фжностью возвратно-поступательного перемещения. Палец 22 находится в
контакте со стенками винтовых пазов 17 и 18 поворотной втулки 16. 5 ил.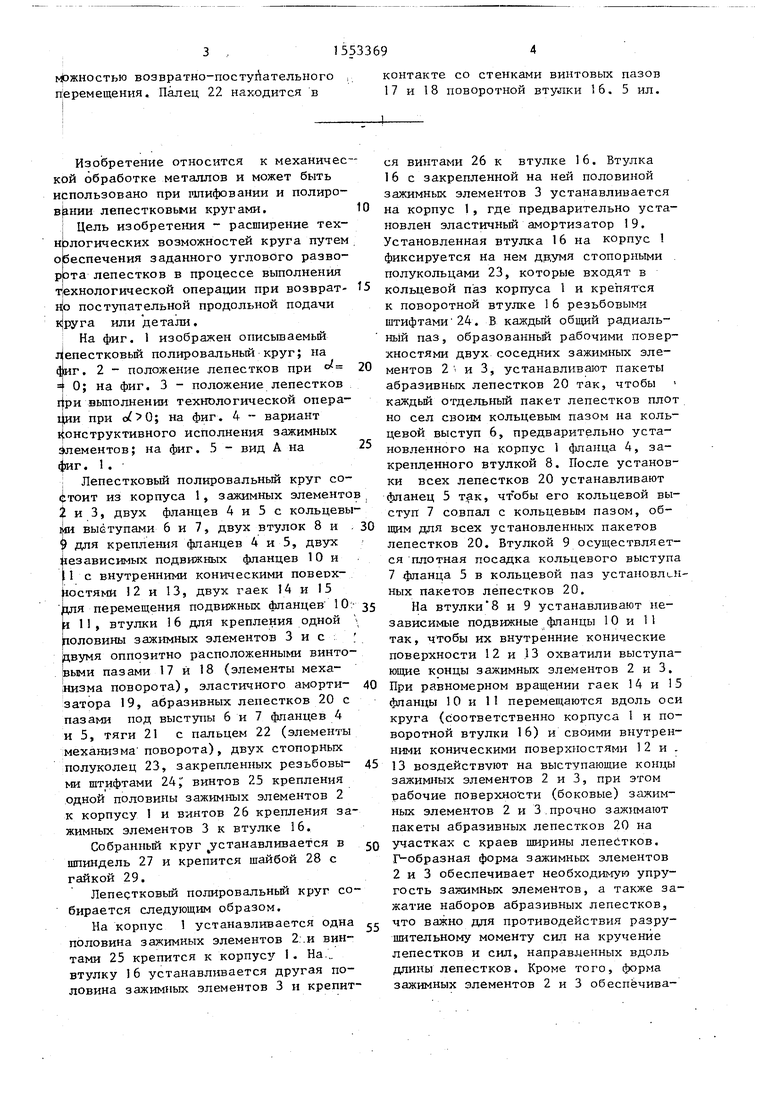
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ЛЕПЕСТКОВЫМИ КРУГАМИ | 2003 |
|
RU2241588C1 |
| ЛЕПЕСТКОВЫЙ ПОЛИРОВАЛЬНЫЙ КРУГ | 2003 |
|
RU2241591C1 |
| Лепестковый полировальный круг | 1986 |
|
SU1366379A1 |
| Лепестковый абразивный круг | 1990 |
|
SU1756133A1 |
| Устройство для изготовления лепестковых полировальных кругов | 1987 |
|
SU1465291A1 |
| ЛЕПЕСТКОВЫЙ КРУГ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2285603C1 |
| Лепестковый полировальный круг | 1987 |
|
SU1502288A1 |
| Лепестковый полировальный круг | 1987 |
|
SU1491687A1 |
| Лепестковый полировальный круг | 1986 |
|
SU1390007A1 |
| УПРОЧНЯЮЩЕ-ПОЛИРОВАЛЬНЫЙ КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ С ПАРАМЕТРИЧЕСКОЙ ОСЦИЛЛЯЦИЕЙ | 2005 |
|
RU2283745C1 |
Изобретение относится к механической обработке металлов и может быть использовано при шлифовании и полировании лепестковыми кругами. Целью изобретения является расширение технологических возможностей круга путем обеспечения заданного углового разворота лепестков в процессе работы. Круг содержит корпус 1 с зажимными элементами 2 и 3. На обоих концах каждого элемента 2 и 3 выполнены конические поверхности для контакта с двумя оппозитно размещенными фланцами 4 и 5. Зажимные элементы 2 и 3 выполнены в виде двух независимых половин, одна из которых закреплена на корпусе 1, а другая на поворотной относительно корпуса втулке 16 с механизмом поворота в виде тяги 21 с пальцем 22. Тяга установлена с возможностью возвратно-поступательного перемещения. Палец 22 находится в контакте со стенками винтовых пазов 17 и 18 поворотной втулки 16. 5 ил.
Изобретение относится к механической обработке металлов и может быть использовано при шлифовании и полиро- в|ании лепестковьми кругами.
Цель изобретения - расширение тех- нЬлогических возможностей круга путем обеспечения заданного углового разворота лепестков в процессе выполнения технологической операции при возврат- н|о поступательной продольной подачи к)руга или детали.
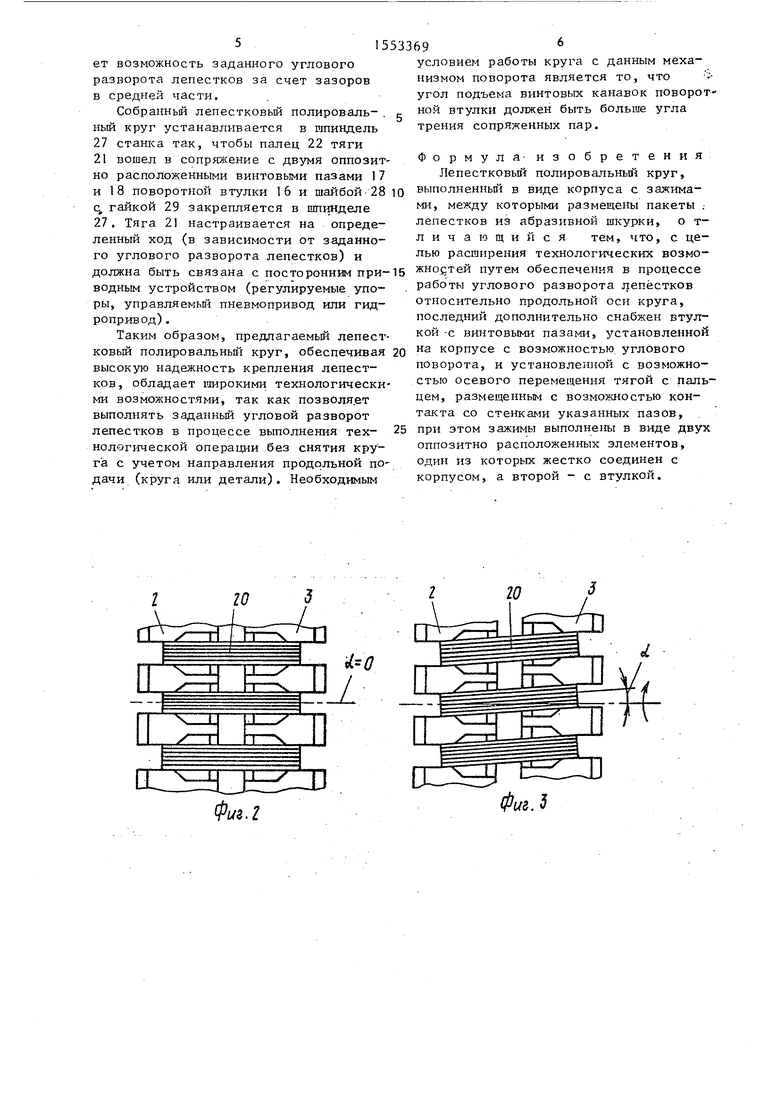
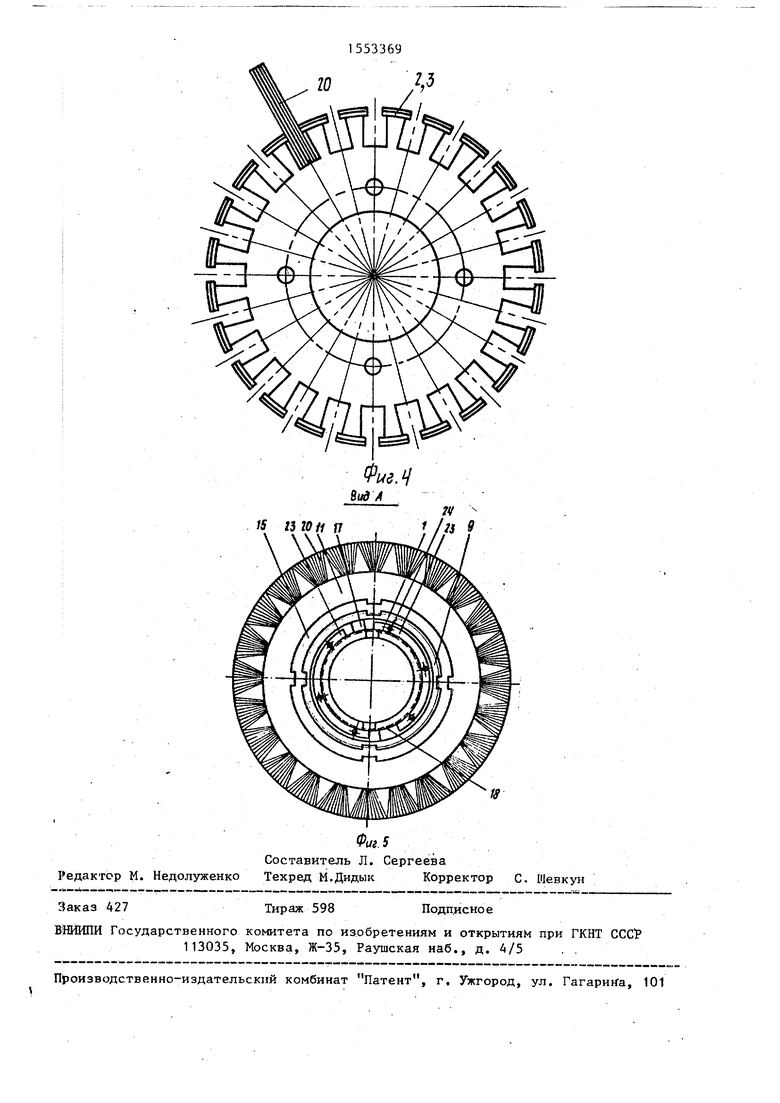
На фиг. 1 изображен описываемый лепестковый полировальный круг; на 4иг. 2 - положение лепестков при ° 0; на фиг. 3 - положение лепестков гри выполнении технологической опера- при на фиг. 4 - вариант конструктивного исполнения зажимных Элементов; на фиг. 5 - вид А на фиг. 1 .
Лепестковый полировальный круг со- стоит из корпуса 1, зажимных элементов 2 и 3, двух фланцев 4 и 5 с кольцевыми выетупами 6 и 7, двух втулок 8 и . ) для крепления фланцев 4 и 5, двух независимых подвижных фланцев 10 и I1 с внутренними коническими поверхностями 12 и 13, двух гаек 14 и 15 доя перемещения подвижных фланцев 10 и 11, втулки 16 для крепления одной Головины зажимных элементов 3 и с ; Ьвумя оппозитно расположенными винтовыми пазами 17 и 18 (элементы механизма поворота), эластичного аморти- затора 19, абразивных лепестков 20 с пазами под выступы 6 и 7 фланцев 4 и 5, тяги 21 с пальцем 22 (элементы механизма поворота), двух стопорных полуколец 23, закрепленных резьбовы- ми штифтами 24 винтов 25 крепления одной половины зажимных элементов 2 к корпусу 1 и винтов 26 крепления зажимных элементов 3 к втулке 16.
Собранный круг устанавливается в шпиндель 27 и крепится шайбой 28 с гайкой 29.
Лепестковый полировальный круг собирается следующим образом.
На корпус 1 устанавливается одна половина зажимных элементов 2.и винтами 25 крепится к корпусу 1 . На... втулку 16 устанавливается другая половина зажимных элементов 3 и крепится винтами 26 к втулке 16. Втулка 16 с закрепленной на ней половиной зажимных элементов 3 устанавливается на корпус 1, где предварительно установлен эластичный амортизатор 19. Установленная втулка 16 на корпус 1 фиксируется на нем двумя стопорными полукольцами 23, которые входят в кольцевой паз корпуса 1 и крепятся к поворотной втулке 16 резьбовыми штифтами 24. В каждый общий радиальный паз, образованный рабочими поверхностями двух соседних зажимных элементов 2 и 3, устанавливают пакеты абразивных лепестков 20 так, чтобы каждьй отдельный пакет лепестков плот но сел своим кольцевым пазом на кольцевой выступ 6, предварительно установленного на корпус 1 фланца 4, закрепленного втулкой 8. После установки всех лепестков 20 устанавливают фланец 5 так, чтобы его кольцевой выступ 7 совпал с кольцевым пазом, общим для всех установленных пакетов лепестков 20. Втулкой 9 осуществляется плотная посадка кольцевого выступа 7 фланца 5 в кольцевой паз установлиН- ных пакетов лепестков 20.
На втулки 8 и 9 устанавливают независимые подвижные фланцы 10 и 11 так, чтобы их внутренние конические поверхности 12 и 13 охватили выступающие концы зажимных элементов 2 и 3. При равномерном вращении гаек 14 и 15 фланцы 10 и 11 перемещаются вдоль оси круга (соответственно корпуса 1 и поворотной втулки 16) и своими внутренними коническими поверхностями 12 и . 13 воздействуют на выступающие концы зажимных элементов 2 и 3, при этом рабочие поверхности (боковые) зажимных элементов 2 и 3 прочно зажимают пакеты абразивных лепестков 20 на участках с краев ширины лепестков. Г-образная форма зажимных элементов 2 и 3 обеспечивает необходимую упругость зажимных элементов, а также зажатие наборов абразивных лепестков, что важно для противодействия разрушительному моменту сил на кручение лепестков и сил, направленных вдоль длины лепестков. Кроме того, форма зажимных элементов 2 и 3 обеспёчивает возможность заданного углового разворота лепестков за счет зазоров в средней части.
Собранный лепестковый полироваль- . ный круг устанавливается в шпиндель 27 станка так, чтобы палец 22 тяги 21 вошел в сопряжение с двумя оппозит- но расположенными винтовыми пазами 17
и 18 поворотной втулки 16 и шайбой 28 10 выполненный в виде корпуса с зажима- с. гайкой 29 закрепляется в шпинделе мн между которыми размещены пакеты . . Тяга 21 настраивается на опреде- лепестков из абразивной шкурки, о т- ленный ход (в зависимости от заданно- л и ч а ю щ и и с я тем, что, с це- го углового разворота лепестков) и лью расширения технологических возмо- должна быть связана с посторонним при-15 «нос/гей путем обеспечения в процессе водным устройством (регулируемые упо- работы углового разворота лепестков ры, управляемый пневмопривод или гид- относительно продольной оси круга, ропривод).последний дополнительно снабжен втулТаким образом, предлагаемый лепест- кой с винтовыми пазами, установленной ковый полировальный круг, обеспечивая 20 на корпусе с возможностью углового высокую надежность крепления лепест- поворота, и установленной с возможно- ков, обладает широкими технологическими возможностями, так как позволяет выполнять заданный угловой разворот лепестков в процессе выполнения тех- 25 нологической операции без снятия круга с учетом направления продольной подачи (круга или детали). Необходимым
стью осевого перемещения тягой с пальцем, размещенным с возможностью контакта со стенками указанных пазов, при этом зажимы выполнены в виде двух оппозитно расположенных элементов, один из которых жестко соединен с корпусом, а второй - с втулкой.
U
LiSJJ
Фиг. 2
. т- 7
15533696
условием работы круга с данным механизмом поворота является то, что угол подъема винтовых канавок поворотной втулки должен быть больше угла трения сопряженных пар.
Формула- изобретения Лепестковый полировальный круг,
кой с винтовыми пазами, установленной на корпусе с возможностью углового поворота, и установленной с возможно-
стью осевого перемещения тягой с пальцем, размещенным с возможностью контакта со стенками указанных пазов, при этом зажимы выполнены в виде двух оппозитно расположенных элементов, один из которых жестко соединен с корпусом, а второй - с втулкой.
J.
Фиг.З
15 23
Редактор М. Недолуженко
Фиг 5
Составитель Л. Сергеева Техред М.Дидык Корректор С. Шевкун
Заказ 427
Тираж 598
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССЈ 113035, Москва, Ж-35, Раушская наб., д. 4/5
Фив. Ч
Подписное
| Лепестковый полировальный круг | 1986 |
|
SU1366379A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
