспечения быстрой установки затяжно-формовой колодки 4 на траверсе применено присиоеобление, состоящее из нанразляющего и зажимного 9 штырей; штыри укреплены на траверсе под углом один к другому. Зажимной штырь 9 подпружинен с пружины 10 и снабжен рукояткой // для поворота.
1.Iipccc-фор.ма для вулканизации низа обузи с иримеисмием : агрезатс;1ьион плиты пуансона, раздвижной, состояний из л,лл шловикок матрицы и Иссущей обуви колодки, укрсгктепной на рамх. пресс-формы, о т л и ч а 10 01 а я с я тем, что стык иоловииок матрицы расиоложеи под .чом опюситс.чыю иродолг.ной оси C;KVUI . с цс.чыо ирсд01тэращоиия иоврежлений заднсгг) рсми;: и лр, иак;|;;лiibix деталей верха обуви.
2.Пресс-форма ис; п. , отличающаяся тем, чт;) лля 1 ОЗл;о:К1:ости вулканизации как с иримеиемием Bneuiiieio дав/кл; :, : ак ;i без такового, пуаисои иодвижиым.
3.Пресс-форма цо и. 1, о т :i и ч а ю ил а я с я тел: что paNiKa зьлю. liciia в виде двух свободно устаиав/шваемых а отверС1Т1я осиоваиия :-; :;io:;oK, Hecymiix д.тя съемной зат;1жно-формовой ко.юдки 1 снабженных буртиком л.1я заии1:;акия рамк)- на основании при емы:-лпии половинок Л1атрицьл нпичем ос.телни( цеитрируютея но стыку охвата колонок.
;. пресс-форма ио и. 1. о г л и ч а io HI. а яс я нримеиениел: нриснособления дл;-; быстрой устаиовки затяжио-формовой ко.юдк на тзар.срсе, состоящего из нанрав. яюн1его и зажимного штырей, укреи,.тениыл тpaвc ce нод уг.мом один к дру;ому, из которых зиж1: ной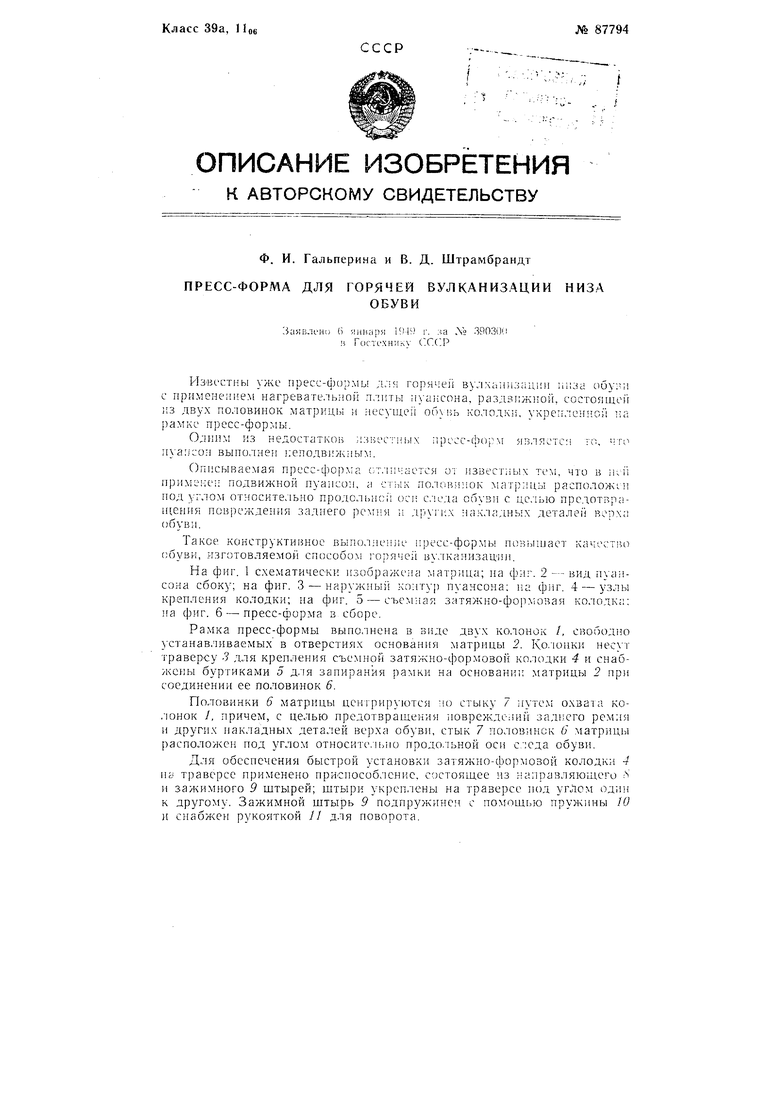
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для горячей вулканизации резинового низа обуви | 1961 |
|
SU141077A1 |
| Прессформа для горячей вулканизации низа обуви | 1944 |
|
SU66804A1 |
| Гидравлический пресс для горячей вулканизации низа обуви | 1941 |
|
SU68484A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ НИЗА | 2001 |
|
RU2219814C2 |
| Пресс для вулканизации низа обуви | 1944 |
|
SU67646A1 |
| Пресс-форма для горячей вулканизации низа обуви | 1960 |
|
SU135364A1 |
| Способ скрепления деталей верха обуви, например голенищ для сапог и устройство для выполнения способа | 1959 |
|
SU132505A1 |
| Пресс-форма для горячей вулканизации низа обуви | 1946 |
|
SU74817A1 |
| Пресс для клеевого прикрепления формованной резиновой подошвы к низу обуви | 1951 |
|
SU96828A1 |
| Устройство для горячей вулканизации резинового низа обуви | 1944 |
|
SU68544A1 |
(fui.6
11 9
