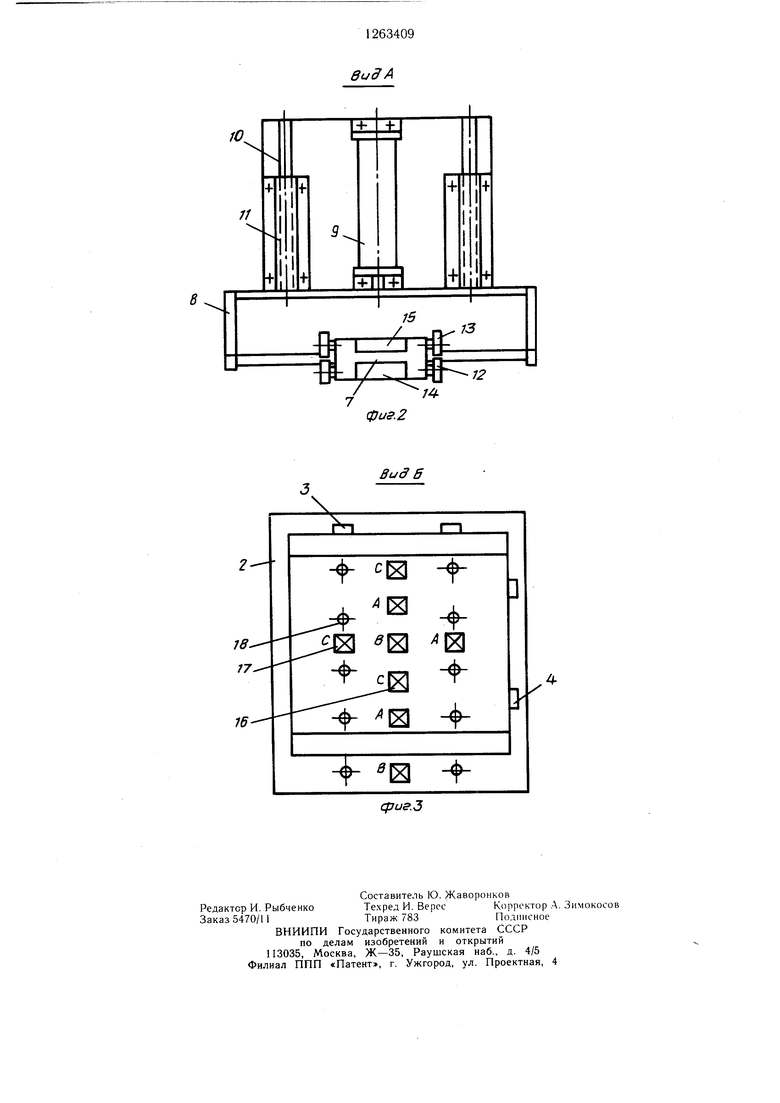
Изобретение относится к холодной обработке металлов давлением и может быть использовано для штамповки деталей из листового материала. Целью изобретения является расширение технологических возможностей путем удаления штампованных деталей из рабочей зоны пресса и сокращения производственных плош,адей. На фиг.1 изображено устройство для штамповки деталей из листового материала; на фиг.2 - вид А на фиг.1; на фиг.З - вид Б на фиг.1. Устройство содержит пресс 1, штамп 2 (из комплекта сменных штампов) с перед«ими 3 и боковыми 4 упорами, механизм 5 для отделения заготовки от стопы и подачи ее к прессу 1, механизм 6 для подачи заготовки в штамп и удаления детали. Механизм 5 для отделения заготовки от стопы и подачи ее к прессу 1 выполнен в виде траверсы 7, закрепленной на раме 8 с приводом ее вертикального возвратно-поступательного перемещения, смонтированным на станине пресса 1 и включающим цилиндр 9, две колонки 10 и две втулки 11. На нижней и верхней плоскостях траверсы 7 размещены рольганги 12 и 13 и развернутые статоры асинхронных электродвигателей 14 и 15. Механизм 6 для подачи заготовки в штамп 2 и удаления детали представляет собой развернутый статор асинхронного электродвигателя, корпусом которого является нижняя половина штампа 2 с выполненными в ней пазами, в которых крестообразно размещены два ряда сердечников с обмотками 16 и 17. В нижней половине штампа 2 выполнены гнезда для опор 18, которыми могут быть, например, подпружиненные шары. Устройство работает следуюшим образом. В исходном положении траверса 7 находится над стопой заготовок. Под действием цилиндра 9 траверса 7 опускается и ложится нижней плоскостью на стопу заготовок. Обмотка статора асинхронного электродвигателя 14 запитывается постоянным током. Верхняя заготовка в стопе захватывается статором 14, как обычным электромагнитом, и траверса 7 поднимается в крайнее верхнее положение цилиндром 9, как показано на фиг.1. Затем обмотка статора асинхронного электродвигателя 14 запитывается трехфазным напряжением. Одновременно запитываются трехфазным напряжением ряд обмоток 16, расположенных в нижней половине штампа 2. Заготовка под воздействием тягового усилия, создаваемого статором 14 и рядом обмоток 16, перемещается сначала по рольгангу 12, а затем по опорам 18 в щтамп и прижимается к передним упорам 3 штампа. Далее запитываются трехфазным напряжением ряд обмоток 17, заготовка боковым тяговым усилием прижимается к боковым упорам 4 штампа 2. Все обмотки обеспечиваются, и производится штамповка детали. Одновременно траверса 7 опускается и ложится плоскостью на стопу заготовок. Обмотка статора электродвигателя 14 запитывается постоянным током. Верхняя заготовка в стопе захватывается статором 14, и траверса 7 поднимается до положения, при котором ее верхняя плоскость находится на одном уровне с плоскостью нижней половины штампа 2. Подается трехфазное напряжение на ряд обмоток 16 и обмотку статора электродвигателя 15, и под воздействием тягового усилия деталь сначала по опорам 18, а затем по рольгангу 13 удаляется из штампа и сбрасывается в стопу. Далее траверса 7 поднимается цилиндром 9 в крайнее верхнее положение, и осуществляется загрузка заготовки в штамп вышеописанным образом. вид А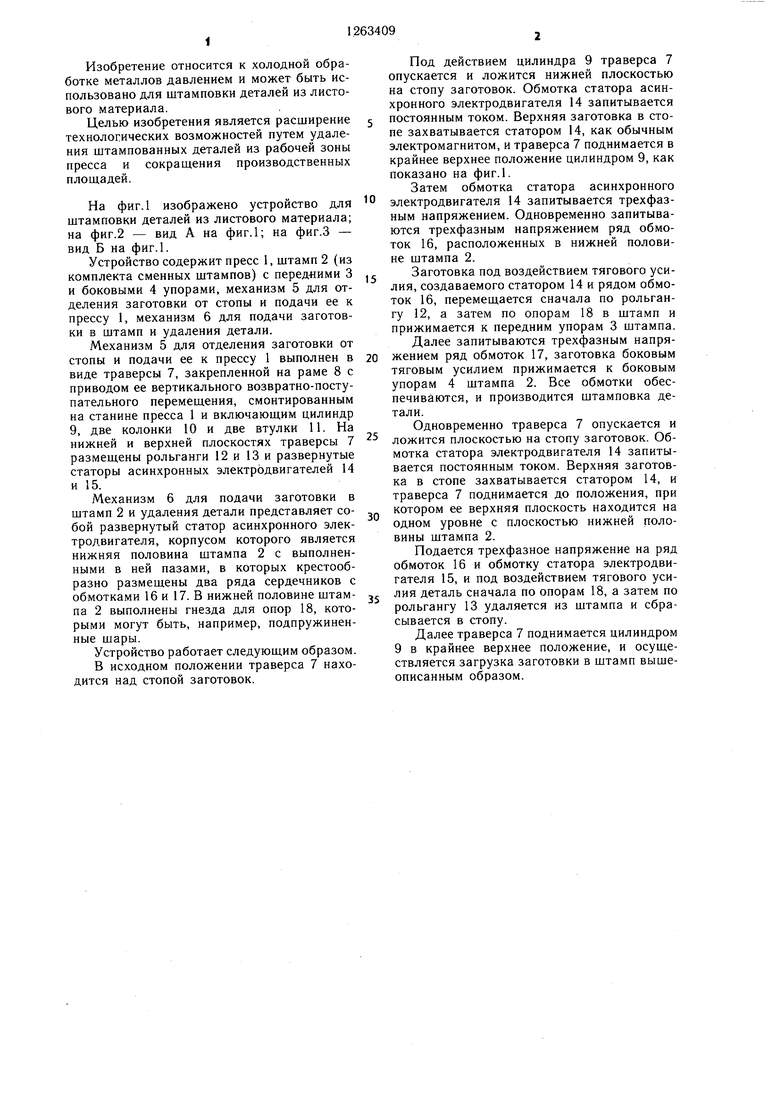
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отделения заготовки от стопы и подачи ее в зону обработки | 1987 |
|
SU1416245A1 |
| Устройство для отделения от стопы и перемещения ферромагнитных листов в зону обработки | 1988 |
|
SU1637913A1 |
| Установка для разделения листового материала | 1985 |
|
SU1286356A1 |
| Устройство для подачи листовых заготовок | 1981 |
|
SU1018762A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2127016C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2130681C1 |
| Установка для разделения листового материала | 1987 |
|
SU1484484A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Автоматизированный комплекс для листовой штамповки | 1979 |
|
SU774722A1 |
| Линия для многопереходной штамповки деталей из листового материала | 1987 |
|
SU1433587A1 |
УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ДЕТАЛЕЙ ИЗ ЛИСТОВОГО МАТЕРИАЛА, содержащее пресс, штамп, установленный в рабочей зоне пресса, механизм отделения листа от стопы, имеющий траверсу, расположенную у пресса, развернутый статор асинхронного электродвигателя и рольганг, смонтированные на траверсе со стороны стопы листов, механизм ориентации и перемещения листа, выполненный в виде развернутого статора асинхронного электродвигателя и опор качения, отличающееся тем, что, с целью расширения технологических возможностей путем удаления штампованных деталей из рабочей зоны пресса и сокращения производственных площадей, оно снабжено дополнительными развернутыми статорами асинхронного электродвигателя и рольгангом, смонтированными на траверсе со стороны, противоположной стопе листов, траверса установлена с возможностью перемещения в вертикальном направлении, развернутый статор асинхронного электродвигателя и опоры качения механиз ма ориентации и перемещения листа рас(Л положены в штампе, а опоры качения установлены с возможностью перемещения в вертикальном направлении и подпружинены в этом направлении.
фиг.2
Вид В
18 17.
16/
фиг.З
| Устройство для перемещенияфЕРРОМАгНиТНыХ лиСТОВ изНАКОпиТЕля | 1979 |
|
SU804122A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
