Од 00
со
Изобретение относится к исследованию технологических свойств материалов, а именно к способам оценки штам- пуемости листовых материалов.
Цель изобретения - уменьшение трудоемкости.
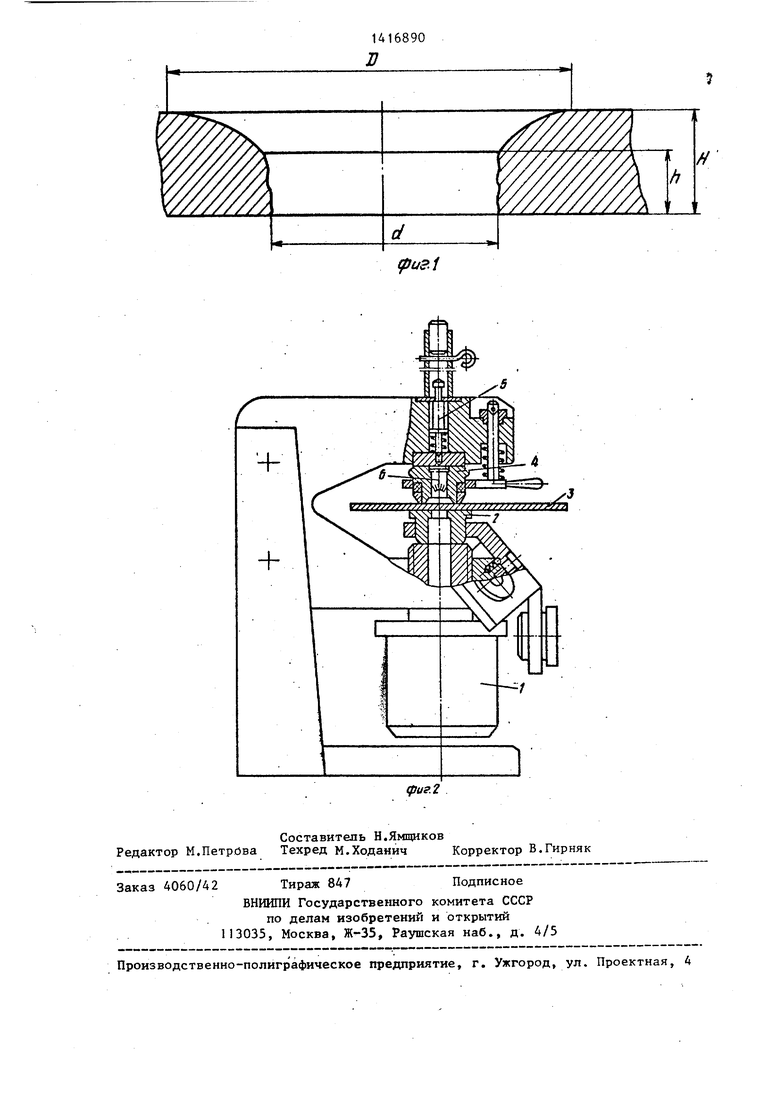
На фиг. 1 показана деформированная зона вокруг отверстия, образующаяся при испытаниях образца листового ма- териала по предлагаемому способу; на фиг. 2 - установка, реализующая предлагаемый способ оценки штампуемости листовых материалов.
Способ осуществляют следующим об- разом.
Одно1фатным динамическим воздействием газовой среды производят пробивку в исследуемом листовом материале отверстия. При этом отверстие получается с характерным для газодинамической пробивки видом остаточной деформации (фиг. 1), где D - диаметр зоны утонения; d - диаметр пробитого отверстия; Н - толщина исследуемого . листового материала; h - толщина лисята у кромки отверстия.
Измеряют толщину листа у кромки отверстия и диаметр D зоны утонения. Отношения величин d/D и h/H определяют с достаточной для технологических целей точностью значения относительного удлинения с/ и отношение 6,./6 предела текучести к пределу прочности, поэтому отношения d/D и h/H дают оцен ку штампуемости испытываемого материала. Определение указанных величин уменьшает трудоемкость испытаний, так как не требует применения сложной измерительной аппаратуры.
Для создания, хорошо развитой зоны остаточной деформации, возможности проведения испытания различных материалов и их сравнительной оценки и
для обеспечения повторяемости результатов диаметр пробиваемого отверстия равен 8-10 толщинам листа. Предлагаемый способ реализован на установке, приведенной на фиг. 2. Перед испытаниями камера-глушитель 1, матрица 2, образец 3 листового материала и камера-патронник 4 плотно стягиваются между собой. При срабатывании ударно-спускового механизма 5 осуществляется подрыв порохового заряда патрона 6. Под действием пороховых газов листовой материал над отверстием матрицы 2 прогибается и срезается по кромке матрицы с образованием отверстия.
Формула изобретения
1.Способ оценки штампуемости листового материала, по которому образец листового материала подвергают воздействию.динамического давления рабочей среды и определяют остаточную деформацию образца, по которой судят
о штампуемости, отличающий- с я тем, что, с целью уменьшения трудоемкости, на образец однократно воздействуют газовой средой, импульс давления которой обеспечивает пробивание в образце отверстия, измеряют толщину листа у кромки образовавшегося отверстия и диаметр зоны утонения вокруг него, а о штампуемости судят по отношениям толщины листа у кромки отверстия к исходной толщине и диаметра отверстия к диаметру зоны утонения.
2.Способ по п. 1, отличающийся тем, что, с целью повьш1е- ния точности, пробивают отверстие, диаметр которого равен 8-10 толщины листа.
1416890 J}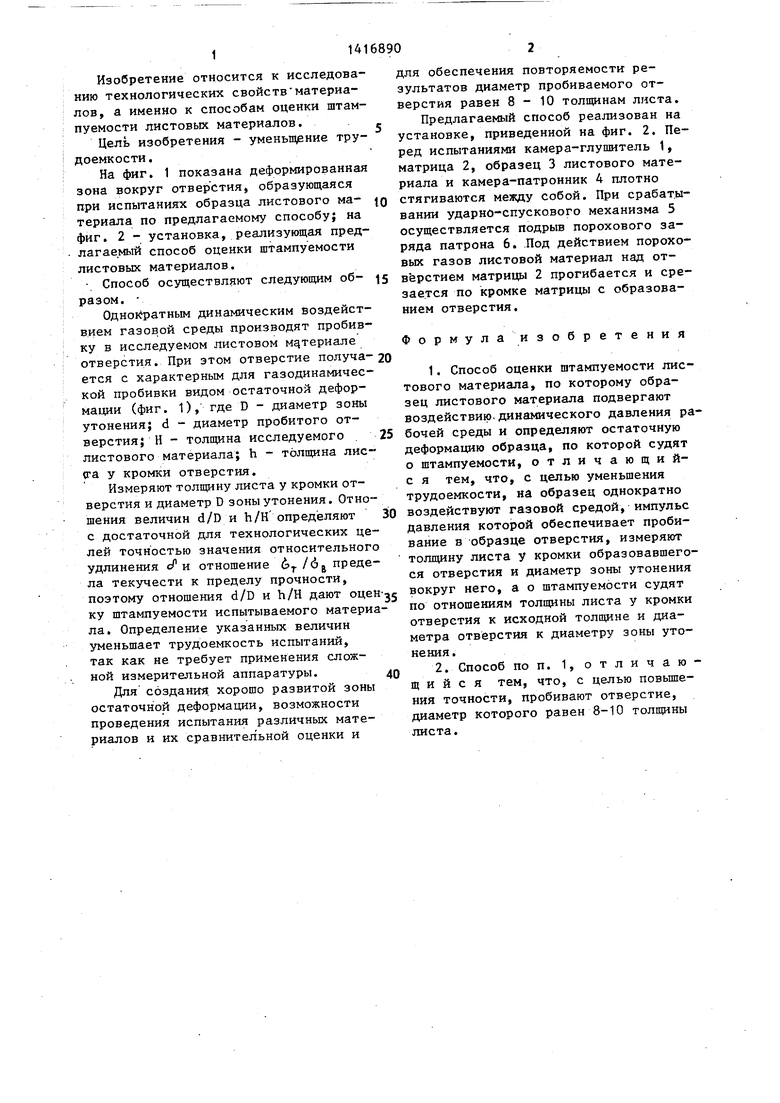
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ А.Ю.Аверкиева оценки штампуемости листового металла при отбортовке | 1987 |
|
SU1505627A1 |
| Способ испытания листовых материалов на осесимметричную вытяжку | 2017 |
|
RU2655634C1 |
| Способ испытания листовых материалов на осесимметричную вытяжку | 2017 |
|
RU2659458C1 |
| Способ испытания листовых материалов на осесимметричную вытяжку | 2017 |
|
RU2655636C1 |
| СПОСОБ ФОРМОВКИ ПАТРУБКОВ В ЛИСТОВЫХ ДЕТАЛЯХ | 2013 |
|
RU2542034C2 |
| Способ определения истинного сопротивления разрушению металлов | 1980 |
|
SU917051A1 |
| СПОСОБ ОЦЕНКИ ШТАМПУЕМОСТИ ЛИСТОВОГО МАТЕРИАЛА | 2015 |
|
RU2621324C2 |
| СПОСОБ ПОСТРОЕНИЯ ДИАГРАММЫ ПРЕДЕЛЬНЫХ ДЕФОРМАЦИЙ ЛИСТОВОГО МАТЕРИАЛА | 2015 |
|
RU2591294C1 |
| СПОСОБ ИСПЫТАНИЯ ЛИСТОВОГО МАТЕРИАЛА НА ПРУЖИНЕНИЕ И ПРЕДЕЛЬНЫЕ ПАРАМЕТРЫ ПРИ ВЫТЯЖКЕ СТАКАНА С ФЛАНЦЕМ (ВАРИАНТЫ) | 2010 |
|
RU2460985C2 |
| Устройство для испытания листовых материалов | 2016 |
|
RU2631230C1 |
Изобретение относится к исследованию технологических свойств листовых материалов. Целью изобретения является уменьшение трудоемкости. Для этого на образец однократно воздействуют импульсом давления газовой среды, обеспечивающим пробивание в образце отверстия, измеряют толщину листа у кромки образовавшегося отверстия и диаметр зоны утонения вокруг него, а о штампуемости судят по отношениям толщин-1 листа у кромки отверстия к исходной толщине и диаметра отверстия к диаметру зону утонения. Определение указанных величин остаточных деформаций уменьшает трудоемкость испытаний, так как не требует применения сложной измерительной аппаратуры. Для создания хорошо развитой зоны остаточной деформации и обеспечения повторяемости результатов диаметр пробиваемого отверстия должен быть равен 8-10 толщинам листа. 1 з.п. ф-лы, 2 ил. (/)
| Приспособление к нефтяным резервуарам для последовательного выпуска нефти от верхних слоев к нижним | 1925 |
|
SU2601A1 |
| Устройство для усиления микрофонного тока с применением самоиндукции | 1920 |
|
SU42A1 |
| Способ определения штампуемости листовых металлов | 1958 |
|
SU115711A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
