со
00
00
i Изобретение относится к механичес |кой обработке металлов, касается i конструкции лепестковых кругов и может быть использовано при шлифовании и полировании деталей.
Целью изобретения является повы- шение надежности закрепления абразивных лепестков.
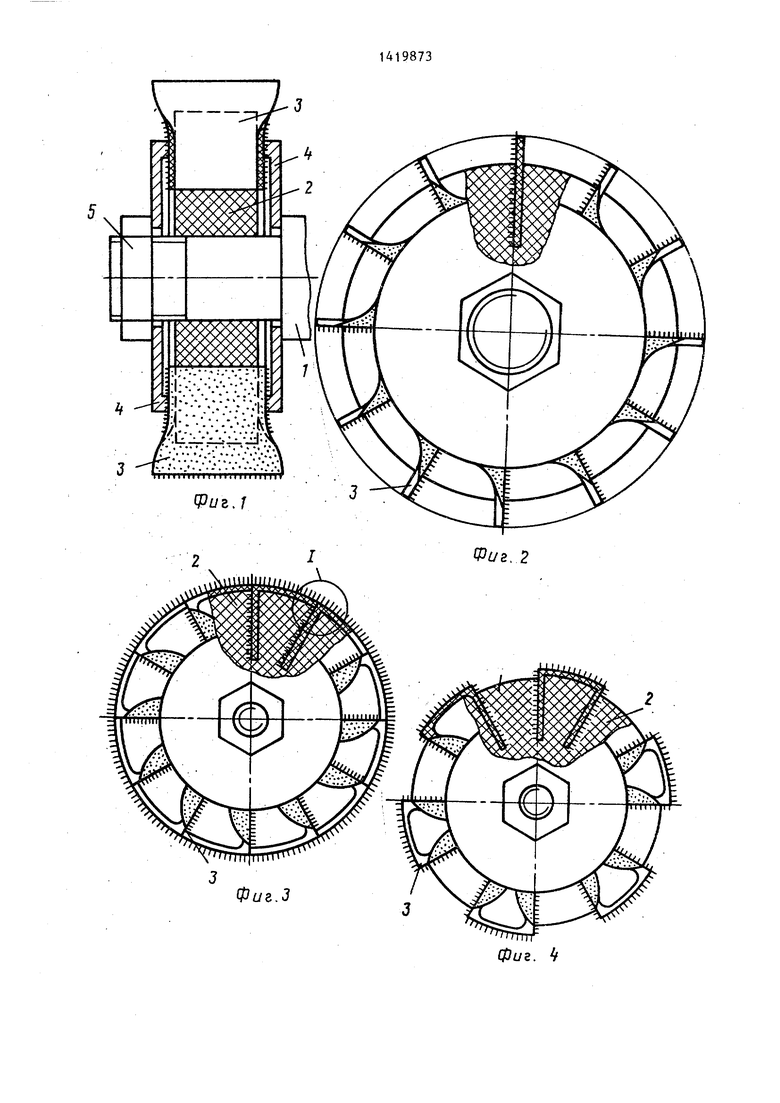
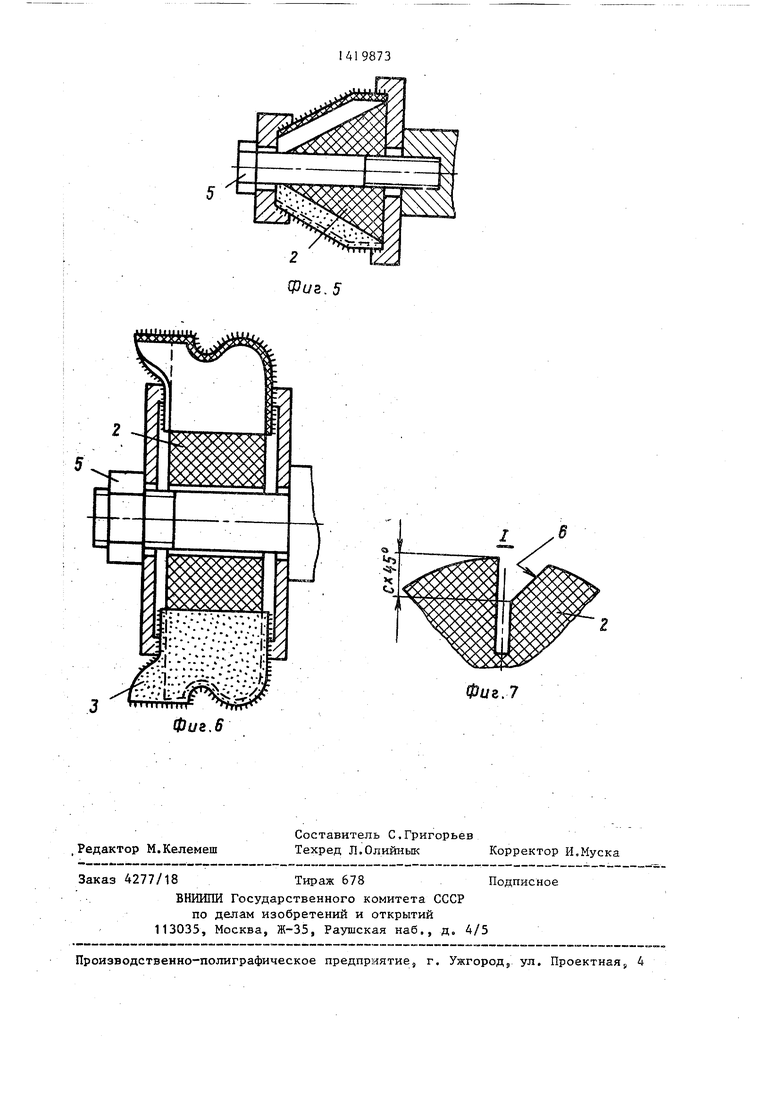
: На фиг 1 изображен лепестковый I круг5 разрез по диаметральной плоскости; на фиг. 2 - круг, вид сбоку; |на фиг. 3, 4 - способы зажатия лепестков; на фиг. 5 - вариант исполнения круга с коническш корпусом, на фиг. 6 - вариант исполнения круга с фигурным корпусом; на фиг„ 7 - узел на фиг. 3.
Лепестковый шлифовальньм круг содержит оправку 1 с упором, корпус 2, выполненный в виде эластичного, диска с поперечными прорезями по наружному диаметру под абразивные лепестки 3 5 фланцы 4 с кольцевыми буртиками и гайку 5. Абразивные лепестки 3 ;выполнены шириной больше, чем шири- I на прорезей корпуса 2. Собирают круг следующим образом. ; Абразивные лепестки 3 вставляют :в прорези эластичного корпуса 2 так, ;чтобы они выступали равномерно с торцов корпуса. На оправку 1 к ее упору устанавливают фланец 4, затем кор пус 2 с лепестками 3 и второй фла- ,нец 4. Фланцы 4 устанавливают в сторону корпуса 2. Все вместе стягивают гайкой 5 так, чтобы каждый лепесток ;3 своими выступающими за корпус частями был зажат буртиками фланцев к эластичному корпусу 2. Круг готов к работе.
Обработка производится путем контакта абразивных лепестков 3 с по верхностями обрабатьюаемых деталей. Для увеличения номенклатуры обрабатываемых поверхностей деталей в зави
0
5
0
0
5
0
5
симости от профиля обрабатываемых деталей и наэ-начения лепесткового круга им можно обрабатывать фасонные поверхности (фиг, 6), конические поверхности (фиг. 5), осуществлять прерывистое шлифование или полирование за счет разреженной установки лепестков (фиг. 4), одевать и зажимать бесконечную абразивную ленту (фиг. 3) и т.д.
Вначале работы при подводе лепесткового круга к обрабатываемой детали лепестки одним концом закрепляются в эластичном корпусе, другие концы свободно выступают из эластичного корпуса. Под воздействием самой детали и эластичного корпуса лепестки принудительно изгибаются и сминаются в свободной полости места фасок 6 и имеют переходную неопределенную форму из прямолинейной в профильную, а на участке после фаски 6 по диаметру эластичного корпуса лепестки облегаются по периферийному профилю элас тичного корпуса.
Повышение надежности крепления лепестков достигается за счет деформации корпуса и дополнительного зажатия лепестков по всей ширине прорезей.
Формула изобретения
Лепестковый круг, содержащий корпус с прорезями, в которых установлены лепестки из абразивной шкурки с шириной большей, чем ширина корпуса а выступающие части лепестков предназначены для фиксации на корпусе фланцами, отличающийся тем, что, с целью повьшгения надежности, крепления лепестков, корпус выполнен эластичным, а прорези располо жены радиально и параллельно образующей корпуса.
Фиг.З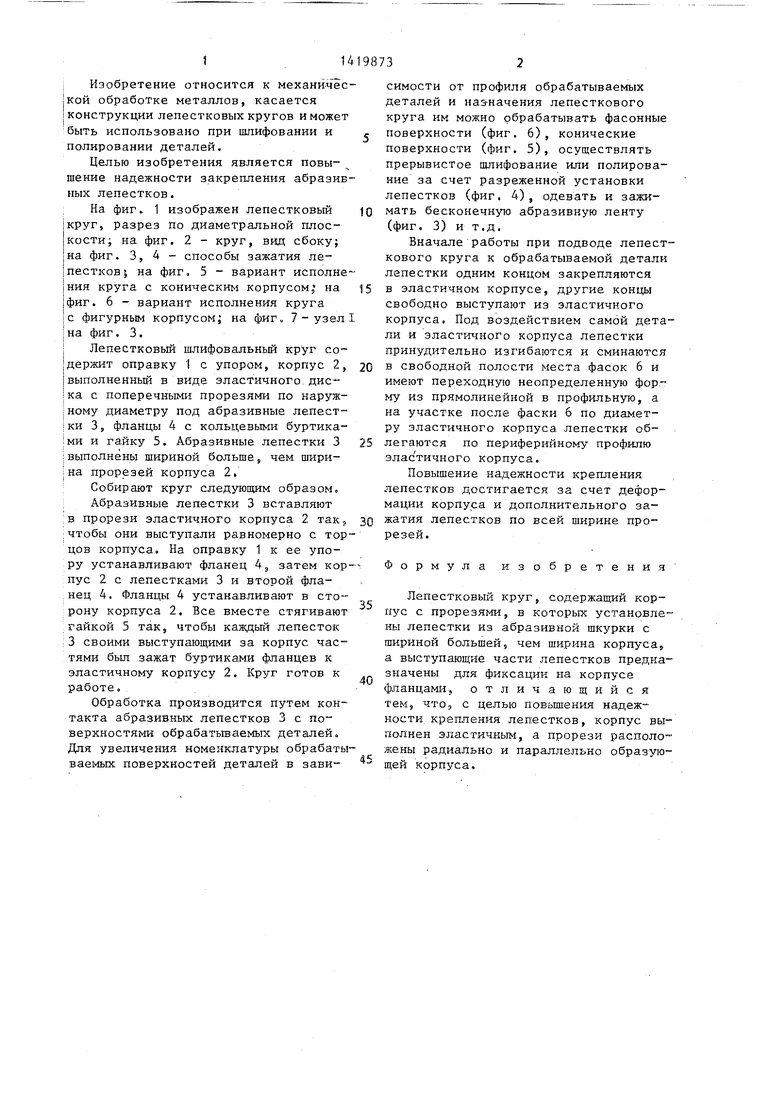
| название | год | авторы | номер документа |
|---|---|---|---|
| Абразивный лепестковый круг | 1984 |
|
SU1273240A1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ЛЕПЕСТКОВЫМИ КРУГАМИ | 2003 |
|
RU2241588C1 |
| ЛЕПЕСТКОВЫЙ ПОЛИРОВАЛЬНЫЙ КРУГ | 2003 |
|
RU2241591C1 |
| КРУГ ШЛИФОВАЛЬНЫЙ ЛЕПЕСТКОВЫЙ | 2020 |
|
RU2751388C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ УПРОЧНЕНИЯ И ПОЛИРОВАНИЯ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284256C1 |
| Лепестковый полировальный круг | 1988 |
|
SU1553369A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РАБОЧЕГО РАЗМЕРА АЛМАЗНО-АБРАЗИВНОГО ИНСТРУМЕНТА С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284893C1 |
| УПРОЧНЯЮЩЕ-ПОЛИРОВАЛЬНЫЙ КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ С ПАРАМЕТРИЧЕСКОЙ ОСЦИЛЛЯЦИЕЙ | 2005 |
|
RU2283745C1 |
| ЛЕПЕСТКОВЫЙ КРУГ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2285603C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284892C1 |
Изобретение относится к механической обработке металлов и касается конструкции лепестковых кругов. Целью изобретения является повьшение надежности крепления лепестков. Корпус круга с радиальными прорезями, в которые вставлены лепестки, выполнен эластичньм. Лепестки имеют ширину большую, чем ширина корпуса. Выступа- юпц1е части лепестков поджимаются к корпусу фланцами. При деформации корпуса фланцами происходит дополнительное зажатие лепестков по всей ширине прорезей. 7 шт.
фиг. 4
, :-.;-/;;::-.-.I: : .vV/;::v--.-i
.- ,.
л-:.--:-:-.:.-:
/ /
f/.
Фиг.6
Фиг,7
| Патент США№2907145, кл | |||
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
