1
(21)4331086/31-27
(22)14.10.87
(46) 07.09.89. Бюл. № 33
(71)Ростовский-на-Дону завод-втуз при Заводе «Ростсельмаш - Филиал Ростовского- на-Дону института сельскохозяйственного машиностроения
(72)А. Ю. Аверкиев
(53)621.982.7(088.8)
(56)Элер Г. Листовой металл и его испытание.-М.: ГНТИ, 1958, с. 186-188.
(54)СПОСОБ А. Ю. АВЕРКИЕВА ОЦЕНКИ, ШТАМПУЕМОСТИ ЛИСТОВОГО МЕТАЛЛА ПРИ ОТБОРТОВКЕ
(57)Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для испытания листового металла на штампуемость при отбортов- ке. Цель изобретения - повышение точности испытания за счет расширения Области различных соотношений предельных деформаций. При изготовлении образцов 2 получают партию образцов 2 одинаковой длины и различной ширины. Предельные деформации определяют на основе измерения максимального и минимального размеров отбортованного отверстия в двух взаимно перпендикулярных направлениях. Образцы 2 изготавливают с длиной, равной двум наружным диаметрам зоны деформирования, и шириной, изменяющейся от 0,7 до 2,0 наружного диаметра зоны деформирования. Отношение диаметра отверстия в образце 2 после зачистки к наружному диаметру зоны деформирования равно 0,21-0,30. Образцы 2 изготавливают с направлением прокатки материала вдоль, поперек и под углом 45° к их сторонам. Перед отбортовкой на образец 2 со стороны приложения усилия отбортовки укладывают эластичную прокладку 5 в виде шайбы с наружным диаметром, равным 0,95-1,10 наружного диаметра зоны деформирования, и внутренним диаметром, равным диаметру пробитого отверстия в образце. 2. Способ позволяет расширить область различных соотношений предельных деформаций, что повышает точность испытаний. 3 з.п.ф-лы, 3 ил.
lO
(Л
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ оценки штампуемости листового металла А.Ю.Аверкиева | 1988 |
|
SU1618483A1 |
| Способ оценки штампуемости листового металла А.Ю.Аверкиева | 1985 |
|
SU1368073A1 |
| Способ определения штампуемости листового металла | 1988 |
|
SU1626122A2 |
| Способ оценки штампуемости листового металла | 1983 |
|
SU1169779A1 |
| Способ определения штампуемости при отбортовке листового материала | 1985 |
|
SU1233988A1 |
| СПОСОБ ИСПЫТАНИЯ И ОЦЕНКИ ЭФФЕКТИВНОСТИ ТЕХНОЛОГИЧЕСКИХ СМАЗОК | 1996 |
|
RU2133460C1 |
| СПОСОБ ФОРМОВКИ ПАТРУБКОВ В ЛИСТОВЫХ ДЕТАЛЯХ | 2013 |
|
RU2542034C2 |
| Способ оценки штампуемости листового металла А.Ю.Аверкиева | 1987 |
|
SU1493361A2 |
| Способ оценки штампуемости листового металла при обтяжке | 1990 |
|
SU1796317A1 |
| СПОСОБ ОТБОРТОВКИ ОТВЕРСТИЙ | 1993 |
|
RU2105626C1 |
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для испытания листового металла на штампуемость при отбортовке. Цель изобретения - повышение точности испытания за счет расширения области различных соотношений предельных деформаций. При изготовлении образцов 2 получают партию образцов 2 одинаковой длины и различной ширины. Предельные деформации определяют на основе измерения максимального и минимального размеров отбортованного отверстия в двух взаимно перпендикулярных направлениях. Образцы 2 изготавливают с длиной, равной двум наружным диаметрам зоны деформирования, и шириной, изменяющейся от 0,7 до 2,0 наружного диаметра зоны деформирования. Отношение диаметра отверстия в образце 2 после зачистки к наружному диаметру зоны деформирования равно 0,21-0,30. Образцы 2 изготавливают с направлением прокатки материала вдоль, поперек и под углом 45° к их сторонам. Перед отбортовкой на образец 2 со стороны приложения усилия отбортовки укладывают эластичную прокладку 5 в виде шайбы с наружным диаметром, равным 0,95 - 1,10 наружного диаметра зоны деформирования, и внутренним диаметром, равным диаметру пробитого отверстия в образце 2. Способ позволяет расширить область различных соотношений предельных деформаций, что повышает точность испытаний. 3 з.п.ф-лы, 3 ил.
ел
о СП
О)
1C
Изобретение касается обработки металлов давлением и относится к способам оценки штамг1уемости листового металла при отбортовке.
Цель изобретения - повышение точности оценки за счет расширения области раз- личных соотношений предельных деформаций.
На фиг. изображена схема испь1тания; на фиг. 2 - образец после отбортовки; на фиг. 3 - кривые предельных деформаций. 10
На фиг. 1-3 показаны отверстие 1 диаметром d в образце после испытаний из испытуемого металла, образец 2, прижим 3, цилиндрический пуансон 4, аолиуретановая
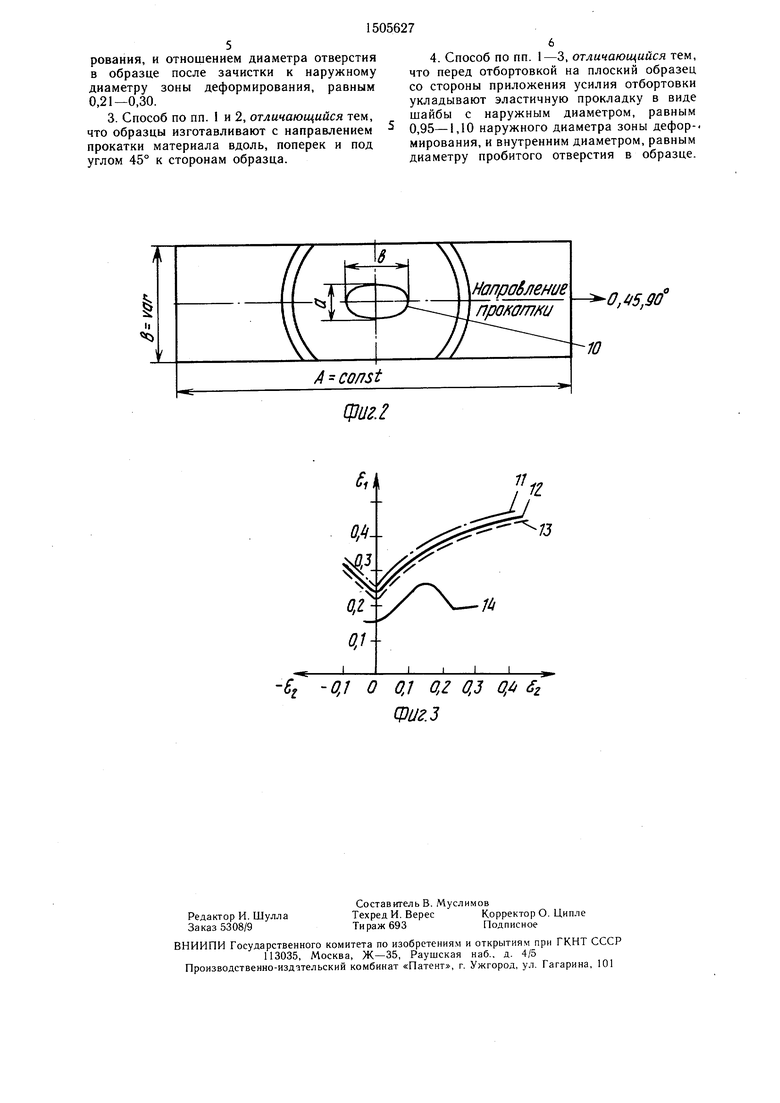
деформирования, фиксируемого на силоизме- рительном устройстве (не показано). После этого извлекают образец 2 из штам.па и производят измерение большой b и малой а осей эллипса, в который превратилось первоначальное пробитое отверстие 10, и проводят расчет главных деформаций (b/d)f j ln(a/d). По замеренным главным деформациям строят кривые 11 - ГЗ предельной штампуемости с учетом анизотропии соответственно вдоль, поперек и под углом 45° к прокатке.
Сопоставляя имеющиеся данные по деформированному состоянию (кривую 14-попрокладка 5, выемка 6 на рабочем торце ле накопленных в компонентах деформаций
пуансона, осевая полость 7, ловитель 8, круглая матрица 9, отверстие 10 в образце, кривые 11 -14, где 11 -13 - кривые предельной штампуемости, а 14 - кривая соотношений EI и 2 для готового изделия (не показано).
20
Ё и 82 для какого-либо изделия) с полученными кривыми 11 -13 предельной штампуемости, можно оценить, насколько пригоден листовой металл для отбортовки данного изделия.
Способ осуществляется следующим образом.
Из испытуемого листового металла изготавливают партию образцов прямоугольной формы одинаковой длины А и различной щи- рины В в направлении вдоль, поперек и под углом 45° к направлению прокатки. В каждом образце пробивают и зачищают отверстие 1 постоянного диаметра d в центре симметрии. Образцы 2 жестко зажимают прижимом 3 так, чтобы не происходило смещение кромки фланца по длине образца 2, имеющей постоянный размер А для всех образцов 2 (фиг. 1). Межу образцом 2 и пуансоном 4 устанавливают прокладку 5 наружным диаметром, равным 0,95-1,1 диа- метра пуансона 4, в центре которого пробито отверстие диаметром d. Прокладка изготовлена из полиуретана и установлена по оси пуансона. Размер , где D« - диаметр пуансона 4, й(0,7-2,0) D,,. Пуансон имеет цилиндрическую форму, плоский торец с радиусом закругления рабочей кромки, равным (8-10)5 толщин листового образца 2 с выемкой 6 высотой /г (4-5)5. В центре пуансона 4 имеется полость 7 диаметром, равным диаметру отерстия d, пробитого в образцах 2, и глубиной Я(3-4)/г. В полость 7 вставлен ловитель 8, выполненный, например, из полиуретана диаметром d и высотой Я1 //4-Л/2, служащий для центровки образцов 2 и прокладки 5 по оси пуансона 4. Отношение диаметра dn отверстия 1 после зачистки к наружному диаметру зоны деформирования )„ равно 0,21-0,30. После центровки образцов 2 с прокладкой 5 и прижима ловитель 8 утапливают в отверстие 7 так, что он ниже уровня образцов 2 с прокладкой 5 и не касается их.
Производят отбортовку в круглую матрицу 9 до .момента, окончания локализации утонения - начала образования трещины на кромке отверстия или максимального усилия
деформирования, фиксируемого на силоизме- рительном устройстве (не показано). После этого извлекают образец 2 из штам.па и производят измерение большой b и малой а осей эллипса, в который превратилось первоначальное пробитое отверстие 10, и проводят расчет главных деформаций (b/d)f j ln(a/d). По замеренным главным деформациям строят кривые 11 - ГЗ предельной штампуемости с учетом анизотропии соответственно вдоль, поперек и под углом 45° к прокатке.
Сопоставляя имеющиеся данные по деформированному состоянию (кривую 14-по ле накопленных в компонентах деформаций
ле накопленных в компонентах деформаций
0
Q 5 0
0
5
Ё и 82 для какого-либо изделия) с полученными кривыми 11 -13 предельной штампуемости, можно оценить, насколько пригоден листовой металл для отбортовки данного изделия.
При испытании образцов отбортовкои предлагаемым способом обеспечивается получение градиента деформаций, необходимых для получения различных соотношений напряжений и деформаций при разрушении образца, а следовательно, более широкого диапазона построения диаграммы предельных деформаций. По сравнению с известным способом предлагаемый расширяет область различных соотношений предельных деформаций от схемы сжатия с растяжением до схемы двухосного растяжения, что позволяет более точно с учетом анизотропии в различных направлениях прокатки оценивать штампуемость листового металла.
Формула изобретения
o,j о 0.1 о,г 0.5 0, 6z Фиг.з
ff..ff
10
№/
