114
Изобретение относится к обработке металлов давлением и может быть использовано для штамповки деталей из ферромагнитного проката, порезки на гильотинных ножницах.
Цель изобретения - повышение надежности работы устройства для отделения заготовки от стопы и подачи ее в зону обработки за счет предлагаемого исключения потери заготовки в момент перехода от ее подъема к перемещению в зону обработки.
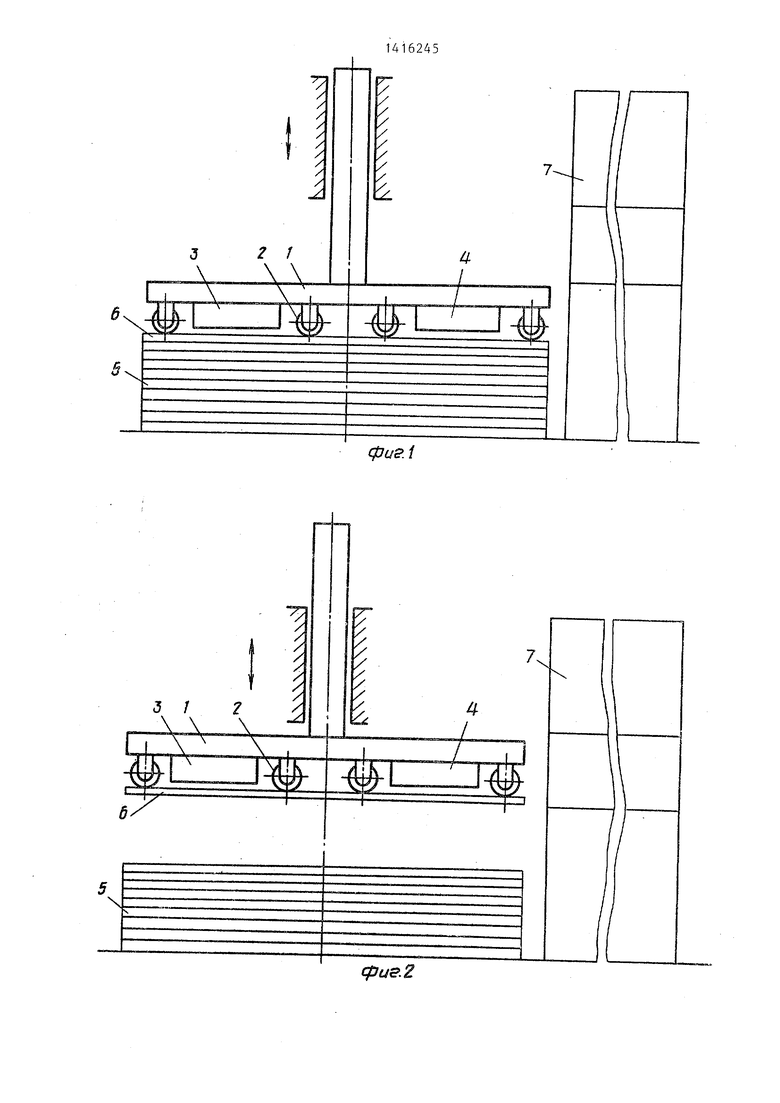
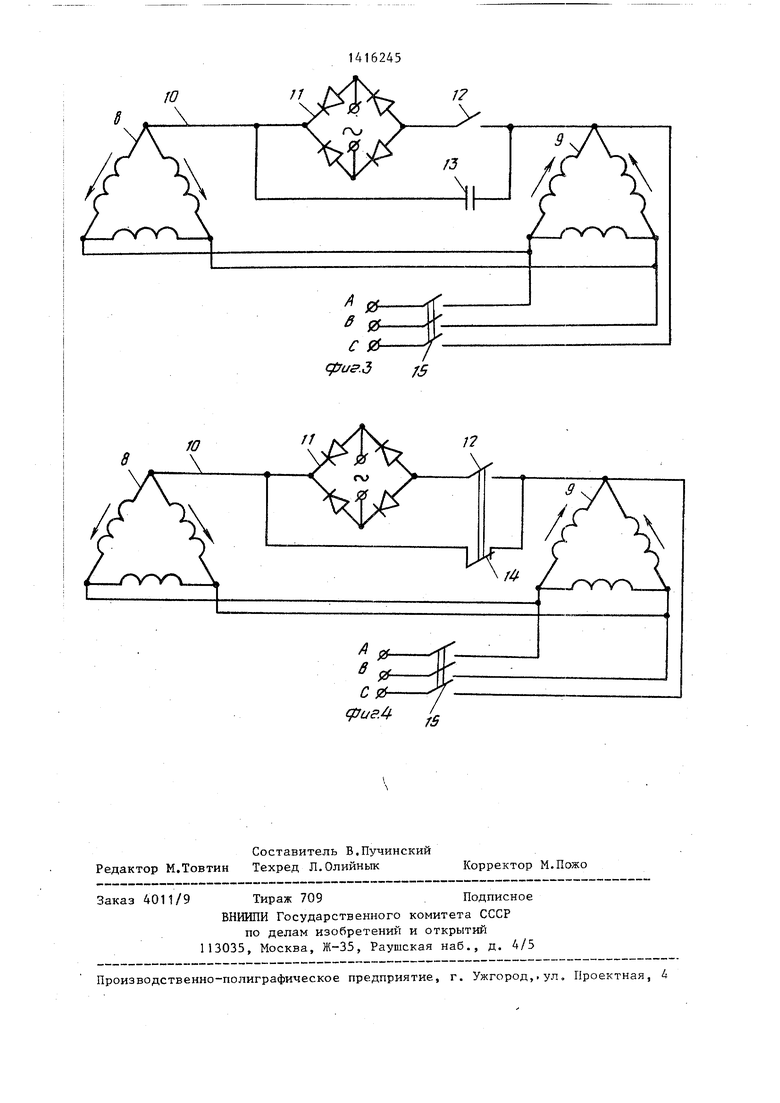
На фиг, 1 представлено устройство в момент захвата и отделения заготовки от стопы, общий вид; на фиг, 2 - устройство в момент перехода от подъема заготовки к ее перемещению в пресс, общий вид; на фиг, 3 - схема соединения пары статоров с источником постойнного тока, ключом и конденсатором; на фиг, 4 - схема подключения пары статоров с источником постоянного тока и двумя ключами,
Устройство содержит установленную с возможностью вертикального перемещения траверсу 1, на которой смонтированы ролики 2 и пара развернутых статоров 3, 4, асинхронных электродвигателей. Устройство расположено над стопой 5 заготовок с верхней заготовкой 6 и перед прессом 7, Многофазные обмотки 8, 9 статоров 3, 4 попарно соединены между собой параллельной многопроводной линией 10, одна из которых снабжена регулируемым источником 11 постоянного тока с ключом 12 и запирающим элементом- конденсйтором 13 (фиг,3) или вторьм ключом 14 (фиг.4), Конденсатор 13 (или второй ключ 14) включены параллельно источнику 11 тока с ключом 12 К сети трехфазного тока ABC статоры 3, 4 подключены переключателем 15 от траверсы 1,
Устройство работает следующим образом,
В исходном положении (фиг,1) траверса 1 находится в нижнем положении ролики 2 лежат на верхней заготовке 6 стопы 5, Траверса 1 замьжает ключ 12 (фиг,3) или замыкает ключ 12 и размыкает ключ 14 (фиг,4), При этом переключатель 15 разомкнут. Многофазные обмотки 8, 9 пары статоров 3, 4
52
запитываются постоянным током от источника 11, выполненного в виде двух- полупериодной схемы выпрямления с за- питкой от регулируемого источника переменного тока. Верхняя заготовка 6 захватывается статорами 3, 4 как обычным электромагнитом и траверса 1 перемещается в верхнее положение (фиг,2)
замыкая сначала переключатель 15, а затем размыкая ключ 12, При замыкании переключателя 15 обмотки 8, 9 запитываются одновременно постоянным и переменным трехфазным токами.После
размыкания ключа 12 питание от источника постоянного тока снимается и ток в линии протекает по конденсатору 13 (фиг,3) или ключу 14 (фиг.4), также замкнутому траверсой 1, Заготовка 6
под воздействием тягового усилия, создаваемого статорами 3, 4 перемещается в пресс 7 по опорным роликам 2,
Формула изобретения
Устройство для отделения заготовки от стопы и подачи ее в зону обработки, содержащее установленную с возможностью вертикального перемещения траверсу, на которой смонтированы опоры качения и развернутые статоры асинхронных электродвигателей с многофазными обмотками, запитанными в нижнем положении траверсы от источника постоянного тока, а в верхнем положении траверсы от источника переменного тока, о тличающе- е с я тем, .что, с целью повышения надежности работы за счет исключения
потери заготовки в момент перехода от ее подъема к перемещению в зону обработки, многофазные обмотки статоров попарно соединены между собой параллельной многопроводной линией
и по крайней мере одна линия снабжена источником постоянного тока С переключателем и запирающим элементом, например конденсатором или переключателем, причем запирающий элемент включен параллельно источнику постоянного тока, а переключатели источников постоянного и переменного токов и переключатель запирающег о элемента связаны с траверсой,с возможностью последовательного взаимодей
ствия с ней.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для разделения листового материала | 1985 |
|
SU1286356A1 |
| Установка для разделения листового материала | 1987 |
|
SU1484484A1 |
| Устройство для перемещенияфЕРРОМАгНиТНыХ лиСТОВ изНАКОпиТЕля | 1979 |
|
SU804122A1 |
| Устройство для штамповки деталей из листового материала | 1985 |
|
SU1263409A1 |
| Источник автономного электроснабжения постоянным током | 1976 |
|
SU657518A1 |
| СХЕМА ПОДКЛЮЧЕНИЯ МНОГОФАЗНОГО АСИНХРОННОГО ДВИГАТЕЛЯ К ИСТОЧНИКУ ПОСТОЯННОГО ТОКА | 2009 |
|
RU2406217C1 |
| БЕСКОЛЛЕКТОРНЫЙ ЭЛЕКТРОДВИГАТЕЛЬ ПОСТОЯННОГО | 1973 |
|
SU392590A1 |
| ДВУХСКОРОСТНОЙ СИНХРОННО-АСИНХРОННЫЙ ДВИГАТЕЛЬ | 1997 |
|
RU2141714C1 |
| Асинхронный вентильный генератор | 1978 |
|
SU826545A1 |
| Устройство для отделения от стопы и перемещения ферромагнитных листов в зону обработки | 1988 |
|
SU1637913A1 |
Изобретение относится к обработке металлов давлением и может быть использовано для штамповки деталей из ферромагнитного проката, порезки на гильотинных ножницах. Цель - повьшение надежности работы устройства для отделения заготовки от стопы и подачи ее в зону обработки за счет исключения потери заготовки в момент перехода от ее подъема к перемещению в зону обработки. Устройство содержит установленную с воз можностью вертикального перемещения траверсу, на которой смонтированы опоры качения и развернутые статоры асинхронных электродвигателей с многофазными обмотками. Многофазные обмотки статоров попарно соединены между собой параллельной многопроводной линией. Одна из линий снабжена источником постоянного тока с переключателем и запирающим элементом, например конденсатором или переключателем. Запирающий элемент включен параллельно источнику постоянного тока.В исходном нижнем положении траверсы многофазные обмотки пары статоров запйтываются постоянным током. При перемещении траверсы с заготовкой вверх последовательно происходит замыкание траверсой переключателя источника переменного тока, а затем той же траверсой размыкается переключатель источника постоянного тока. Заготовка под воздействием тягового усилия, создаваемого статорами, запитанными переменным током, перемещается в зону обработки по опорным роликам. 4 ил. Ф аво feeaoQ
фигЛ
сри.2
ю
| Устройство для штамповки деталей из листового материала | 1985 |
|
SU1263409A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
